


Roestvast staal voor de zuivel-, voedings- en genotmiddelen-industrie - kies het juiste materiaal
Voor de zuivel-, voedings- en genotmiddelen-industrie geldt dat de apparaten die hier worden toegepast schoon moeten zijn en eenvoudig goed schoongemaakt moeten kunnen worden. En daarbij, maar ook bij het gebruik mogen de materialen niet door corrosie worden aangetast. Immers, iedere verontreiniging veroorzaakt door schoonmaakmiddelen, achtergebleven product of corrosieproduct kan verontreiniging van het uiteindelijke te maken product betekenen, en dat is niet toelaatbaar. Nog sterker is het gevaar van verontreiniging bij de farmaceutische industrie. Dus is het gebruik van goed materiaal, dat tijdens de verwerking zijn corrosie-vastheid en ruwheid behoudt of eenvoudig glad gemaakt kan worden, van groot belang.
Van garnalenkookketel tot poederdroogtoren, van stoomschiller en reactor tot warmtewisselaar, overal vinden we componenten als pijp, plaat, buis, alsook flensen, fittingen, bouten en moeren. En al die componenten worden gemaakt, bewerkt en verwerkt met verspanende bewerkingen (draaien, frezen, zagen), door walsen, zetten, knippen en door thermische bewerkingen (snijden) en verbonden door middel van walsen, lassen, lijmen of solderen. Stuk voor stuk bewerkingen die ieder hun eigen invloed hebben of kunnen hebben op de eigenschappen van het materiaal van die componenten of op de mechanische eigenschappen of de corrosie-eigenschappen, en daarmee ook op de reinigingseigenschappen van de constructie als geheel. Voor welk materiaal er ook wordt gekozen door het ontwerpbureau, de uiteindelijke gebruiker of de producent van het apparaat zelf kunnen de eigenschappen van het materiaal of de component geheel of lokaal drastisch veranderen door bovengenoemde, maar ook door andere ver- en bewerkingmethoden.
Voorbeelden
Koud buigen verhoogt de sterkte van een metaal ter plaatse van het gebogen deel en doet de rek daar afnemen. We kennen dit bijvoorbeeld van roestvaststalen verenstaal: wordt dat een beetje te ver gebogen, dan breekt het zonder noemenswaardige vervorming. Het verenstaal is met een treksterkte van soms wel 1200 N/mm2 heel sterk, maar de rek is met soms minder dan 1% zeer laag. Kouddeformatie kan lokaal ook optreden in een zone direct onder het door verspaning bewerkte oppervlak als daarbij onjuist of versleten gereedschap is gebruikt. Deze kouddeformatie uit zich dan bijvoorbeeld ook in een toename van de hardheid van het oppervlak. Dit kan voor bijvoorbeeld de olie- en gaswinningindustrie uit corrosieoogpunt ontoelaatbaar zijn. Niet voor niets kennen we de NACE-eis van maximaal 248 Hardheid Vickers. Dus, door de bewerkingen worden niet alleen de sterkte- en breukeigenschappen (over het algemeen negatief) beïnvloed, maar ook de corrosie-eigenschappen. Lassen kan het materiaal zo beïnvloeden, dat de corrosieweerstand van de zone direct naast de las vermindert. Dit kan verschillende oorzaken hebben. Zo kan er afhankelijk van het type materiaalharding optreden in de door de laswarmte warmtebeïnvloede zone direct naast de las, met als gevolg een grotere gevoeligheid voor bepaalde vormen van corrosie.
