


Oppervlaktetoestand na bewerking
Als een voorwerp is gefabriceerd, kan de oppervlaktetoestand van het uitgangsmetaal worden gehandhaafd met weinig of geen modificaties afhankelijk van de fabricage eisen. Als het verkregen oppervlak voldoet, zijn er geen verdere oppervlaktebehandelingen noodzakelijk.
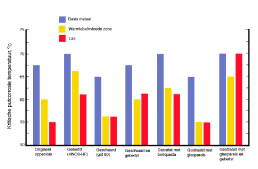
Afbeelding 1. Beitsen van roestvast staal verhoogt de kritische putcorrosie temperatuur in FeCl3 in zowel het basismetaal als de warmtebeïnvloede zones en de las. Mechanische reiniging die is uitgevoerd zonder opvolgende beitsbehandeling verlaagt de kritische putcorrosie temperatuur.
Handhaven van de oorspronkelijke oppervlaktetoestand
Daarom moet alles in het werk worden gesteld om de oppervlaktetoestand, zoals die was bij het verlaten van de staalfabriek, tijdens opslag en bewerking te behouden. De volgende preventieve maatregelen helpen bij het tot een minimum beperken van additioneel reinigen en polijsten:
- het staal dient in de originele verpakking te blijven totdat de verwerking echt begint;
- het staal moet binnenshuis worden opgeslagen in schone rekken, platforms en dergelijke en moet waar mogelijk worden afgedekt;
- de opslagruimte moet vrij worden gehouden van vuil, beitsdampen, staaldeeltjes die elders in het bedrijf zijn ontstaan en andere verontreinigingen;
- bewerkingsmachines moeten voordat ze worden gebruikt voor roestvast staal grondig worden schoongemaakt;
- het staal moet worden aangepakt met schone handschoenen of lappen, om vingerafdrukken tegen te gaan;
- er mag alleen markeringsmateriaal worden gebruikt dat geen permanente sporen op het werk achterlaat;
- tussen opeenvolgende processtappen moeten alle oppervlakken, voor zover mogelijk, worden afgedekt met papier of andere beschermende bedekkingen;
- spanen mogen niet met perslucht worden verwijderd, omdat dit olie of andere verontreinigingen kan bevatten.
Stralen
Straalmethodes die veel of uitsluitend worden gebruikt voor roestvast staal omvatten zandstralen, gritstralen en nat stralen.
Zandstralen
Zandstralen is effectief voor het snel verwijderen van zware of sterk hechtende scale voorafgaand aan beitsen. Toegepast op roestvast staal is het geen volledige reinigingsprocedure. Werk waar het vaak wordt toegepast omvatten plaatsecties, smeedstukken en gietstukken, met zware scale en werkstukken die zijn gemaakt van chroomstaal waarop zich een sterk hechtende scalelaag heeft gevormd tijdens zachtgloeien. De bewerking is snel en economisch, indien gebruikt tezamen met een beitsbehandeling.
Er mag alleen schoon silicazand worden gebruikt. Zodra het zand ijzer bevat of verontreinigd raakt met scale, kunnen kleine deeltjes van deze verontreinigingen in het metaaloppervlak ingebed raken. De enige zekere methode om zulke verontreinigingen te verwijderen is een beitsbehandeling na het stralen.
Zandstralen mag niet worden toegepast op metaal dat te dun is om de straaldruk te weerstaan.
De straal moet in beweging blijven om te voorkomen dat er anders excessieve materiaalafname plaatsvindt.
Gritstralen
Het gebruik van straalmateriaal bestaande uit koolstofstaal moet ten sterkste worden afgeraden, omdat er koolstofstaal deeltjes in het roestvast staal oppervlak ingebed kunnen raken, hetgeen de corrosieweerstand niet ten goede komt. Tenzij geheel verwijderd met behulp van een beitsbehandeling, kunnen ze gaan roesten en het begin vormen van putcorrosie.
Het gebruik van straalmateriaal bestaande uit roestvast staal vermindert het risico van roesten, maar kan de aanwezigheid van scaleresten niet uitsluiten.
Een afsluitende beitsbehandeling is noodzakelijk om te komen tot maximale corrosieweerstand.
Roestvast staal en vooral roestvast staal uit de 300 reeks vertoont deformatieharding. Als dit verschijnsel ongewenst is moet worden afgezien van een straalbehandeling.

Afbeelding 2. Waaier gemaakt van 316 plaat, zoals wordt gebruikt in de zuivelindustrie.
