


Lijmverbindingen in de architectuur
Er bestaat een groeiende interesse in het maken van lijmverbindinigen in roestvaststalen constructies. Het gaat daarbij dan vooral om plaatmateriaal waarbij het vermogen van lijm om ongelijksoortige materialen met elkaar te verbinden (bijvoorbeeld bekleden van kernmateriaal), terwijl dit zonder ontsierende mechanische verbindingen aan het zichtbare oppervlak plaats kan vinden. De meeste ervaring is tot op heden vergaard met betrekking tot bekleding binnenshuis, waar het milieu dus betrekkelijk vriendelijk is, en met specialistische toepassingen zoals het verbinden van buizen en pijpen voor waterbehandelingsinstallaties en in chemische procesfabrieken.
Ontwerpoverwegingen
Lijm kan aanzienlijke economische constructieve voordelen bieden boven conventionele verbindingsmethodes. Aan het gebruik kleven echter ook nadelen. Lijm is vaak zwak onder trekbelasting, zeker vergeleken met lasverbindingen, maar sterk onder afschuiving en druk. Belaste lijmverbindingen vragen een doordacht ontwerp. Gespecialiseerde literatuur kan hierin als leidraad dienen [ 1, 2].
Lijmsoorten
Er zijn tal van technische lijmen beschikbaar. Een juiste selectie en specificatie zijn essentieel en er zal specialistisch advies moeten worden ingewonnen. Technische lijmen kunnen in vier hoofdgroepen worden onderverdeeld:
- Epoxy: deze lijm bestaat uit een epoxyhars en een reactief hardingsmiddel. Deze lijm wordt gebruikt voor grote onderdelen waarbij vulvermogen van de lijmspleet, sterkte, kruip, vocht en wee~stand tegen hoge temperaturen worden geëist.
- Polyurethaan: dit is een isocyanaathars waarbij dezelfde hardingsmiddelen worden gebruikt als bij epoxies. In tegenstelling tot epoxies hardt deze lijm snel uit. De lijm is echter zwakker en gevoeliger voor vocht dan andere constructielijmsoorten. Ze worden vaak gebruikt voor het lijmen van grote sandwichpanelen.
- Fenol/resorcinol: dit waren de eerste constructieve lijmen en men komt ze zelden tegen buiten de vliegtuigindustrie en timmerfabrieken.
- Acryl: deze groep omvat anaerobe lijm, die soms wordt gebruikt voor afdichting en het bijeenhouden van zeer nauw passende onderdelen. De versterkte acryllijm wordt gebruikt voor het lijmen van plaatmetaal en bekleed metaal. Deze laatstgenoemde soort is zeer goed bestand tegen milieu-invloeden, afpellen en inslagen.
Hechting en oppervlaktebewerking
Lijm kan op zichzelf worden gebruikt of met ander materialen. Het ontstaan van een lijmverbinding verloopt doorgaans volgens de volgende fasen:
- 1. Behandeling van het te lijmen oppervlak.
- 2. Aanbrengen van een grondlaag (indien nodig).
- 3. Mengen, uitstrijken.
- 4. Uitharden.
Inadequate oppervlaktebehandeling is een gangbare oorzaak voor duurzaamheidsproblemen. Hoewel er lijm bestaat die oliefilms kan absorberen alsmede lichte oppervlakteverontreinigingen, is een voorbehandeling toch van essentieel belang. Voorbehandeling omvat reinigen, verwijderen van zwakke oppervlaktelagen en hernieuwd reinigen. De gangbare methodes Om oppervlakken voor te behandelen zijn: ontvetten met een oplosmiddel, mechanisch schuren en behandeling met chemicaliërL De mate van voorbehandeling die wordt vereist zal in het algemeen afhangen van de te gebruiken lijm, de te behalen bindingssterkte, het niveau van de vooraf aanwezige verontreinigingen en de omgeving waaraan het geheel wordt blootgesteld. Aan elkaar hechten dient zo spoedig mogelijk na reinigen plaats te vinden, bij voorkeur binnen een tot twee uur. Grondlagen kunnen de hechtingssterkte aanzienlijk verhogen.
Ze verschaffen uitzonderlijk goede grensvlakcondities en het zal in de nabije toekomst zeker tot de gewoonte gaan behoren om alleen nog roestvast staal te lijmen dat van een grondlaag is voorzien. Grondlaag en lijm moeten natuurlijk wel op elkaar zijn afgestemd. Voor roestvast staal is een voorbehandeling bestaande uit droog aflappen, gevolgd door schuren en dan weer aflappen met een oplosmiddel in het algerneen voldoende. Stralen gevolgd door insmeren met een silaanoplossing blijkt echter buitengewoon effectief te zijn. Er bestaat een verband tussen de oppervlakteruwheid en de bindingssterkte, waarbij hoe ruwer het oppervlak, des te beter de bindingssterkte. Roestvast staal is leverbaar in een groot aantal oppervlaktetoestanden en de ruwheid vormt een belangrijke overwegingsfactor. Blankgegloeide oppervlakken zijn moeilijker te lijmen dan afwerkingen zoals 2D (gebeitst met zuur).
