Warmtebehandeling van roestvast staal
Warmtebehandeling van roestvast staal geeft veranderingen van de fysieke toestand, de mechanische eigenschappen en het niveau van restspanningen, verder wordt de maximum corrosieweerstand hersteld, voor zover deze door voorafgaande bewerkingen nadelig is beïnvloed. Dikwijls worden zowel een bevredigende corrosieweerstand als optimale mechanische eigenschappen verkregen met een en dezelfde warmtebehandeling.
A.J. Schornagel
Alle austenitische RVS-typen kunnen worden blank-gegloeid in, of zuivere waterstof of gedissocieerde ammoniak, op voorwaarde dat het dauwpunt van de atmosfeer lager ligt dan -50°C. En de werkstukken bij het binnengaan van de oven, droog en angstvallig schoon zijn. De ovens die worden gebruikt voor blankgloeien dienen ook schoon te zijn, vochtvrij en dicht, wil men lage dauwpunten kunnen handhaven. Als er geen laag dauwpunt wordt gehandhaafd, dan vormt zich een dun groenachtig oxide op het werkstuk. Dit oxide laat zich buitengewoon moeilijk verwijderen. Om het dauwpunt scherp in de gaten te houden, moeten er regelmatig monsters worden genomen van de ovenatmosfeer. Sporen zuurstof in het waterstofgas kunnen worden verwijderd voordat het gas de oven binnengaat, door het via een katalysatortoren naar de oven te laten stromen. In de toren wordt overmaat van zuurstof gebonden met waterstof tot waterdamp. Het gas passeert vervolgens geactiveerd aluminiumtrioxide om het vocht te verwijderen. Bij gebruik van gedissocieerd ammoniak is het van belang dat er maximale dissociatie optreedt voordat het gas de oven binnengaat. De aanwezigheid van enig ongedissocieerd ammoniak leidt tot ongewenste nitreerverschijnselen. Omdat ongedissocieerd gas volledig oplosbaar is in water, kan het heel eenvoudig worden verwijderd. Het resterende volledig gedissocieerde gas moet echter eerst worden gedroogd in (een) droogtoren(s) om het vereiste lage dauwpunt te herstellen.
Spanningsarmgloeien van austenitisch roestvast staal
Austenitisch roestvast staal bezit goede kruipweerstand. Als gevolg hiervan moet dit staal worden verhit tot ongeveer 900°C om te kunnen komen tot adequate spanningsvermindering. In sommige gevallen kan verhitten tot de zachtgloeitemperatuur wenselijk zijn. Verblijf op een temperatuur lager dan ongeveer 870°C resulteert in slechts gedeeltelijke spanningsvermindering. De effectiefste resultaten worden behaald door middel van langzame afkoeling. Afschrikken of enige andere vorm van snelle afkoeling van austenitisch roestvast staal introduceert juist weer nieuwe restspanningen. Spanningsarmgloeien is alleen dan noodzakelijk als de werkstukken of onderdelen worden blootgesteld aan corrosieve omstandigheden die kunnen leiden tot scheurvormende spanningscorrosie of interkristallijne corrosie.
Behandelingskeuze
De keuze van een optimale spanningsarmbehandeling is moeilijk omdat warmtebehandelingen die voldoende spanningsverlaging geven de corrosieweerstand van roestvast staal nadelig kunnen beïnvloeden, en warmtebehandelingen die niet schadelijk zijn voor de corrosieweerstand vaak niet effectief zijn voor het verlagen van de spanningen. Om te voorkomen dat er een warmtebehandeling wordt gekozen die schadelijk mocht blijken te zijn, geven codes zoals de ASME Code, geen dwingende voorschriften voor het al of niet geven van een warmtebehandeling.
