


RVS voor proceswaterinstallaties
Voor de constructie van apparaten en leidingwerk voor de drinkwatervoorziening kan gebruik worden gemaakt van roestvast staal van de typen AISI 304L (1.4306)en 316L (1.4404). De voornaamste reden om roestvast staal te gebruiken is gelegen in het feit dat ze het proceswater vrijwel niet verontreinigen door het afstaan van metaalionen.
P.J. Wenking
Roestvast staal wordt al gebruikt sedert 1965 voor de grote, zwaartekrachtfilters in waterbehandelingsinstallaties. Voor niet-gelaste onderdelen, zoals pompassen en klepstelen, kan met succes gebruik worden gemaakt van de de roestvaststaaltypen AISI 304 (1.4301) en 316 ( 1. 4401), omdat hier het wat hogere koolstofgehalte geen nadelige gevolgen heeft op de weerstand tegen interkristallijne corrosie, aangezien er geen warmte wordt ingebracht, die chroomcarbiden en de daarmee gepaard gaande chroomverarming op de korrelgrenzen doet ontstaan. Roestvast staal voldoet naar volle tevredenheid bij het transport van proceswater vanuit ontziltingsinstallaties in het Midden-Oosten, in proceswaterdistributiesystemen in Japan, Korea en de Verenigde Staten. Het goede gedrag van roestvast staal in proceswater hangt van andere factoren af dan bijvoorbeeld bij gietijzer, verzinkt of geschilderd staal of koperlegeringen. De weinige keren dat roestvast staal het heeft begeven waren het gevolg van onbekendheid met factoren die van invloed zijn op het gedrag van roestvast staal, omdat die factoren zo totaal anders zijn dan die van de oudere, bekendere materialen.
Aanbevolen toepassingen
De typen 304L en 316L zijn de standaardtypen die voor gebruik met proceswater worden toegepast. Type 316L met 2 tot 3% molybdeen is beter bestand tegen putvormige corrosie en spleetcorrosie en verdient de voorkeur boven type 304L in geval van de wat zwaardere toepassingsgebieden. De toevoeging 'L' duidt op een maximum koolstofgehalte van 0,03% tegen maximaal 0,08% bij de niet-L-typen. De L-varianten dienen te worden gebruikt voor gelaste constructies. Als het ontwerp de nadruk legt op mechanische sterkte dan dient te worden bedacht dat de L-varianten over een wat lagere rekgrens- en treksterkte beschikken. Het is niet ongewoon om dubbel gecertificeerd 304/304L en 316/316L in magazijnen aan te treffen. Dubbel gecertificeerd houdt in dat het staal voldoet aan de eis van maximaal 0,03% koolstof voor de L-variant en dat het eveneens voldoet aan de hogere mechanische sterkte-eisen van de gewone varianten.
Corrosiegedrag in proceswater
Roestvast staal gedraagt zich het best in schoon, stromend water, dat wil zeggen de stromingssnelheid moet hoger zijn dan 0,5 tot 0,6 rn/s. In ruw water bedraagt de minimum stromingssnelheid 1 rnls, om neerslag van sediment tegen te gaan. Hoge snelheden en turbulentie, die een grens stellen aan het gebruik van materiaal zoals taai gietijzer, koolstofstaal en koperlegeringen, zijn juist gunstig met betrekking tot het gedrag van roestvast staal. Roestvast staal biedt goede weerstand tegen erosiecorrosie als gevolg van hoge stromingssnelheden en turbulente stroming. Het zijn juist stagnaties in de stroming die bij gebruik van roestvast staal moeten worden vermeden. Voldoende hoge stromingssnelheden voorkomen niet alleen neerslag van sediment maar gaan ook afzettingen van bacteriën en slijm tegen, waardoor de kans op door bacteriën geïnduceerde corrosie wordt verkleind.
