


Diverse vormen van oppervlakteschade Roestvast Staal
De toestand van het oppervlak van roestvast staal is in hoge mate bepalend voor de prestaties tijdens gebruik. Er wordt veel moeite gedaan om het oppervlak in een conditie te brengen die ervoor zorgt dat het onderliggende metaal wordt beschermd tegen allerlei schadelijke inwerkingen. Het is dan ook van het allerhoogste belang om tijdens opvolgende bewerkingen dit oppervlak zoveel mogelijk in takt te houden. Dat dat niet altijd lukt wordt hier getoond aan de hand van enkele praktijkvoorbeelden.
A.J. Schornagel
Als het oppervlak van een vast voorwerp bewegend in aanraking is met een ander vast voorwerp of met enig ander medium, dan kunnen de volgende wisselwerkingen optreden:
- elastische vervorming;
- plastische vervorming;
- warmteoverdracht;
- omzetting van kinetische energie in warmte;
- kleven;
- materiaaloverdracht en verwijdering;
- chemische reactie;
- diffusie;
- plaatselijke smelting.
Warmteoverdracht en elastische vervorming, eenmaal ontspannen, laten geen blijvende sporen achter op vaste oppervlakken. Voor de andere hierboven vermelde invloeden geldt dat echter niet, zij laten sporen achter. Of sprake zal zijn van plaatselijke of van gelijkmatig verdeelde defecten hangt af van de verdeling en dichtheid per eenheid van oppervlakte van de gebeurtenissen die de schade veroorzaken. Plaatselijke aantasting kan optreden hetzij als gevolg van een enkele gebeurtenis hetzij als gevolg van de concentratie van vele gebeurtenissen op een bepaalde plaats van het oppervlak. Gelijkmatige materiaalverwijdering zal optreden als de beide componenten (vast, vloeibaar of gasvormig) op elkaar inwerken verdeeld over een groot oppervlak.
De consequenties van plastische vervorming moeten eveneens worden beschouwd als oppervlakteschade, zelfs als het aangrijpingspunt van de kracht, en dus de resulterende directe mechanische beweging, zich op enige afstand bevindt. Voorbeelden hiervan zijn insnoering als gevolg van strekken en plooivorming tijdens persen.
Mechanische oppervlakteschade
De volgende wisselwerkingen met het oppervlak van een vast voorwerp kunnen optreden: - een stroom vaste deeltjes die op een vast oppervlak botsen; - een vloeistofstroom op een vast oppervlak; - een gasstroom die een vast oppervlak raakt. In de praktijk worden vaste oppervlakken vaak getroffen door meerfazige stromen.
Mechanische oppervlakteschade door productieprocessen
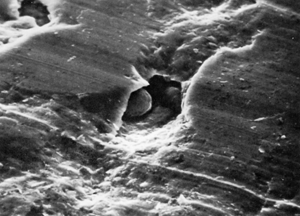
Gewalste oppervlaken De intensieve plastische vervorming in de walsspleet resulteert in de vorming van karakteristieke oppervlaktemarkeringen. De tangentiale afschuiving van de lagen materiaal nabij het oppervlak kunnen resulteren in de vorming van vrij grote ingewalste metaaloverlappingen. Op zijn minst worden er kleine overlappingen en plooien geproduceerd op het gewalste oppervlak. Als er zich verontreinigingsdeeltjes nabij het oppervlak bevinden, dan kunnen die leiden tot scheuren in de oppervlaktelaag, waarbij de insluitsels aan het licht komen (afbeelding 1). Het voorgaande geldt ook voor overeenkomstige typen van vervormingsprocessen zoals Pilgerwalsen.
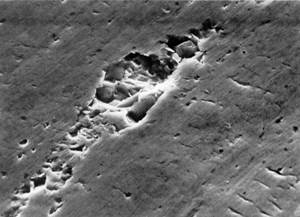
Afbeelding 1 Oppervlak van gewalst 17% chroomstaalplaat, met daarin een alumina insluitsel.
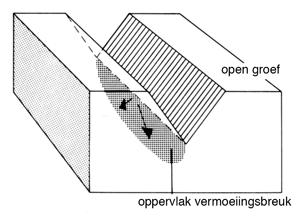
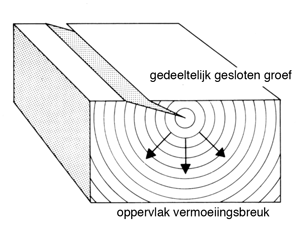
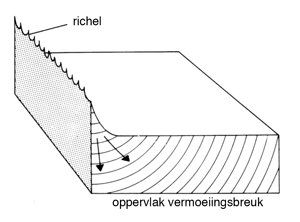
Afbeelding 2 Schematische voorbeelden van de initiatie van vermoeiingsscheuren op beschadigingen.