Invloed warmtebehandeling op de structuur
- Verhitten tussen 500° en 800°C
Er treedt uitscheiding op van chroomcarbiden op de korrelgrenzen van volledig austenitische ongestabiliseerde typen. Na langdurig verhitten, zoals noodzakelijk is voor dikwandige werkstukken, is carbide-uitscheiding op korrelgrenzen niet te vermijden. In geval van koudbewerkt roestvast staal kan carbide-uitscheiding al optreden bij temperaturen rond 425°C. Voor de typen 309 en 310 kan de bovengrens waarbij nog carbide-uitscheiding optreedt, liggen bij 900°C. In deze toestand is het staal gevoelig voor interkristallijne corrosie. Door gebruik te maken van typen met extra laag koolstofgehalte, kan deze chroomcarbide-uitscheiding worden vermeden.
- Verhitten tussen 540° en 925°C
De vorming van harde, brosse sigmafase kan het gevolg zijn, waardoor zowel de corrosieweerstand als de taaiheid achteruitgaan. Gedurende de tijd die nodig is voor spanningsverlaging, treedt er geen sigmafase op in volledig austenitisch roestvast kneed-, giet-, of gelast staal. Als het staal echter gedeeltelijk ferritisch is, kan de ferriet gedurende de gloeibehandeling overgaan in sigmafase. Dit is gewoonlijk geen probleem bij roestvast kneedstaal, omdat dat volledig austenitisch is. Sommige kneedlegeringen echter, en dan in het bijzonder de typen 309, 309Nb, 312 en 329, kunnen wat ferriet bevatten. Verder wordt de structuur van het merendeel van lasmetaal en gietstaal met opzet zodanig aangepast dat er ferriet aanwezig is om warmscheuring te voorkomen.
- Langzaam afkoelen van een ongestabiliseerd type
Bij langzame afkoeling door een van beide voornoemde temperatuursintervallen is er voldoende tijd voor het optreden van deze schadelijke effecten.
- Verhitten tussen 800° en 925°C
Er zal samenklontering van chroomcarbide-uitscheidingen optreden of vorming van sigmafase, hetgeen resulteert in een vorm die minder schadelijk is voor de corrosieweerstand of mechanische eigenschappen.
- Verhitten tussen 950° en 1120°C
Deze zachtgloeibehandeling maakt dat alle uitscheidingen van chroomcarbiden op de korrelgrenzen weer in oplossing gaan, transformeert de sigmafase terug naar ferriet en maakt het staal geheel zacht. Lange gloeitijden (>1 uur) kunnen zelfs wat van het aanwezige ferriet doen oplossen en zorgt er aldus voor dat de waarschijnlijkheid van vorming van sigmafase tijdens afkoeling kleiner wordt.
- Spanningsverlaging ter verbetering van de kerftaaiheid
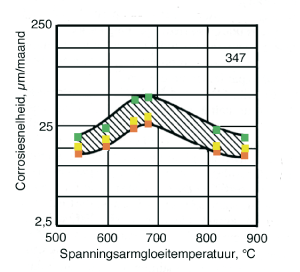
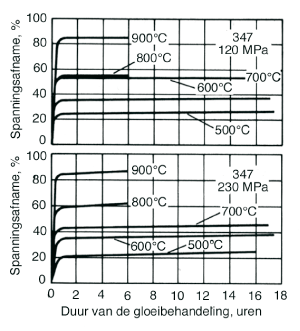
In tegenstelling tot koolstofstaal en gelegeerd staal is austenitisch roestvast staal ongevoelig voor kerfwerking. Dat houdt in dat spanningsarmgloeien ter verbetering van de kerftaaiheid niets toevoegt. De kerftaaiheid kan zelfs dalen als het staal spanningsarm wordt gegloeid bij een temperatuur waarbij er chroomcarbide-uitscheiding of sigmafasevorming kan optreden. Hoewel gestabiliseerde legeringen geen zachtgloeibehandeling behoeven om interkristallijne corrosie tegen te gaan, is de gloeitemperatuur toch van invloed op de algemene corrosieweerstand van de legering. Afbeelding 1 toont het effect van spanningsarmgloeien gedurende 2 uur bij verscheidene temperaturen op de corrosiesnelheid van 347 in kokend 65% salpeterzuur. De corrosieweerstand van 347 is beter als het metaal is behandeld bij 815° tot 870°C, dan wanneer het is behandeld bij 650° tot 700°C. De 650° tot 700°C behandeling kan de vorming van een kleine hoeveelheid chroomcarbiden bevorderen als gevolg van de aanwezigheid van vrije koolstof die nog niet was gebonden als niobiumcarbide. Afbeelding 2 toont hoe in geval van 347 het percentage spanningsdaling toeneemt met een toename van de gloeitemperatuur. Deze gegevens demonstreren tevens de relatief geringe invloed van de gloeiduur.