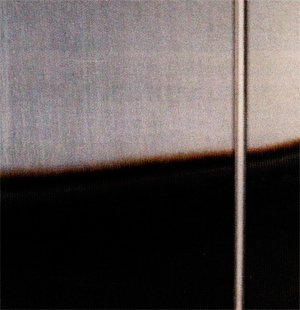
Afbeelding 1 Oxidatie roestvaststaaloppervlak op de waterlijn.
Vanwege zijn zeer lage corrosiesnelheid is voor roestvast staal geen corrosietoeslag nodig in de vorm van extra wanddikte die kan worden opgeofferd aan uniforme corrosie, zoals dat wel het geval is bij gietijzer en koolstofstaal. Corrosie, als die al optreedt, doet zich dan voor in spleten in de vorm van spleetcorrosie. Er kunnen twee soorten spleten worden onderscheiden:
- door mensenhand gemaakte spleten als gevolg van ontwerp of constructie;
- natuurlijke spleten als gevolg van neerslagen of sedimentafzetting.
Een kenmerkende door mensenhand gemaakte spleet doet zich voor bij onvoldoende doorlassing. Op dergelijke plaatsen kan sediment worden ingevangen en bestaat de kans op plaatselijk toename van het gehalte aan chloride, waardoor plaatselijk de omstandigheden gunstig worden voor corrosieve aantasting. Er moeten dan ook volledig doorgelaste lasverbindingen worden gespecificeerd met gladde oppervlakken aan die zijde die met het water in aanraking komen. Andere spleten die tot deze categorie behoren zijn spleten bij flenspakkingen, persfittingen en mechanische verbindingen. In geval van water met een laag chloridegehalte vormen dergelijke spleten echter een gering risico. Natuurlijke spleten als gevolg van neerslag van sediment kunnen worden bestreden door het aanleggen van voldoende hoge stromingssnelheden. Als ontwerp of gebruikscondities van dien aard zijn dat er neerslagen kunnen ontstaan, dan is de beste praktijk het regelmatig doorspoelen van het systeem met een waterstroom onder hoge druk. Het ontwerp moet in de nodige doorspoelpunten voorzien. Als het ruwe water wordt behandeld voor de verwijdering van ijzer of mangaan met behulp van oxidatiemiddelen, zoals chloor of kaliumpermanganaat, dan vormt zich op het metaal een zwarte Fe-Mn-neerslag. Deze Fe-Mn-neerslag is normaal onschadelijkvoor 304L, maar kan wel bijdragen tot spleetcorrosie onder de neerslag in de aanwezigheid van aanloopkleuren op het staal als gevolg van laswerk (zie afbeelding 1). De verwijdering van aanloopkleur (in feite is dit een oxidelaag met een afwijkende samenstelling en dikte van die van de normale oxidelaag) behoort standaard deel uit te maken van het constructieproces van de installatie.
Invloed van chloride
Het chlorideniveau van het water is een belangrijke factor bij de bepaling van de weerstand van roestvast staal tegen spleetcorrosie [1]. Het chlorideniveau kan makkelijk worden gemeten en worden gebruikt door de ontwerper als eerste indicator voor de waarschijnlijkheid van spleetcorrosie. Men bedenke wel dat er nog andere belangrijke factoren hierbij meespelen, zoals de aanwezigheid van sterke oxidatanten, de spleetgeometrie en pH. Laboratoriumproeven, ondersteund door praktijkervaring wijst uit dat:
- het merendeel van natuurlijk, ruw water een pH tussen 6,5 en 8 bezit;
- spleetcorrosie van 304/304L zeldzaam is beneden ongeveer 200 mg/1 chloride;
- spleetcorrosie van 316/316L zeldzaam is beneden ongeveer 1000 mg/1 chloride.
