


Corrosiegedrag van hoog gelegeerd RVS-lastoevoegmetaal, lassen en oplassingen in gestandaardiseerde corrosieproeven
Dit artikel geeft een overzicht van de gestandaardiseerde proeven die voor praktijkgebruik voor typische materiaalsoorten gangbaar zijn. Verder worden er enige resultaten getoond van proeven met lassen en lastoevoegmetaal waaruit de invloed van de verschillende thermische cycli, legeringen, oppervlaktetoestanden en beschermgassen op het corrosiegedrag kan worden afgeleid. Hoewel er een aantal proefresultaten voor lastoevoegmetaal en lassen beschikbaar is, is er gebrek aan resultaten in geval van austenitische oplassingen. Het laatste deel van dit artikel tracht uit te vinden wat de voornaamste moeilijkheden zijn die worden veroorzaakt door de voorbereiding van de proefstukken, de verschillende lasprocessen en het basismetaal.
G. Posch, J. Tösch Werkzaam bij Böhler Schweisstechnik Austria GmbH, Böhler - Welding-St. 1, 8605 Kapfenberg, Oostenrijk
Zoals reeds eerder is beschreven [1], kan roestvast staal op zijn oppervlak een beschermende, passieve laag vormen tijdens blootstelling aan een bedrijfsomgeving. Deze passieve laag, met name zijn stabiliteit en homogeniteit, is verantwoordelijk voor de corrosieweerstand van dit materiaal. Of een dergelijke beschermende laag kan ontstaan wordt hoofdzakelijk bepaald door de chemische samenstelling van het basismetaal. Naast de chemische samenstelling kunnen ook, vanuit een materiaalstandpunt bezien, inhomogene microstructuren die het gevolg zijn van ontmenging, uitscheiding en faseveranderingen, de opbouw van deze lagen beïnvloeden. Vooral lassen kan een sterk effect hebben vanwege de kenmerkende ontmengde, multifase metaalstructuren en de bijkomende invloed van de laswarmtecyclus. Dit kan resulteren in een lagere weerstand tegen corrosie van het lasmetaal in vergelijking met die van het basismetaal bij verder gelijke chemische samenstelling. Om dit nadeel te boven te komen, wordt het lastoevoegmetaal licht overgelegeerd in vergelijking met het equivalente basismetaal. Toch zal in veel praktische gevallen de corrosieweerstand van het lasmetaal moeten worden beproefd. Om het corrosiegedrag te beschrijven zijn er tal van proeven ontwikkeld, die gebruik maken van verschillende milieus, verschillende proeftemperaturen en verschillende proefomstandigheden. Vaak blijken de resultaten van dergelijke proeven onderling niet vergelijkbaar. Om dit probleem te omzeilen zijn er gestandaardiseerde corrosieproeven ontwikkeld.
Voorbereiding van de proefstukken, samenstelling van de proefoplossing, proefduur en proeftemperatuur zijn gedefinieerd om te komen tot een ‘wereldwijde’ vergelijking.
Inleiding
De vorming van een passieve laag op het oppervlak van roestvast staal is de sleutel voor de vele gevallen van uitstekende corrosieweerstand van dit staal. De opbouw van deze laag wordt echter op verscheidene manieren beïnvloed door:
- de chemische samenstelling;
- microstructuur en homogeniteit van het basismetaal;
- het corrosieve milieu en zijn temperatuur;
- expositieduur;
- de stromingscondities van het corrosieve milieu;
- diverse basismetaalcombinaties.