Algemene aanbevelingen
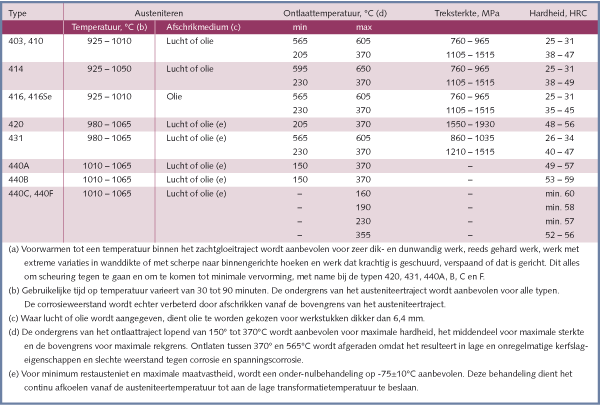
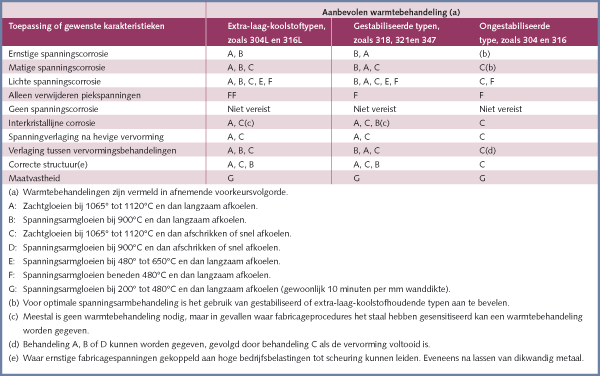
Bij de keuze van de juiste gloeibehandeling moet het gebruikte materiaal in ogenschouw worden genomen, de betrokken fabricagemethodes en het ontwerp en werkingsomstandigheden van de apparatuur. Spanningsarmgloeien is in het algemeen niet aan te bevelen tenzij het van de bedrijfsomstandigheden bekend is of vermoed wordt dat die tot spanningscorrosie kunnen leiden. Als spanningsarmgloeien noodzakelijk schijnt, dan dient de nodige aandacht uit te gaan naar metallurgische factoren en hun invloed op het staal onder de te verwachten omstandigheden. Het gebruik van gestabiliseerde typen of typen met extra laag koolstofgehalte is voordelig met het oog op wat ruimere marges bij het spanningsarmgloeien. Tabel 1 geeft een aantal gloeibehandelingen ter verlaging van restspanningen voor diverse toepassingen en milieus. Vanwege de variaties in het vereiste niveau aan restspanningen, het aantal verschillende RVS-typen dat in gebruik is, de talrijke fabricagemethodes die kunnen worden gebruikt en de veelheid aan gebruikseisen, geeft tabel 1 tal van alternatieven die het best kunnen worden gebruikt voor een bepaalde toepassing.
Enige praktijkgevallen
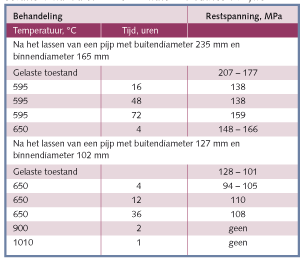
Austenitisch roestvast staal wordt vaak spanningsarmgegloeid bij temperaturen die normaal voor koolstofstaal worden gehanteerd (540° tot 650°C). Hoewel bij deze temperaturen nagenoeg alle restspanningen in koolstofstaal worden weggenomen, is dat bij austenitisch roestvast staal voor maar 30 tot 40% het geval (afbeelding 2). Omdat de behandeling geen adequate spanningsverlaging oplevert, is roestvast staal dat in dit temperatuursgebied is gegloeid vaak alsnog gevoelig voor spanningscorrosie. Tabel 2 toont de restspanningen die in austenitisch roestvast staal achterblijven nadat het gedurende verschillende tijden was gegloeid bij temperaturen lopend van 600° tot 1000°C.