Maar ook kan de corrosieweerstand afnemen door de vorming van chroomcarbiden in niet-laagkoolstofhoudend austenitisch roestvast staal als type 304 of 316, lasbederf in titaan gestabiliseerd austenitisch roestvast staal als type 316Ti of 1.4571, of de vorming van intermetallische fasen zoals sigmafase in duplex of superduplex roestvast staal. Lassen en andere warmtebehandelingen van roestvast staal met onvoldoende afscherming van zuurstof door een inert gas, veroorzaakt de vorming van een min of meer donker gekleurde oxidehuid. Deze verkleuring (ook wel aanloopkleuren genoemd) die ook kan ontstaan door onoordeelkundig slijpen, wordt voornamelijk veroorzaakt door een chroomoxidefilm. Doordat er daarbij chroom vanuit het basismateriaal diffundeert naar het oppervlak, vindt er een chroomverarming aan het oppervlak plaats. Deze chroomverarmde zone aan het oppervlak resulteert in een verminderde corrosieweerstand en bovendien is de gevormde oxidehuid min of meer poreus, zodat deze het onderliggende oppervlak (armer aan chroom) minder goed beschermt. Het slijpen of elektrolytisch polijsten van het oppervlak van roestvast staal resulteert niet altijd in een verbetering van de corrosievastheid of de ruwheid van het oppervlak. Zo kunnen bijvoorbeeld titaancarbonitriden in 316Ti of 1.4571 polijstresultaten sterk beperken. Het gevolg van al deze effecten is dat de waarde van het uitgangsmateriaal is afgenomen tijdens het verwerkings- en bewerkingsproces, terwijl het juist de bedoeling is waarde toe te voegen. Bij het selecteren van een bewerking of methode van verwerking van materiaal moet dus ook kennis beschikbaar zijn – of worden ingewonnen – van de mogelijke degradatie van het materiaal door die gekozen productieprocessen en verwerkingsmethodieken. Dit om te voorkomen dat de effecten daarvan niet pas duidelijk worden bij de toepassing van het gerede product onder bedrijfsomstandigheden.
Leveranciers
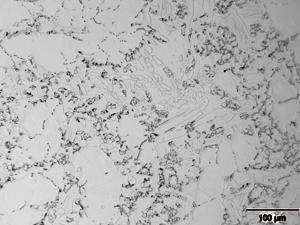
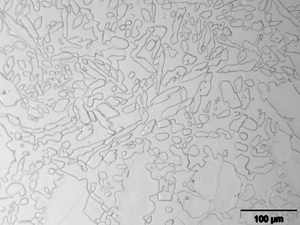
Dit alles, evenals de opslag in het magazijn, de handeling en de keuze van de hijs- en klemgereedschappen heeft de apparatenbouwer echter zelf nog grotendeels in de hand. Anders ligt dit bij het geleverde uitgangsmateriaal. Dit wordt feitelijk gekocht op basis van ‘betrouwbare leverancier voor de laagste prijs of kortste levertijd’, ‘eerdere goede ervaring betreffende prijs, levertijd of kwaliteit’ of op basis van het mogelijk gepresenteerde materiaalcertificaat. Maar is die leverancier wel betrouwbaar of is de leverancier slechts een doorgeefluik die her en der op de overspannen markt koopt wat hij krijgen kan, onder druk staand van de vraag en om zijn klanten ten dienste te staan. Een loffelijk streven! En wordt het certificaat eerder of tegelijk geleverd met het materiaal en als dat certificaat aangeeft dat het materiaal niet goed zou zijn, is er dan nog tijd om nieuw materiaal te krijgen? De vraag is dan ook of er ooit echt controles worden uitgevoerd op het ingekochte of geleverde materiaal. Anders dan de meeste ingekomen goederenkeuringen, waarbij gelet wordt op hoeveelheid, gewicht, afmetingen en/of markeringen en stempels en dat alles in relatie tot de bestelbon en de afleverbon en/of het meegeleverde certificaat, zou, gelet op diverse ervaringen gedurende de afgelopen jaren, een beoordeling van het werkelijk ingekomen materiaal moeten gebeuren aan de hand van testen. Immers, natuurlijk lijken materialen met een materiaalcertificaat goed als de vermelde materiaaleigenschappen voldoen aan de in de (bestel)specificatie aan het materiaal gestelde eisen. Hoe anders kan de werkelijkheid zijn, en hoe ernstig de gevolgen. Certificaten gelden vaak voor een hele partij producten uit een en dezelfde charge/heat materiaal. Maar dan moeten wel alle delen uit die partij dezelfde behandeling hebben ondergaan. Die behandelingen gelden alle productiestappen vanaf de smelt, via de warm- of koudvervorming en alle hiervoor, hierna of hier tussendoor uitgevoerde warmtebehandelingen. Regelmatig blijken er verschillen in de behandelingen, met name door de uitgevoerde warmtebehandelingen, zoals het oplosgloeien bij duplex- of super duplex roestvast staal. Verschillen in afkoelsnelheid na het oplosgloeien op 1050 tot 1150°C kunnen