Standaard corrosietestmethodes voor lasverbindingen en lasmetaal
Standaard corrosietestmethodes die worden toegepast voor het beproeven van hooggelegeerd roestvast staal worden gekenmerkt door hun belangrijkste corrosiemechanisme:
- interkristallijne corrosie
- selectieve corrosie
- putcorrosie
Locatie van corrosie-proefmonsters
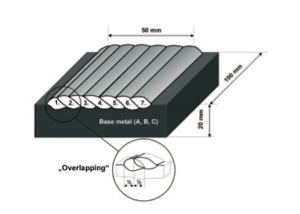
Voor een corrosieproef kunnen verschillende typen proefmonsters uit het lastoevoegmetaal of uit de lasverbindingen worden gebruikt. Afbeelding 4 geeft de plaatsen waar mogelijk monsters kunnen worden genomen in geval van een meerlagen lasmetaal (b) en verbindingsmonsters uit plaat en buis (a). Vanwege verschil in monstername tussen volledig lasmetaal en lasverbindingen kunnen er kleine verschillen worden verwacht in de resultaten van de corrosieproeven. Verder moet er rekening worden gehouden met een sterke invloed van het lasproces, de lasprocedure, de warmte-inbreng en wijze waarop de grondnaad is gelegd. Behalve deze ‘lasgerelateerde’ invloeden oefenen ook de bijkomende warmtebehandeling en de oppervlaktetoestand van het monster (geslepen, gebeitst, geborsteld, onbehandeld) een sterke invloed uit op de corrosieweerstand. Maar ook de invloed van het gebruikte gereedschap bij de monstername kan de resultaten van de corrosieproeven beïnvloeden. Als het snijgereedschap niet scherp is of als het slijpmateriaal te grof is, dan zal de plaatselijke contactdruk tussen gereedschap en monster hoger zijn, waardoor de temperatuur in het metaaloppervlak tot onaanvaardbare hoogtes zou kunnen oplopen.
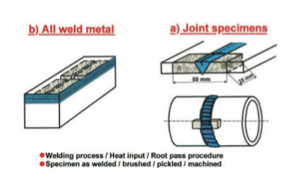
Vooral ongecontroleerd snijden en slijpen kan snelle oxidatie van het oppervlak veroorzaken, met in het ergste geval uitscheiding en faseomzetting, hetgeen kan leiden tot verminderde corrosieweerstand van het monster. Om hooggelegeerde oplassingen op hun corrosieweerstand te kunnen beproeven moet het on- of laaggelegeerde basismetaal mechanisch worden verwijderd, omdat anders de resultaten onbruikbaar zijn vanwege het vrijwel geheel ontbreken van enige corrosieweerstand van betekenis van dit on- of laaggelegeerde metaal. Uit het resterende hooggelegeerde oplasmetaal moeten monsters worden genomen, waarvan het oppervlak minimaal 10 cm2 moet bedragen. Bij ontbreken van verder specificaties, dient het metaaloppervlak te worden geschuurd met schuurpapier. Een aan het beproeven voorafgaande reiniging van de monsters met aceton is sterk aan te bevelen.
Op afbeelding 5 is een mogelijk monster van een oplassing te zien, waaruit proefmonsters kunnen worden genomen voor de corrosieproef. In het speciale geval van een enkelvoudige oplassing, die is gelegd met handlassen met beklede elektrode, MIG/MAGlassen of MIG/MAG-lassen met gevulde draad, moet de eerste gelaste naad op het on- of laaggeleerde basismetaal worden afgesneden en van verder corrosie-onderzoek worden uitgesloten. Er is aangetoond [5] dat de chemische samenstelling van de eerste naad totaal verschillend is van die van de opvolgende naden als gevolg van veranderde opmengingscondities. Als de eerste naad wordt meegenomen in de proef, kan dit de proefresultaten verstoren [6].