Zachtgloeien en afschrikken in water
Er worden vaak gevallen gemeld waar bevredigende service was verkregen van vaten of onderdelen, waarvan het restspanningsniveau was verlaagd door ze zacht te gloeien bij een temperatuur tussen 1065° en 1120°C, waarna ze waren afgeschrikt in water. Het is echter hoogst onwaarschijnlijk dat deze producten vervolgens werden blootgesteld aan bedrijfsomstandigheden die konden leiden tot ernstige spanningscorrosie, zoals milieus die chloriden bevatten. Want afschrikken in water introduceert vrijwel altijd weer een hoog restspanningsniveau.
Interkristallijne corrosie
In een aantal gevallen zijn gedeeltelijk spanningsarmgegloeide onderdelen van roestvast staal gesneuveld als gevolg van interkristallijne corrosie. Zo hebben 316-onderdelen uit een stoomopwekkingsinstallatie gelegen aan de kust, die gedeeltelijk spanningsarm waren gegloeid tussen 620° en 650°C, het begeven binnen een periode van 6 maanden als gevolg van interkristallijne aantasting in zeewater. Een ander typisch geval van interkristallijne corrosie vond plaats bij een 304-warmtewisselaar (ook gedeeltelijk spanningsarmgegloeid bij 650°C, gedurende 2 uur en daarna afgekoeld in de gloeioven), die het binnen 7 dagen begaf.
Preventie van spanningscorrosie
Er zijn gevallen gemeld waarbij de gunstige effecten waren verkregen van een adequate spanningsarmgloeiing. Verwarmingsspiralen gemaakt van 316L lieten het binnen enkele weken afweten in een milieu bestaande uit een mengsel van zuur organisch chloride en ammoniumchloride. Na spanningsarmgloeien bij 955°C waren ze volledig vrij van spanningscorrosiescheuren na 4 jaar gebruik onder dezelfde omstandigheden. Van twee 316L-vaten, voor bedrijf met 85% fosforzuur, had degene die niet spanningsarm was gegloeid te lijden van intense spanningscorrosie, terwijl het vat dat wel was behandeld (gegloeid bij 540°C) geheel vrij was van spanningscorrosiescheuren. Ook al is een RVS-onderdeel niet volledig spanningsarm gegloeid, dan nog kan verlaging van het spanningsniveau spanningscorrosie volledig onderdrukken. Spanningsverlaging van ongestabiliseerde typen bij 900°C zal resulteren in enige interkristallijne carbide-uitscheiding, maar een geringe hoeveelheid interkristallijne aantasting is vaak te prefereren boven binnen enkele weken falen ten gevolge van scheurvormende spanningscorrosie. Bovendien kan de interkristallijne corrosie mogelijk worden vermeden door een gestabiliseerd austenitisch staaltype te gebruiken of een met een extra laag koolstofgehalte.
Martensitisch roestvast staal
Warmtebehandeling van martensitisch roestvast staal is eigenlijk hetzelfde als die bij koolstofstaal of laaggelegeerd staal, waarbij de maximum sterkte en hardheid voornamelijk afhangen van het koolstofgehalte. Het belangrijkste metallurgische verschil is het hoge gehalte aan legeringselementen bij martensitisch roestvast staal, dat maakt dat transformaties traag verlopen. En de hardbaarheid is zo hoog, dat maximale hardheid tot in de kern wordt verkregen door koelen aan lucht van werkstukken met wanddiktes tot wel 300 mm. Martensitisch roestvast staal is gevoeliger voor warmtebehandelingsvariabelen dan koolstofstaal en laaggelegeerd staal, de uitval als gevolg van fouten bij de warmtebehandeling ligt dan ook veel hoger.