Nat stralen
Deze vorm van stralen kan worden aangepast voor roestvast staal. Verscheidene abrasieven worden overgebracht in een vloeibare drager die op het metaaloppervlak wordt geworpen met behulp van perslucht. Er kunnen verscheidene oppervlakte afwerkingen worden verkregen door een bepaalde combinatie van straalmiddel en druk te kiezen. Met nat stralen zijn afwerkingen mogelijk die veel gladder zijn dan die welke worden verkregen met stralen met droog zand en die overeen komen met afwerking No. 6. Net als bij zandstralen is een afsluitende beitsbehandeling nodig, gevolgd door spoelen met water.
Beitsen
Beitsen is het verwijderen van zware, sterk hechtende oxidelagen die het resultaat zijn van warmbewerking, warmtebehandeling (zoals zachtgloeien of harden), of lassen. Omdat het merendeel van de voorwerpen die zijn gemaakt van roestvast staal de fabriek verlaten in gebeitste toestand, is het verwijderen van scale alleen vereist als gevolg van opvolgende fabricagestappen.
De scale op roestvast staal bestaat uit oxiden van chroom, nikkel en/of andere legeringselementen en verder van ijzer. Het gemak waarmee de scale wordt verwijderd hangt af van de samenstelling van het basismetaal en van de warmtebehandeling die het metaal heeft ondergaan. De zaken kunnen nog verder worden gecompliceerd door de aanwezigheid van smeermiddelen. Smeermiddelen en andere verontreinigingen moeten worden verwijderd voorafgaand aan een warmtebehandeling.
Als het metaal wordt blootgesteld aan hete gassen die zuurstof bevatten, wordt er een dikke scale gevormd. Deze scale is aan het oppervlak rijker aan zuurstof dan nabij het metaaloppervlak. De meeste zuurstofrijke scaletypen lossen vlot op in gewone beitsmiddelen, maar verwijdering van de dieper gelegen metaalrijke scale vereist zuren die het basismetaal zelf kunnen aantasten. Om die reden wordt de beitsbehandeling soms voorafgegaan door een voorbehandeling, zoals dompelen in een basisch-zoutbad, of wordt de scale eerst verwijderd met mechanische middelen, zoals gritstralen.
De laatste stap bestaat uit het verwijderen van scale en andere oppervlaktefouten van de normale beschermende oxidelaag en 25 tot 40 µm van het onderliggende basismetaal door middel van beitsen in een bad bestaande uit een mengsel van salpeterzuur en waterstoffluoride (HNO3 en HF). De beschermende laag herstelt zich aan de lucht boven het net gereinigde oppervlak. Deze oxidelaag is gelijkmatig en doet het roestvast-staaloppervlak in zijn normale passieve toestand verkeren.
Hoewel beitsten strikt genomen geen passiveerbehandeling is, levert het wel dezelfde voordelen. Beitsen is ook zeer geschikt voor het verwijderen van aanloopkleur bij lassen en voor het verbeteren van de corrosieweerstand van mechanisch gereinigde oppervlakken (zie afbeelding 1).
Zoutbad
Het verwijderen van oxide scale kan worden versneld door gebruik te maken van baden van gesmolten natriumhydroxide waaraan bepaalde reactieve stoffen zijn toegevoegd. Deze baden kunnen worden gebruikt voor vrijwel alle roestvast-staaltypen. Zoutbaden bieden verscheidene voordelen:
- ze werken alleen in op de scale en laten het basismetaal ongemoeid
- ze tasten geen gebieden aan waar interkristallijne carbiden aanwezig zijn.
Het gebruik van gesmolten-zoutbaden is iet aan te bevelen voor die roestvast-staaltypen die precipiatieharding vertonen bij de gebruikstemperatuur van het bad.
Nabehandeling van massagoed
Afwerkingsmethodes voor massaproducten bestaan uit een gecombineerde tuimelende (trommelen) en schurende werking die met succes wordt gebruikt voor de oppervlaktebehandeling van voorwerpen, gemaakt van roestvast staal. Ze kunnen geschikt worden gemaakt voor het verwijderen van bramen, scale en fluxresten en ze zijn eveneens bruikbaar voor lichte oppervlaktebehandelingen zoals reinigen, polijsten of kleuren. Nadat de massa-afwerkingsbehandeling is voltooid, worden de voorwerpen grondig afgespoeld met water en gedurende 10 tot 15 minuten gedompeld in een oplossing van 20 vol.% HNO3 met een temperatuur van 50°C, gevolgd door afspoelen met water. Als er oxide op het werkstuk achterblijft na massa-afwerking, dan moet die worden verwijderd door middel van beitsen in zuur.
Aan de hand van enkele voorbeelden wordt geschetst welke processen worden gebruikt voor het afwerken van roestvast stalen voorwerpen.