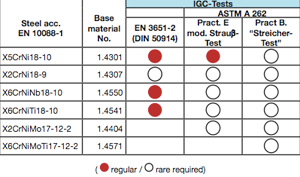
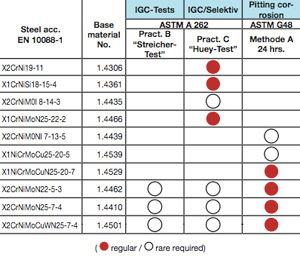
Voorbeelden van de relatie tussen microstructuurveranderingen en resultaten van gestandaardiseerde corrosieproeven:
Interkristallijne-corrosieproeven
EN 3651-2 (DIN 50914)
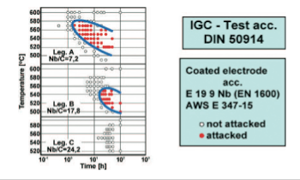
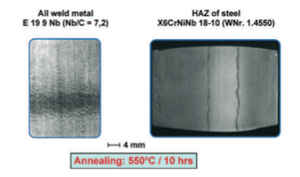
Zoals reeds besproken, hangen de corrosieproefresultaten voornamelijk af van de chemische samenstelling (koolstof, chroom, molybdeen) en ook van de mate van uitscheiding en ontmenging van deze elementen, die wordt beïnvloed door de thermische achtergrond van het werkstuk. Corrosieve aantasting kan worden verwacht bij ongestabiliseerd, koolstofrijk hooggelegeerd materiaal na gloeiing in kritische temperatuursgebieden [7]. Vanwege chroomcarbide- uitscheiding doen zich chroomarme gebieden voor op de korrelgrenzen alwaar interkristallijne corrosie kan optreden. Vanuit een metallurgisch standpunt bezien is de reductie van het koolstofgehalte een zeer bruikbaar middel om de sensitiseringskromme op te schuiven naar langere tijden. Nietemin zal er sensitisering optreden binnen een kritisch temperatuursgebied. Vanwege de hoge gevoeligheid van de corrosieproef, kan het sensitiseringsgedrag tijdens gloeien bij kritische omstandigheden worden aangetoond. In dit geval kunnen interkristallijnecorrosieproeven worden gebruikt om Tijd-Temperatuur- Sensitisering (TTS) diagrammen voor roestvast staal vast te stellen (afbeelding 7). De corrosieproefprocedure van EN 3651-2 bevat ook buigen van het beproefde monster om interkristallijne scheuren zichtbaarder te maken onder de lichtmicroscoop. Door het opmeten van de scheurlengte kan ook een verband worden gevonden tussen de diepte van de scheuren en de mate van uitscheiding, zoals is te zien op afbeelding 6. Behalve reductie van het koolstofgehalte om vorming van chroomcarbide tegen te gaan, wordt sensitisering ook bestreden door toevoeging van elementen die een sterke bindingsneiging hebben met koolstof zoals titaan en niobium. Vooral bij lastoevoegmetaal is stabilisatie met Nb veel beter onder controle te houden. Vanwege zijn sterke oxidatieneiging vertoont titaan een hoge mate van verbranding tijdens metaalovergang in de lasboog. De booglengte en de lasstroomdichtheid spelen hierbij eveneens een belangrijke rol. Onvoldoende gestabiliseerd basismetaal en lasmetaal kunnen interkristallijne corrosie vertonen na gloeien in het kritisch temperatuurgebied. Op afbeelding 7 is het stabiliserend effect van Nb in lastoevoegmetaal van het type E 19 9 Nb bij verschillende stabiliseringsverhoudingen Nb/C te zien. De TTS-diagrammen zijn opgesteld met behulp van een betrouwbaar aantal IKC-proeven, in dit geval volgens EN 3651-2 dat sterk overeenkomt met DIN 50914. Er is duidelijk te zien dat bij toenemende Nb/C-verhouding de TTS-kromme verschuift naar lagere temperaturen en langere tijden. Voor een sterke stabilisering zijn vrij hoge Nb/C-verhoudingen nodig. Bij gedetailleerder beschouwing en rekening houdend met het feit dat lasmetaal min of meer is op te vatten als een meerlagige samenstelling, bestaan er vele warmtebeïnvloede zones (WBZ) in het lasmetaal. Volgens de Cr-carbide-uitscheidingstheorie moet de WBZ bij voorkeur worden aangetast als gevolg van de extra warmte-inbreng met bijbehorende temperaturen die in het kritische gebied liggen. Het ‘Knife-Line’ aantastingsbeeld op de rechterkant van afbeelding 8 bevestigt dit. Op de rechterkant van afbeelding 8 is een voorbeeld te zien van IKC van de WBZ van het basismetaal, terwijl het lasmetaal onaangetast is. Dit kan worden verklaard door een betere stabilisatie van het lasmetaal en een gunstiger thermische achtergrond. Met betrekking tot het basismetaal kan gezegd worden dat zonder bijkomende warmteinbreng de stabilisatie toereikend is, maar wanneer er extra warmte wordt ingebracht zoals bij lassen, er IKC kan optreden in het hoge-temperatuurgedeelte van de WBZ van het basismetaal.