Een veel voorzichtiger benadering, die misschien noodzakelijk kan zijn als de omstandigheden zeer ongunstig mochten blijken, is het gebruik van 304/304L als het chloridegehalte minder is dan zo'n 50 mg/1 en 316/316L als het chloridegehalte minder is dan zo'n 250 mg/1. Als het chloridegehalte boven 1000 mg/1 ligt, kan een roestvaststaaltype met hogerMo-gehalte nodig zijn of een duplex roestvaststaaltype. Water in proceswaterbehandelingsinstallaties bevat gewoonlijk zuurstof. In volledig ontlucht water kunnen veel hogere chloridegehalten worden toegestaan. Roestvast staal is in het algemeen bestand tegen spleetcorrosie in volledig ontlucht water, zelfs in ontlucht zeewater dat ongeveer 18000 mg/1 chloride bevat. Invloed van oxidatiemiddelen Chloor, ozon en kaliumpermanganaat zijn oxidatiemiddelen, die vaak worden gebruikt in proceswaterbehandelingsinstallaties voor uiteenlopende doeleinden [2]. Voor het bijmengen van zowel chloor als ozon worden 10 meter hoge roestvaststalen mengtorens met een diameter van 90 cm gebruikt. In deze installaties wordt de chlorideconcentratie gehandhaafd op een niveau van minder dan 4 mg/1, meestal op 2 mg/1. Toevoeging van oxidatiemiddelen tot op een zeker niveau kan gunstig zijn voor het verhinderen van microbiologisch geïnduceerde corrosie van het roestvast staal. De invloed van chloor op de corrosie van roestvast staal doet zich pas voelen vanaf 3 tot 5 mg/1 chloorresidu; in het water wordt het roestvast staal gevoelig voor spleetcorrosie. Dit geldt voor zowel 304L als 316L, zij het dat 304L sterkere aantasting zal vertonen dan 316L. Daar behandeld water een restgehalte van maximaal zo'n 1,8 mh/1 aan chloor moet bevatten bij aanvang van de oxidatiebehandeling wil het het toelaatbare eindgehalte van 0,2 mg/1 bereiken dat geschikt wordt geacht voor gebruiksdoeleinden, zal het duidelijk zijn dat 304L volledig geschikt is voor het distribueren van het water vanaf de behandelingsinstallatie.
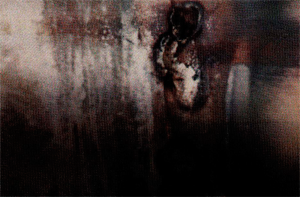
Afbeelding 2 Aantasting van oppervlak met aanloopkleur als gevolg van laswerk.
Gedurende korte periodes kan roestvast staal aanzienlijk hogere chloorniveaus aan. Zo zijn er standaarddesinfectiebehandelingen in gebruik waarbij gebruik wordt gemaakt van een chloorconcentratie van 25 mg/1 gedurende 24 uur, zonder dat dit ooit tot problemen heeft geleid. De apparaatgedeeltes die zich stroomafwaarts bevinden van het punt waar chloor wordt toegevoegd vereisen speciale aandacht. Het kritische gedeelte van bijvoorbeeld een buisleiding bedraagt ongeveer 10 maal de buis diameter. Voor delen met een andere vorm is een dergelijk verband niet te geven. De concentratie van geïnjecteerd chloor is hoger dan roestvast staal in feite kan weerstaan, tenzij er sprake is van zeer snelle menging. Alternatief materiaal voor deze apparaat- en leidingdelen zijn super austenitische roestvaststaaltypen met een Mo-gehalte van ten minste 6% en super duplex roestvaststaaltypen met 25% Cr. Chloor heeft een belangrijk effect, dat ozon niet heeft. In de vochtige dampen juist boven de waterlijn, kan de chloorconcentratie waarden bereiken die het oppervlak van 304, 304L, 316 en 316L kunnen doen verkleuren en zelfs putcorrosie veroorzaken (zie afbeelding 2). Zolang het niet tot putcorrosie komt is het meer een cosmetisch dan een structureel probleem. Dit verschijnsel is waargenomen bij apparaten die toch al zo'n veertig jaar in bedrijf zijn, zonder dat er reparaties hoefden te worden uitgevoerd.