Reiniging vooraf
Om contaminatie te voorkomen moeten alle werkstukken en rekken en dergelijke grondig worden gereinigd voordat ze in de oven worden geplaatst. Goede reiniging is met name van belang als er gebruik wordt gemaakt van een beschermende atmosfeer. Vet, olie en zelfs potloodstrepen kunnen opkoling veroorzaken. Zweetvlekken van vingers vormen een bron van chlorideverontreiniging en kunnen ernstige scalevorming geven in oxiderende atmosferen. Bovendien is een beschermende atmosfeer niet effectief als deze geen ongehinderd contact kan maken met het metaaloppervlak.
Voorwarmen
Martensitisch roestvast staal wordt gewoonlijk gehard door te verhitten tot in het austeniteergebied van 925° tot 1065°C, waarna wordt afgekoeld in lucht of in olie. De warmtegeleiding van roestvast staal is kenmerkend lager dan die van koolstofstaal en gelegeerd staal. Dit houdt in dat hoge warmtegradiënten en hoge spanningen tijdens snelle verwarming kromtrekken en zelfs scheuring in bepaalde werkstukken kunnen veroorzaken. Om dergelijke problemen te vermijden wordt voorwarmen aanbevolen bij de behandeling van martensitisch roestvast staal. Bij zachtgloeien of harden dienen de volgende werkstukken te worden voorgewarmd:
- werkstukken met grote wanddikte
- werkstukken met zowel dikke als dunne secties
- werkstukken met scherpe hoeken
- werkstukken die zwaar zijn geschuurd
- werkstukken die zijn verspaand met diepe sneden
- werkstukken die zijn koudvervormd of gericht
- werkstukken die reeds zijn gehard die wederom een warmtebehandeling ondergaan
Voorwarmen vindt normaal plaats tussen 760° en 790°C en verwarming moet lang genoeg doorgaan om er zeker van te zijn dat alle delen van elke werkstuk de voorwarmtemperatuur hebben bereikt.
Austeniteren
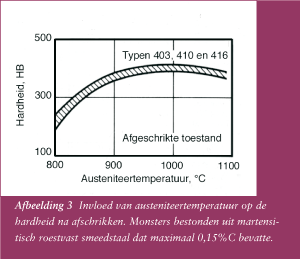
Austeniteertemperaturen, verblijftijden en afschrikmedia zijn opgesomd in tabel 3. Als maximale corrosieweerstand en sterkte worden gevraagd, dan moet staal aan de hoge kant van het temperatuursinterval worden geausteniteerd. Voor legeringen die boven 565°C worden ontlaten, wordt de lage kant van het temperatuursinterval aanbevolen, omdat dat de taaiheid en kerfslageigenschappen bevordert. De invloed van de austeniteertemperatuur op de hardheid na afschrikken van drie martensitische typen is te zien op afbeelding 3. Hardheid neemt toe met toenemende austeniteertemperaturen tot ongeveer 980°C, dan neemt de hardheid weer af als gevolg van austenietretentie en (mogelijk) de vorming van deltafase.
Verblijftijd
De gehanteerde verblijftijd bij het harden van martensitisch roestvast staal is een compromis tussen enerzijds het maximaal in oplossing gaan van chroom-ijzercarbiden ten behoeve van maximale sterkte en corrosieweerstand en anderzijds het vermijden van ontkoling, buitensporige korrelgroei, restausteniet, brosheid en afschrikscheuring. Voor secties met een dikte van 13 mm of minder, wordt soms een verblijftijd van 30 tot 60 minuten aanbevolen. Voor de meeste werkstukken kan 15 minuten worden opgeteld voor elke 10 mm diktetoename of fracties daarvan. De verblijftijd moet echter worden verdubbeld indien te harden werkstukken volledig zijn zachtgegloeid of isotherm zijn ontlaten.