IKC-proef met oplassingen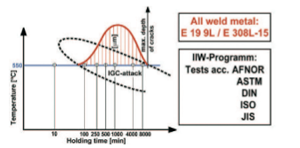
De IKC-proefmethode kan ook worden gebruikt voor het beproeven van hooggelegeerde oplassingen op koolstofstaal als de vereisten voor monstervoorbehandeling zoals hierboven beschreven in aanmerking worden genomen. In [6] worden proefresulaten besproken die zijn behaald met enkelvoudige oplassingen die zijn geproduceerd met MIG/MAG-lassen, MIG/MAG-lassen met gevulde draad en handlassen met beklede elektrode, met lastoevoegmetaal van het type 309L. Het echte lasmetaal komt overeen met het type 308 met een ander koolstofgehalte. In de gelaste toestand van de oplassing trad er in vrijwel geen enkel geval IKC op, onafhankelijk van het basismetaal, hetgeen werd verwacht in de eerste gang. Er dient echter in gedachten te worden gehouden dat, vanwege een mogelijk hogere opmenging met het koolstofhoudende basismetaal die sterk wordt beïnvloed door het lasproces, lasprocedure en beschermgas, de oplassing een onverwacht hoger koolstofgehalte zou kunnen bevatten. Verder dient er rekening te worden gehouden met het feit dat koolstofrijk basismetaal een relatief hoge interpass temperatuur vergt om hardingsverschijnselen te voorkomen en dat hierdoor ook de mate van opmenging toeneemt. In het ergste geval kan dit al leiden tot IKC in de WBZ van de oplassing in de gelaste toestand. Het onderzoek heeft ook deze theorie bevestigt. Er werd IKC in de enkelvoudige oplassing die is geproduceerd met MIG/MAG-lassen met gevulde draad en 100% CO2 beschermgas, op het koolstofrijke (0,45% C) basismetaal gevonden (afbeelding 9).
ASTM A 262 Practice C (Huey-test)
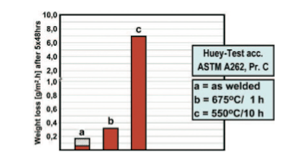
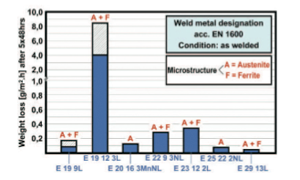
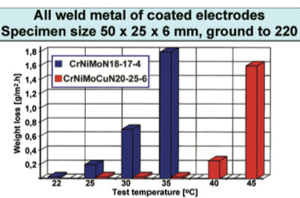
Zoals reeds eerder is vermeld behoort deze proef tot de interkristallijne corrosieproeven, maar er moet worden bedacht dat er ook wat selectieve corrosieprocessen plaatsvinden. Als voorbeeld van de Huey-test worden er resultaten met lastoevoegmetaal E 19 9 L getoond. In de gelaste toestand werd er geen IKC volgens EN 3651-2 (zie ook afbeelding 6) gevonden en dus moest het gemeten gewichtsverlies in de Huey-test worden toegeschreven aan algemene corrosie. Na een kortdurende warmtebehandeling (1 uur bij 675°C) nam het gemeten gewichtsverlies toe en dit is een aanwijzing voor het op gang komen van sensitisering. Als het lasmetaal volledig is gesensitiseerd, bijvoorbeeld na een warmtebehandeling van 550°C/10 uur, neemt het gemeten gewichtsverlies aanzienlijk toe. Op afbeelding 10 zijn deze invloeden te zien voor het gelaste metaal en voor lasmetalen die verschillende warmtebehandelingen hebben ondergaan. Verder onderzoek aan monsters die de Huey-test hebben ondergaan wees uit dat, in relatie tot ander lasmetaal, enkelfasige austenietstructuren minder gevoelig zijn voor algemene corrosie die zijn geïnitieerd door deze speciale proefoplossing in vergelijking met austenitisch/ferritische microstructuren. Er dient echter te worden opgemerkt dat ook de Cr/Mo-verhouding hierbij een rol van belang speelt. Hoe hoger de Cr/Mo-verhouding des te lager is het gewichtsverlies bij deze proef. Op afbeelding 11 zijn enkele voorbeelden te zien van beproefd lasmetaal na een proefperiode van 5x48 uur. De laagste gewichtsverliezen worden verkregen met een enkelfasige austenietstructuur met een middelmatige Cr/Mo-verhouding en een austeniet/ ferrietstructuur met een zeer hoge Cr/Mo-verhouding. 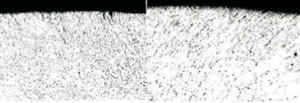
Pitting Resisant Equivalent of PRE; Duits: Wirksumme) of de Kritische Put Temperatuur of KPT (Engels: Critical Pitting Temperature of CPT) worden afgeleid, die een relatie weergeeft met de chemische samenstelling van het staal. In ASTM G 48-97 is een benadering van de KPT in zure ferrichloride oplossing gedefinieerd: PWE(°C) = (2,5x%Cr) + (7,6x%Mo) + (31,9x%N) - 41,0 In andere literatuur kunnen andere formules voor de PWE worden aangetroffen, zoals:
Putcorrosieproeven
Zoals is te zien op de afbeeldingen 1 en 2, wordt hooggelegeerd roestvast staal vaak beproefd met behulp van een zware test om de weerstand tegen putcorrosie vast te stellen.