Aanbrengen
De wijze waarop de lijm wordt aangebracht hangt af van de vorm van de lijm: vloeistof, pasta, film, poeder of staaf. Vloeibare lijm kan heel precies op die plaatsen worden aangebracht waar dat nodig is. De viscositeit bepaalt de stijfheid van de kwast om de lijm in de gewenste dikte aan te brengen. Om de lijm in rechte banen aan te brengen zijn lijmrollen en lijmwalsen heel geschikt (zie afbeelding 1). Met de lijmwals kunnen verscheidene banen naast elkaar worden aangebracht, door de wals van een profiel te voorzien. De lijm kan ook met een lijmpistool worden aangebracht, al of niet met behulp van perslucht. Er kunnen op deze wijze lijmkralen worden aangebracht, al of niet in rechte banen. Eencomponentlijm kan door middel van sproeien, kwasten, rollen of door rechtstreekse extrusie vanuit het vat worden aangebracht. Tweecomponentenlijm moet voor aanbrengen eerst worden gemengd. In geval van drukspuiten van tweecomponentenlijm bevinden beide bestanddelen zich in afzonderlijke patronen, waarna ze in de juiste mengverhouding naar buiten worden geperst en in de verwisselbare spuitmond worden gemengd.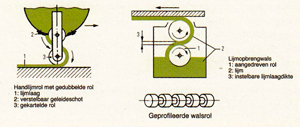
Afbeelding 1 Aanbrengen van lijm met een rol of een wals.
Voordeel hierbij is dat het mengen automatisch plaatsvindt en er nauwelijks sprake is van verspilling van lijm. Lijmfilms worden doorgaans geleverd met aan beide zijden een beschermende folie. Na in vorm snijden, knippen of stansen wordt de folie aan een zijde verwijderd en de film op het lijmvlak gelegd. Vervolgens wordt de tweede folie verwijderd en wordt het andere te lijmen vlak op de lijmfilm gelegd. Het voordeel van lijmfilms is dat er geen menging hoeft plaats te vinden, omdat dat al bij de fabricage van de film is gebeurd en dat er altijd sprake is van een gelijkmatige laagdikte over grote oppervlakken (gunstig bij het lijmen van bijvoorbeeld sandwich panelen). Om te zorgen dat de lijmfilm niet voortijdig gaat uitharden, dienen ze te worden opgeslagen bij een temperatuur van zo'n -20°C. Voor serielijmwerk van kleine oppervlakken wordt wel gebruikgemaakt van poederlijm. Het poeder wordt hierbij op het verwarmde lijmvlak aangebracht, smelt en vloeit uit tot een gelijkmatig laagje. Als de lijm in staafvorm wordt gebruikt dan wordt het staafje over het verwarmde lijmvlak gestreken om een laagje lijrn aan te brengen, ongeveer zoals met plakstiften voor huishoudelijk gebruik.
Uitharden
De lijmverbinding komt pas tot stand als de lijm na het samenvoegen van qe te verbinden delen uithardt. Dit vindt plaats onder voorgeschreven druk, temperatuur en tijd. De druk hangt af van een aantal factoren: hij moet hoog genoeg zijn om goed, contact tussen lijm en te lijmen delen te garanderen. Voor lijm met een hoge viscositeit is een hogere druk nodig dan voor een laag-viskeus type. Als het gaat om lijm die bij verhoogde temperatuur uithardt onder afscheiding van vluchtige bestanddelen dan zijn er vrij hoge drukken nodig. Deze hoge druk moet voorkomen dat er als gevolg van de ontsnappende bestanddelen een poreuze lijmnaad ontstaat. Als een dergelijke lijm dun vloeibaar is moet er echter rekening worden gehouden met het risico van 'dooddrukken' van de lijmnaad. In dat geval is de lijmnaad zo dun geworden, dat de cohesiesterkte van de uitgeharde lijm terugloopt. Om dat tegen te gaan wordt de lijm gemengd met een vulstof, zoals kwartsmee of glazen bolletjes.
De druk kan worden aangebracht met behulp van klemmen; liefst verend, omdat dan de druk makkelijk instelbaar is en praktisch niet verandert als de lijmnaad dunner wordt door het wegvloeien van de lijm. Om de druk gelijkmatig te kunnen verdelen zijn stijve aandrukstukken en verscheidene klemmen nodig (zie afbeelding 2). Grote te verlijmen oppervlakken kunnen de aanwezigheid van gaten eisen om lucht te laten ontsnappen tijdens het op elkaar persen van de vlakken. Juiste uithardingsomstandigheden zijn belangrijk. In geval van warm uithardende lijm moet ervoor worden gezorgd dat de uithardingstemperatuur nooit een nadelige invloed kan uitoefenen op het materiaal waarmee het roestvast staal is verbonden, zoals isolatie of steunplaten.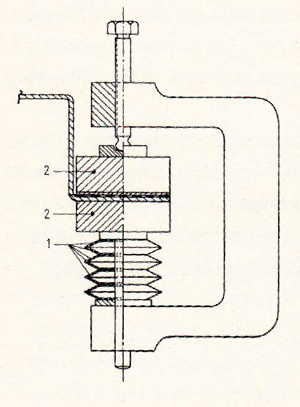
Afbeelding 2 Lijmklem met verende schotels (1) en aandrukstukken (2).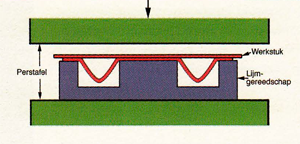
Afbeelding 3 Perslijmen.
Praktijkvoorbeeld
Bij de montage van de balustrades in Waterloo International Terminal te Londen is gebruikgemaakt van lijmverbindingen. De roestvaststalen balustrades zelf zijn in zand gegoten en zijn hol ter besparing van gewicht. Ze zijn gelast aan roestvaststalen scepters die via het verloren-wasproces zijn gegoten. Deze scepters zijn vastgelijmd aan tapeinden op vloerplaten, welke laatste aan de vloer worden geschroefd. Afbeelding 3 geeft een schematisch beeld van de opstelling.
Literatuur
1. G.G. Mays, A.R; Hutchinson. Adhesives in civil engineering. Cambridge University Press, 1992.
2. A.R. Hutchinson. Adhesives. M·echanical Engineer's Reference Book, 12th Ed., Section 16.4. Butterworth Heinemann, 1994 .