Afschrikken
Vanwege hun hoge hardbaarheid kan martensitisch roestvast staal worden afgeschrikt in zowel olie als lucht. Enige teruggang in de corrosieweerstand en taaiheid, die het gevolg is van afschrikken in lucht, kan bij deze staalsoort optreden. Er kan in martensitisch roestvast staal carbiden-uitscheiding op de korrelgrenzen optreden indien dikwandig werk langzaam wordt afgekoeld door het temperatuursinterval van ongeveer 870° tot 540°C. Een te lage afkoelsnelheid bij blankgloeien van de legeringen kan nadelig zijn voor hun corrosieweerstand. Hoewel afschrikken in olie de voorkeur heeft, kan afschrikken in lucht soms de enige mogelijkheid zijn als het gaat om grote of complexe werkstukken, waarbij vervorming of scheuring zou kunnen optreden.
Restausteniet
De martensitische typen met hoger koolstofgehalte, zoals 440C en het type 431 met hoger nikkelgehalte, zullen zeker grotere hoeveelheden ongetransformeerd austeniet bevatten in de afgeschrikte toestand, vaak tot wel 30 vol.%. Spanningsarmgloeien bij ongeveer 150°C heeft weinig effect. Vertraagde omzetting, met name bij 440°C, kan optreden als gevolg van temperatuurschommelingen tijdens bedrijf. Hetgeen resulteert in verbrossing en onaanvaardbare maatveranderingen.
Koelen onder nul
Een deel van de restausteniet kan worden omgezet door onmiddellijk na het afschrikken te koelen tot ongeveer -75°C. Om maximale omzetting van restausteniet te bereiken, kan dubbel ontlaten nodig blijken. Werkstukken moeten in lucht worden gekoeld tot kamertemperatuur tussen de opvolgende ontlaatbehandelingen. Koelen onder nul wordt vaak opgenomen in de hardingsbehandeling van onderdelen zoals sleden en manchetten van schuifafsluiters en lagers waarvoor maximale maatstabiliteit wordt geëist.
Herverhitten
Voor volledig gehard staal kunnen toenemende graden van herstel worden verkregen door middel van:
- Spanningsarmgloeien bij 150° tot 370°C na harden ter verlaging van omzettingsspanningen zonder micro-bestanddelen of mechanische eigenschappen al te zeer te beïnvloeden.
- Ontlaten bij middelmatige temperaturen om de eigenschappen te modificeren.
- Subkritisch zachtgloeien in het bovengebied van het ferriettraject, net onder de lagere kritische Ac1-temperatuur, om het staal zo zacht mogelijk te maken zonder de complicaties van het weer binnentreden van het austenietgebied (bij de Ac1-temperatuur komt austenietvorming net op gang).
- Volledig zachtgloeien voor maximale zachtheid door terugkeer in het austenietgebied, gevolgd door langzame afkoeling.
Hoewel de sterkte, rek en hardheid ongeveer hetzelfde verloop vertonen als die van laaggelegeerd staal, gaat de toename van de treksterkte en hardheid tussen 400° en 510°C gepaard met een serieuze afname van de kerfslagsterkte. Terwijl ontlaten aan de hoge kant van het temperatuurstraject in het algemeen samenvalt met een daling van de corrosieweerstand. De ontlaattemperaturen die het vaakst worden gebruikt, alsmede andere mechanische eigenschappen zijn vermeld in tabel 3. Als er wordt ontlaten tussen 370° en 650°C dan nemen de kerfslagsterkte en corrosieweerstand, en dan vooral de weerstand tegen spanningscorrosie, af. Dubbel ontlaten (afkoelen tot kamertemperatuur na de eerste keer ontlaten) is gunstig voor de weerstand tegen spanningscorrosie.
Zachtgloeien
- Volledig zachtgloeien is een dure en tijdrovende behandeling en moet alleen dan worden toegepast als het staal sterke deformatiebewerkingen moet ondergaan. De typen 414 en 431 responderen niet aan volledige isotherme zachtgloeiprocedures met een redelijke verblijftijd.