PWE(1) = (2,5x%Cr) + (7,6x%Mo) + (31,9x%N) PWE(2) = (%Cr) + (3,3%Mo) PWE(3) = (%Cr) + (3,3%Mo) +{[16(Duplex) of 30(Austeniet)]x%N}
Uit deze PWE’s kan ook een KPT worden afgeleid. Diverse experimenten hebben aangetoond dat er over een breed gebied een lineair verband bestaat tussen PRE en KPT. Aan de hand van deze correlatie kan de KPT worden geschat aan de hand van de chemische samenstelling van het materiaal [11]. De meeste ervaring bestaat in het bepalen van KPT en PWE met name voor oplosgegloeid basismetaal. In dit geval worden er geen of slechts geringe microstructuur uitscheidingseffecten verwacht. In het geval van een niet oplosgegloeid lasmetaal, maar ook in geval van gegoten materiaal, treedt er stollingsgerelateerde uitscheiding op in de microstructuur van vooral molybdeen, en ook van chroom. Onderzoek heeft aangetoond dat de Momax/Momin-verhouding veroorzaakt door deze ‘natuurlijke’ uitscheiding voor een verscheidenheid aan Mo-houdende RVS-typen ongeveer 1,4 bedraagt [2]. Met andere woorden, de minimum Mo-waarde in het lasmetaal is ongeveer 20-25% minder dan de nominale waarde als gevolg van deze legeringselement specifieke, microstructurele uitscheiding. Vanwege de aard van deze uitscheiding binnen de dendrieten kan deze alleen worden beïnvloed door een additionele oplosgloeiingsbehandeling. Bezien vanuit dit oogpunt is het duidelijk dat lasmetaal een lagere gemeten KPT moet hebben vergeleken met de PWE of KPT die zijn berekend uit de chemische samenstelling. Fabrikanten van lastoevoegmetaal houden al rekening met dit effect door hun lastoevoegmetaal over te legeren met Mo, in vergelijking met het basismetaal om dezelfde weerstand tegen putcorrosie te kunnen garanderen van het lasmetaal als van het basismetaal. Verder moet er rekening worden gehouden met het feit dat naast de chemische samenstelling ook de oppervlaktegesteldheid (ruwheid, oxidelagen) en inhomogene microstructuren een sterke invloed uitoefenen op de weerstand tegen putcorrosie [1, 8-11].
ASTM G 48 Method A voor standaard austenitisch en ferritisch-austenitisch roestvast staal
Deze proefprocedure speelt een overheersende rol bij de bepaling van het putcorrosiegedrag van roestvast staal [12]. Het doel van deze proef is het bepalen van de kritische temperatuur waarbij putcorrosie optreedt. In deze standaard wordt een proefduur van 72 uur aanbevolen, maar met name bij het beproeven van lasmetaal wordt over het algemeen een proefduur van 24 uur aangehouden.