Eierdoppen
Vanwege hun vorm, kan een roestvast stalen eierdop niet op economische wijze worden afgewerkt door middel van schuren en polijsten. Massa-afwerking is dan een goed alternatief en levert een commercieel aanvaardbare afwerking op.
Eierdoppen worden getrommeld in een horizontaal vat met twee compartimenten, dat bestaat uit een stalen omhulling die volledig is bekleed met hardhout. Alle inwendige wanden, afdelingen en luiken zijn bekleed met hardhout om te voorkomen dat er contact plaatsvindt tussen het staal van de trommel en het roestvast staal van de voorwerpen.
Na voorafgaande wassing van de eierdoppen, worden ze samen met granietschilfers (grootte 4 of 5) in de trommel geladen in een verhouding van 1 op 1 doppen en schilfers. De trommel wordt dan geheel gevuld met warm water en een verbinding die bestaat uit een wasvloeistof en een reinigingsmiddel. Voor een normale afwerking duurt een trommelcyclus circa 2 uur. Als aan het eind van deze cyclus een nog glanzender afwerking wordt gewenst, wordt de volgende procedure gebruikt:
- tap water en verbinding af
- vul de trommel opnieuw met schoon water;
- trommel de lading gedurende enkele minuten;
- tap vloeistof af uit de trommel;
- voeg water en verbinding toe zoals aan het begin van de cyclus;
- trommel de lading gedurende een tijd die afhangt van de mate van gewenste glans.
Waaiers
Afbeelding 2 toont een waaier zoals wordt gebruikt in apparatuur voor de verwerking van melk. Deze kleine waaier is gemaakt van 316 plaat en vereist een 2B afwerking. Deze afwerking wordt verkregen door trommelen in twee stappen.
Eerst worden werkstukken in een houder vastgezet in een trommel, waarna een mengsel van gesinterde alumina van uiteenlopende afmetingen om tegemoet te komen aan grote en kleine diameters, totdat de trommel voor ongeveer 70% is gevuld. Er wordt tevens een licht basisch, grof schuurmiddel toegevoegd, dat dient ter versterking van de schuurwerking. Het waterniveau reikt tot ongeveer 25 mm boven deze vulling. De trommel wordt eerst gedurende 2 uur met de wijzers van de klok mee rondgedraaid, gevolgd door nog eens 2 uur ronddraaien tegen de wijzers van de klok in, om zeker te zijn dat alle oppervlakken aan de beurt komen. Deze 4 uur durende cyclus verwijdert scherpe randen en kerfjes en krasjes en geeft een mat satijnen afwerking.
Om tenslotte te komen tot de 2B afwerking, wordt de trommel grondig gespoeld met water totdat al het schuurmiddel en vuil is verwijderd. Dan wordt er een volledig oplosbaar, niet-schurend polijstmiddel toegevoegd dat dient als smeermiddel en dat de werkstukken kleurt en het waterniveau wordt verhoogd tot 75 mm boven de vulling ter bevordering van het bovendrijven van vuilsuspensies. Dezelfde 4 uur durende twee-richtingen trommelcyclus wordt dan herhaald.
Warmte-wisselaarplaten
Dit soort platen wordt geperst in 1,27 mm dikke 316 roestvast-staalplaat. Ze worden tezamen met opspanhouder getrommeld om de oorspronkelijke fabrieksafwerking en kleur te herstellen. Er worden 26 van dergelijke platen (230 mm breed en 800 mm lang) opgespannen in een houder die zodanig is ontworpen dat de platen rechtop staan en loodrecht op de as van de trommel. Opspanhouder en platen worden in een trommel geladen tezamen met 225 kg No.6 gebonden schilfers, die de trommel voor 65% van zijn capaciteit vullen. Vervolgens wordt er een scale-verwijderingsmiddel met lage pH toegevoegd om oxidatie en aanloopkleur te verwijderen en tenslotte wordt er water toegevoegd tot 25 mm boven het schilferniveau.
De trommel roteert met 15 omw/minuut gedurende een half uur met de wijzers van de klok mee en dan gedurende een half uur tegen de wijzers van de klok in. Na deze cyclus wordt de trommel gespoeld met water om alle residu te verwijderen waarna hij wordt geladen met een niet-schurend polijstmiddel dat een heldere kleur en glans produceert. Het waterniveau wordt verhoogd tot 75 mm boven het schilferniveau. Dezelfde rotatiecyclus wordt dan herhaald zij het dat de duur nu wordt verlengd tot 2 uur. Na polijsten worden de platen en de houder uit de trommel gehaald en gespoeld met heet water