- Isotherm zachtgloeien wordt aanbevolen als er maximale zachtheid wordt geëist en er geen adequate faciliteiten ter beschikking staan voor gecontroleerde langzame afkoeling.
- Subkritisch zachtgloeien wordt aanbevolen voor alle toepassingen waarvoor geen maximale zachtheid wordt geëist.
Volledig zachtgloeien, isotherm zachtgloeien en vooral herhaald proceszachtgloeien bevorderen de vorming van grove carbiden die pas na langere tijd op de austeniteertemperaturen oplossen.
Zoutbaden
Veel RVS-onderdelen en werkstukken worden met uitstekende resultaten warmtebehandeld in gesmolten zout. De baden die gewoonlijk worden gebruikt bestaan uit bariumchloride waaraan 5 tot 35% kaliumchloride is toegevoegd. In deze baden ontstaan oxiden van aardalkali-metalen en andere metallische oxiden als gevolg van het gebruik, maar deze oxiden zijn niet schadelijk voor laag-koolstofhoudend roestvast staal. Als deze baden echter worden gebruikt voor het harden van ander gelegeerd staal, dan is het noodzakelijk om de baden met grafiet te rectificeren om metallische oxiden te verwijderen en met methylchloridegas om de aardalkalimetaaloxiden weer om te zetten in chloriden, dit om oppervlakteontkoling tegen te gaan. Een bad dat is behandeld met methylchloride zal laag-koolstofhoudend roestvast staal opkolen tenzij het staal gedurende tenminste 24 uur is verouderd. Om dit probleem te omzeilen dienen roestvaststalen werkstukken te worden warmtebehandeld in een zoutbad dat exclusief voor roestvast staal is bedoeld.
Beschermende atmosferen
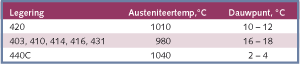
Argon of helium, indien gebruikt als beschermende atmosfeer, moet uitzonderlijk droog zijn (met een dauwpunt onder -50°C). Omdat deze gassen duur zijn en niet kunnen worden geregenereerd, worden ze sporadisch gebruikt. Exotherm en endotherm gegenereerd gas kan met uitstekende resultaten worden gebruikt. Ze vereisen controle van het dauwpunt of infrarood controle opdat ze het te behandelen roestvast staal niet op- of ontkolen. Endotherm gas, dat ongeveer 40% H bevat kan martensitsich roestvast staal, dat is afgeschrikt in olie, verbrossen. Een exotherm-gasverhouding van 6,5 of 7 op 1 is voldoende voor RVS-typen die meer dan 0,15%C bevatten. Voor endotherme atmosferen zijn voor een aantal staaltypen de austeniteertemperatuur en dauwpunt gegeven in tabel 4.
Waterstofverbrossing
Waterstofverbrossing kan een groot probleem worden bij martensitisch roestvast staal, dat toeneemt met hardheid en koolstofgehalte. Het probleem doet zich veel minder voor bij ferritisch roestvast staal en het is vrijwel onbekend bij austenitisch roestvast staal. De verbrossende waterstof kan ontstaan als gevolg van het smeltproces, een warmtebehandelingsatmosfeer of chemische en elektrochemische processen zoals beitsen en galvaniseren. De meeste warmte-behandelingsatmosferen bevatten waterstof in de vorm van vocht, koolwaterstoffen of atomaire waterstof als atmosfeer of als dissociatieproduct. Verwarmen tot 175° of 230°C in lucht verdrijft in het staal aanwezige waterstof in geval van ferritische legeringen. Er is verbrossing aangetroffen bij in olie afgeschrikte typen 403, 410, 414 en 431. Afschrikken in lucht of een opvolgende ontlaatbehandeling van in olie afgeschrikt metaal verdrijft de ingevangen waterstof en de ductiliteit wordt hierdoor weer geheel hersteld. Als er op in olie afgeschrikt metaal een groen oxide is verschenen, dan moet die eerst worden verwijderd omdat die de vrijkomende waterstof hindert.