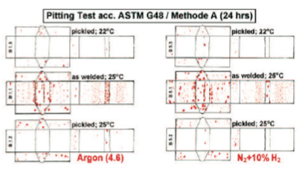
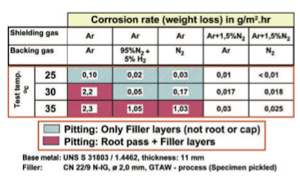
Zoals tal van onderzoekers hebben aangetoond, heeft deze afwijking van de gespecificeerde proefprocedure een verwaarloosbare invloed op de behaalde resultaten. Zoals reeds eerder is vermeld, zijn corrosie-effecten zeer gevoelig voor variaties in de chemische samenstelling en de oppervlaktetoestand maar ook van de verschillende corrosieve media en temperaturen. Dat is waarom deze proefresultaten bij voorkeur worden gebruikt voor rangschikking van het materiaal onder deze speciale corrosieomstandigheden. Conclusies uit deze proef betreffende de corrosieweerstand in andere milieus zijn niet bruikbaar. De invloed van opmenging en inbreng van laswarmte op de resultaten van de corrosieproef is vaak onderzocht. Maar in het geval van lasverbindingen is de enkele informatie van het verschijnen van de eerste put op het monster of de totale hoeveelheid gemeten gewichtsverlies onvoldoende. Om dit aan te tonen dient het voorbeeld van een beproefde verbinding op afbeelding 12. Het basismetaal bestond uit AISI 316L (ASTM G 48 Method A wordt gewoonlijk niet gebruikt voor het beproeven van een dergelijke ‘laaggelegeerde’ austeniet). Voor betere visualisering zijn de putten getekend in een geometrische uitslag van de verbinding. Het is duidelijk te zien dat het putcorrosiegedrag op nagenoeg elke zijde van deze geometrische uitslag verschillend is. Bovendien spelen de proeftemperatuur (22°C versus 25°C) en de oppervlaktetoestand (in gelaste toestand versus gebeitst) een belangrijke rol. Voorts is in dit voorbeeld de invloed van verschillende tegengassen bestudeerd. En vanwege deze grafische visualisering, liggen de verwachte voordelen van het N2+10%H2 vergeleken met het Ar-tegengas in het geval van de grondnaad voor de hand. In voornoemd voorbeeld kan veel informatie worden onttrokken aan deze corrosieproef en uit dit soort testrapport. Nietemin moet worden vastgesteld dat zo’n rapport zeer tijdrovend is en onbruikbaar is voor specificaties. In dit geval wordt vaak een feitelijk gemeten waarde, het gemeten ‘gewichtsverlies’ geëist. Maar de belangrijkste informatie is, waar op het proefstuk putcorrosie aanwezig is. Het gewichtsverlies moet dus altijd worden besproken. Een benadering om de invloed van verschillende beschermgassen te beschrijven waarbij gebruik wordt gemaakt van feitelijk gemeten gewichtsverlies van een lasverbinding, is te zien op afbeelding 13 in het geval van duplex roestvast staal (UNS S 31803).
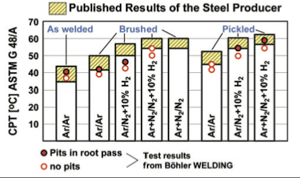
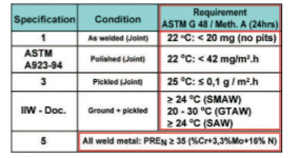
Om de invloed van beschermgas en tegengas uit te zoeken, wordt tevens bepaald waar de putcorrosie optreedt. Vanuit een praktisch standpunt is de verschuiving van ongeveer 10°C in de KPT, die wordt veroorzaakt door optimalisering van het beschermgas en tegengas, een zeer interessante mogelijkheid. Hoewel er bruikbare informatie met betrekking tot de invloed op de weerstand tegen putcorrosie kan worden gegenereerd, blijkt uit de voorgaande voorbeelden dat er een noodzaak bestaat voor kwantificering van de weerstand tegen putcorrosie, met name voor materiaalspecificatie. In dit geval is de bepaling van de KTP niet voldoende, alleen het gewichtsverlies kan in rekening worden gebracht. Maar zoals wordt getoond op afbeelding 14, voor volledig austenitisch en volledig lasmetaal bestaat