resulteren in grote verschillen in structuur. Indien er te langzaam wordt afgekoeld kunnen vooral in het gebied van 900 tot 650°C intermetallische fasen zoals sigmafase ontstaan, die het materiaal en brosser maken, maar bovendien gevoeliger voor corrosie (zie afbeeldingen 1 en 2). Ook de gelijkmatigheid van de structuur kan zo worden beïnvloed. De sterkte wordt weliswaar in mindere mate beïnvloed. Meestal komen discrepanties tussen werkelijkheid en certificaat, ook die van een volkomen ander materiaaltype dan het bestelde, slechts toevallig aan het licht. Maar als dit gebeurt, dreigt er een groot probleem voor de partij die het materiaal heeft besteld en verwerkt. De leverancier of de materiaalfabrikant wast veelal zijn/haar handen in onschuld en verplicht zich slechts tot vergoeding van de kosten van het materiaal of van nieuwe materiaalleveranties ten bedrage van de kosten van de ‘foute’ levering. Hoe schril is het contrast met de kosten waarmee de besteller en verwerker te maken krijgt: die heeft te maken met:
- de kosten van het uitnemen van ‘verkeerde’ delen;
- de vele daarmee gepaard gaande kosten van andere ermee verbonden delen;
- de be- en verwerkingskosten;
- extra of hernieuwde inspectiekosten;
- uitvoerige fit for purpose beschouwingen;
- vertragingen;
- productieverlies,
- een boeteregeling als gevolg van te late levering (want waar haal je tegenwoordig snel nieuw materiaal vandaan);
- en als klap op de vuurpijl kan de reputatie op het spel komen te staan.
Dit alles door een intrinsiek foute leverantie met een ‘goed’ certificaat door en van bijvoorbeeld een ISO 9000-gecertificeerde, door keuringsinstanties goedgekeurde of door de uiteindelijke afnemer voorgeschreven leverancier of materiaalfabrikant.
Controles
En dit alles kan gebeuren, gelet op diverse vastgestelde problemen met zowel roestvast staal als met ‘gewoon’ staal voor toepassing in bijvoorbeeld zeer hoge hijskranen en zware bouten. Of andere materialen, door de vraag uit de markt in combinatie met de nieuwe producenten en leveranciers op de wereldmarkt en de toenemende onkunde op het gebied van de metalen in toenemende mate. En wanneer dit gebeurt, dan is de vraag wat kan men daaraan doen? Het enige wat men kan, en volgens een goed ingevoerd kwaliteitssysteem ook zou moeten doen, is het nemen van steekproeven. Controleer het ingekochte materiaal op enkele aspecten. Zo kan middels de röntgenfluorescentietechniek eenvoudig, niet-destructief en snel materiaal of onderdelen worden gecontroleerd op juiste samenstelling of verwisseling. Dit wordt ook wel positieve materiaalanalyse genoemd. Zo kunnen bijvoorbeeld Ni-houdende austenitische roestvaststalen worden onderscheiden van de veel goedkopere Mn-houdende austenitische roestvaststalen. Maar natuurlijk kunnen ook hardheidsmetingen worden uitgevoerd aan de oppervlakken van het materiaal of de onderdelen. Hiermee wordt de hardheid gemeten en uit de resultaten kan een indruk worden verkregen over de sterkte en de taaiheid, maar ook over de juist uitgevoerde warmtebehandeling of de corrosiebestendigheid. Natuurlijk kan ook de chemische samenstelling nauwkeurig worden bepaald ter controle van het certificaat, of de microstructuur van een materiaal ter bepaling van de juistheid van zowel het materiaal als de warmtebehandeling (die ook op het certificaat vermeld zou moeten staan). Dit alles kan op een niet-destructieve manier. Echter, is sterkte of kerftaaiheid van groot belang, dan kan men besluiten tot destructief onderzoek aan een stukje van het geleverde materiaal. Bij een bestelling zou, gelet op bovenstaande, dan ook opgenomen moeten worden dat indien materiaal geleverd wordt dat niet aan de eisen voor dat materiaal voldoet, of niet de eigenschappen heeft die op het certificaat worden vermeld, dit geretourneerd kan worden en binnen een nader te stellen termijn tegen dezelfde kosten vervangen moet worden door de leverancier. Ook zouden de kosten van het onderzoek aan het afgekeurde materiaal zonder strijd moeten kunnen worden verhaald op de leverancier.
Net zoals materialen hun beperkingen hebben, heeft ook de materiaalselecterende en -verwerkende industriebeperkingen. Aanbevolen wordt dan ook om bij de keuze van de uit te voeren steekproef een specialist te raadplegen.