Microbiologische corrosie
Proceswater wordt gedesinfecteerd om ziektekiemen te doden en de bacteriestand te beheersen. Er doen zich echter gelegenheden voor waar microbiologische corrosie kan optreden in zowel die delen van de installatie waar zich ruw water bevindt als in die delen waar het water wordt behandeld [3]. In verscheidene waterbehandelingsinstallaties werd het water van de persproef niet snel genoeg afgetapt, waarna er biologische corrosie optrad op constructielassen die bij het samenbouwen van de installatie waren gelegd en waarvan de aanloopkleur niet was verwijderd. Langsnaadlassen die fabrieksmatig waren gelegd waren gebeitst en vertoonden geen aantasting. Dit wil niet zeggen dat een gebeitste las altijd gervijwaard blijft voor corrosie. Een dergelijke las bleek in een installatie waar water te lang had stilgestaan, te zijn aangevreten door microbiologische corrosie. Stagnerende condities kunnen worden vermeden door tijdig aftappen van perswater na de persproef. Er moet dan wel zijn gezorgd voor voldoende afschot, zodat het water vanzelf kan weglopen. Doodlopende delen en blinde hoeken moeten al in het ontwerpstadium zijn opgespoord en verwijderd. Delen die stand-by moeten zijn kunnen of geledigd worden of het water moet periodiek worden gecirculeerd. Er zijn aanwijzingen dat de incubatietijd voor microbiologische corrosie ten minste 30 dagen bedraagt. Er moet dus vrijwel wekelijks worden gerecirculeerd om stagnerende omstandigheden te voorkomen.
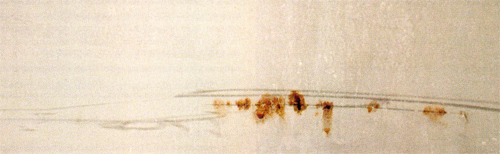
Afbeelding 3 Roestend ijzer ter plekke van een kras op het roestvaststaaloppervlak, gemaakt met een voorwerp van koolstofstaal.
Reiniging na constructie
Ingebed vrij ijzer op roestvaststaaloppervlakken veroorzaken roestplekken en bieden onder ongunstige omstandigheden initiatieplaatsen voor lokale corrosie. Op afbeelding 3 zijn de gevolgen te zien van een kras op een roestvaststaaloppervlak die is gemaakt met een stuk gereedschap van koolstofstaal en die verder onopgemerkt is gebleven. Het oppervlak is na oplevering niet gepassiveerd, zodat de ijzerresten niet zijn verwijderd. Roestvast staal en koolstofstaal of laaggelegeerd staal moeten gescheiden blijven en als dat om wat voor reden dan ook niet mogelijk is moeten contactplaatsen worden behandeld, hetzij door middel van een passiveerbehandeling, hetzij door middel van mechanisch schuren met een niet te grove korrel. Korrelgrootte bij mechanisch schuren liefst niet grover dan grit 180; er wordt wel gebruikgemaakt van grit 80 maar dat is toch wel tamelijk grof. Opletten bij mechanisch schuren dat de aandrukking niet te sterk is waardoor er plaatselijk te veel hitte wordt ontwikkeld en er aanloopkleur kan ontstaan. Overigens is het staaloppervlak direct grenzend aan het verkleurde gedeelte het gevoeligst voor corrosie. Verder kan er ook handmatig worden gereinigd met speciaal voor dit doel ontwikkeld elektrochemisch polijstgereedschap.
Referenties
1. R.M. Kain, A.H. Tuthill, E.C. Hoxie. Joumal of Materials for Energy Systems, No. 4, 5(1984), p. 205- 211.
2. A.H. Tuthill, R.E. Avery, S. Lamb, G. Kobrin. Effect of Chlorine on Common Materials in Fresh Water, Corrosion/98, Paper No. 708, NACE International 1998, San Diego, CA.
3. G. Kobrin, S. Lamb, A.H. Tuthill, R.E. Avery, K.A. Selby. 1997 International Water Conference, Pittsburgh, PA, NiDI Technica! Series No. 10085.