er een meetbare gewichtsverlies dat onafhankelijk is van putcorrosie-invloeden en bijvoorbeeld heel geschikt is voor rangschikking. Als er eenmaal putcorrosie is opgetreden, neemt het meten gewichtsverlies snel toe. Afbeelding 14 laat ook zien dat deze toename niet lineair verloopt zodat een wiskundige extrapolatie van een ‘meetbare’ kritische putcorrosietemperatuur, gebaseerd op twee echt gemeten gewichtsverliezen, niet is toegestaan. Afbeelding 15 is een verder voorbeeld van de invloed van verschillende gassen (beschermgas, tegengas) en verschillende oppervlaktetoestanden in het geval van een super duplex roestvast staal. Vergeleken met gelaste toestand zijn geborstelde en gebeitste verbindingen veel resistenter en, zoals te verwachten, heeft stikstof in het beschermgas (3%) en in het tegengas een gunstige invloed [13]. Als bijkomend effect kan uit dit diagram worden afgelezen dat, vanwege de standaardisering van de beproevingsmethode, resultaten van verschillende laboratoria (waarden van de staalfabriek; eigen onderzoek) goed met elkaar overeenstemmen en onderling kunnen worden vergeleken. Uit de hierboven besproken voorbeelden is het duidelijk dat de resultaten van deze beproevingsmethode sterk kunnen worden beïnvloed en dat de definitie van een gemeten waarde uit deze test voor een technische specificatie als zijnde een ja/nee criterium zeer moeilijk is. Dat is waarom bij praktisch gebruik vele verschillende vereisten voor de corrosieweerstand zijn opgesteld. Dit zou moeten blijken uit het geval van het duplex roestvast staal (1.4462; UNS S 31803). Maar deze verschillende specificaties zijn simpel te vervullen vanwege de noodzaak van verschillende lasaanbevelingen.
PK-proeven op oplassingen
In het geval van beproeving van oplassingen moet er extra aandacht worden geschonken aan het voorbereiden van de monsters (het basismetaal moet geheel worden verwijderd, anders is het gemeten gewichtsverlies fout) en de invloed van opmenging met het basismetaal of tevoren gelegde lagen moet in ogenschouw worden genomen.
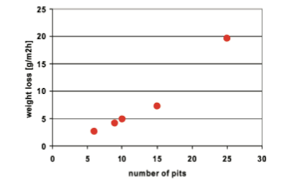
Zoals speciaal voor enkelvoudige oplassingen van het type 308L is beschreven in [6], is de chemische samenstelling van de oplassing als gevolg van opmenging min of meer ‘mager’ vergeleken met de samenstelling van het zuivere toevoegmetaal en is deze corrosieproef vaak te sterk. In zo’n geval is alleen de PK-proef informatief, zoals de resultaten van ASTM G 438-97, Method A in [6] aantonen. Hoewel de monsters het begaven onder de proefomstandigheden bij 22°C, werd er een verband gevonden tussen het aantal waargenomen putten en het gemeten gewichtsverlies (afbeelding 17). Het gemeten gewichtsverlies op afbeelding 17 was redelijk, maar de gedetecteerde speldeprikken op het oppervlak waren zeer klein. Een dwarsdoorsnede door een speldeprik liet zien dat onder het oppervlak vaak zeer ernstige corrosie optrad. Dit verklaart het gemeten gewichtsverlies ondanks dat er slechts enkele kleine putjes werden gevonden op het oppervlak – een typische vorm van bedekte putcorrosie (afbeelding 18). Op deze afbeelding is de witte hooggelegeerde oplassing ingebed in homogeen donkergrijs gekleurd plastic (onderkant afbeelding). De speldeprik bevindt zich rechtsonder en de onregelmatig grijs getinte put zelf heeft een diepte van ongeveer 700 μm en breidt zich in de breedte uit over ongeveer 1500 μm.
Conclusie
Voor praktisch gebruik zijn er slechts enkele corrosieproeven opgezet en gestandaardiseerd. Hiervoor zijn twee hoofdredenen verantwoordelijk: de kracht van de proef moet gelijke tred houden met de corrosieweerstand van het materiaal en de noodzaak voor een ‘wereldomvattende’ reproduceerbaarheid van de proefresultaten. Maar vanwege de complexiteit van het corrosieproces dat wordt beïnvloed door de chemische samenstelling, microstructuur, uitscheidingsgedrag en oppervlaktegesteldheid, moeten een groot aantal vereisten worden gedefinieerd hetgeen een vergelijking van de behaalde proefresultaten in het algemeen gecompliceerder maakt. Naast vergelijken met specificaties kan met deze standaardproeven ook de invloed van verschillende beschermgassen en tegengassen, oppervlaktetoestanden en diverse warmtebehandelingen op de corrosieweerstand van verbindingen en lasmetaal, duidelijk worden aangetoond. Nietemin is in de meeste gevallen de corrosieweerstand van de las, als gevolg van de microstructuur die met zijn uitscheidingen overeenkomst vertoont met een gietstructuur, lager dan die van het basismetaal die meestal in oplosgegloeide toestand verkeert. Het op corrosiegevoeligheid beproeven van oplassingen moet met de nodige zorg plaatsvinden. Het laaggelegeerde basismetaal moet zorgvuldig worden verwijderd. Anders zijn volledig verkeerde testresultaten het gevolg. Verschillende basismetaaltypen gecombineerd met verschillende opmengpercentages, welke laatstgenoemden het gevolg zijn van toegepaste oplastechnologie (lasproces en -procedure, beschermgas, voorwarm- en interpasstemperatuur) kunnen de corrosieproefresultaten beïnvloeden.
Literatuur
- T. G. Gooch: ‘Corrosion Behavior of Welded Stainless Steel’; Supplement to the Welding Journal, 05/1996
- E. Folkard, G. Rabensteiner, E. Perteneder, H. Schabereiter, J. Tösch: ‘Welding Metallurgy of Stainless Steels’; Springer Verlag Wien, 1988
- C. P. Dillon: ‘Corrosion resistance of stainless steels’; Marcel Dekker, Inc., New York-Basel-Hong Kong; 1995; ISBN 0-8247-9629-2
- U. Killing, R. Killing, H. Forster: ‘Qualitätsanforderungen der Chemieunternehmen beim Herstellen von Anlagen’; DVS 200
- H. Schabereiter, G. Posch, J. Tösch, E. Perteneder, K.H. Gugimeier: ‘Metallurgical aspects in welding single layer claddings with CrNi(Mo)-alloyed filler materials without post weld heat treatment’; IIW-Doc.: IX-2029-02
- G. Posch, S. Schultze, J. Tösch, J. Triebel: ‘Corrosion Testing of Single Layer Austenitic Overlays on Unalloyed Steels’; IIWDoc.:
- G. Rabensteiner, H. Schabereiter: ‘Einfluß von Spannungsarmglühungen auf das Korrosionsverhalten und die Zähigkeitseigenschaften von austenitischem Schweißgut’; BHM, Jahrgang 120, Heft 11, 1975
- M. B. Rockel, W. R. Herda: ‘Die Oberflächenbehandlung von Schweißverbindungen hochkorrosionsbeständiger 6% Mo-Stähle und Nickelbasis-Legierungen’; WuK, Heft 7; 07/1992
- L. Smith, M. Klein: ‘Acceptance criteria for oxidation of stainless steel weldments’; Stainless Steel World, 12/1996
- B. Holmberg, J. Thür: ‘Nachbehandlung und Reinigung von rostfreien Edelstählen nach dem Schweißen’; Schweiß- & Prüftechnik 7/99
- R. Saggau, H. Pries, M. Finke: ‘Schweißbedingte Anlauffarben und ihr Einfluß auf die Korrosion hochlegierter CrNi-Stähle’; Zeitschrift für Metallkunde 92(2001), Heft 3
- Renner, M.; Heubner, U.; Rockel, M.B.; Wallis, E.: ‘Temperature as a pitting und crevice corrosion criterion in the FeCl3 test’; Werkstoffe und Korrosion, 37(1986), S.183-190
- G. Rabensteiner, J. Tösch: ‘Die Sonderstellung des Stickstoffs bei der Schmelzschweißung von korrosionsbeständigen Duplexwerkstoffen’; BHM, Jahrgang 140, Heft 1, 1995