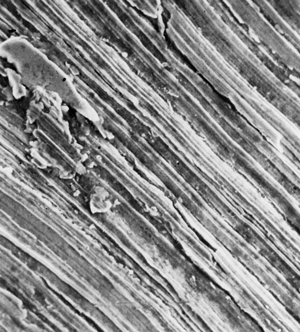
Afbeelding 3 Tijdens trekken van dunne roestvast-staalplaat (0,08C-1Si-1Mn-17Cr) vertoonde het oppervlak scheuring op een insluitsel.
Getrokken oppervlaken Gedurende alle typen trekprocessen waarbij het metaal langs een gereedschap of matrijs wordt getrokken (dieptrekken, draadtrekken, enzovoort), resulteert de intensieve vervorming in ter hoogte van de matrijs in de vorming van groeven of krassen in het oppervlak en in zones met sterke plastische vervorming. Bij onderdelen die worden onderworpen aan wisselende belasting, fungeren deze groeven vaak als beginpunten voor vermoeiingsbreuken (afbeelding 2). Als de plastische vervormbaarheid van het materiaal wordt overschreden of als er vreemde deeltjes in het oppervlak liggen ingebed, dan kan het oppervlak onder rechte hoeken ten opzichte van de trekrichting open scheuren (afbeelding 3). Deze vorm van breuk kan ook het gevolg zijn van onvoldoende oppervlaktesmering, waardoor er zich buitensporige trekspanningen aan het getrokken oppervlak kunnen opbouwen. In dergelijke gevallen kan er gebruik worden gemaakt van vaste smeermiddelen om de vorming van oppervlaktescheuren tegen te gaan. Oppervlakken gevormd door verspaning De groeven en richels die worden geproduceerd door metaal-snijbewerkingen zijn niet alleen fouten in termen van fysiek uiterlijk, maar het zijn ook plaatsen waarop vermoeiingsscheuren kunnen ontstaan. Zulke groeven zijn voorkeursplaatsen voor de initiatie van vermoeiingsscheuren ongeacht hun positie ten opzichte van de belastingsrichting. Dit feit houdt verband met de ongelijkmatige structuur en koudvervorming in het gebied van de groef. Puntfouten en richels kunnen op gelijke wijze fungeren als initiatieplaatsen voor vermoeiingsbreuk. Excessieve snijsnelheden en onvoldoende koeling kunnen leiden tot plaatselijk smelten van het metaal in de uitgesneden groeven.
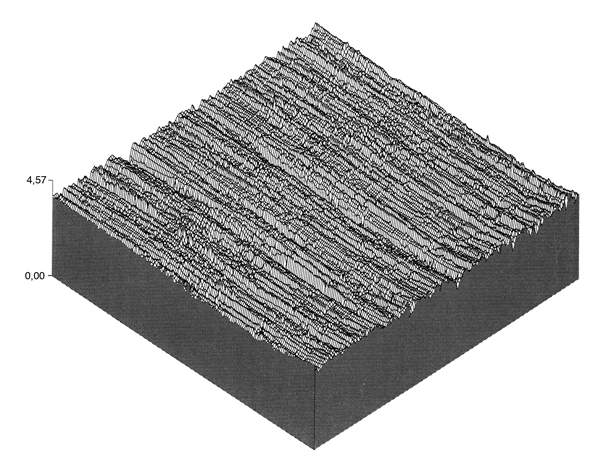
Axonomische projectie toont slijpsporen die zijn veroorzaakt door de snijdende werking van de slijpkorrels die zijn bevestigd aan het slijpwiel en het gerichte karakter van het slijpproces.
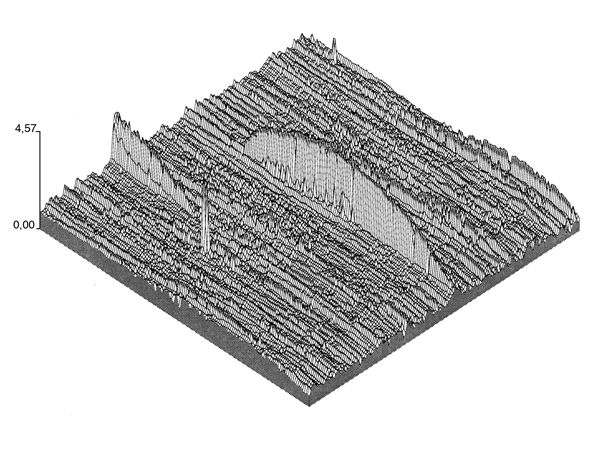
Om een goede indruk te krijgen van het effect van afzonderlijke korrels die in het oppervlak snijden is afbeelding 7 geïnverteerd. Hierdoor is te zien hoe waardevol een dergelijke inversie kan zijn om bepaalde ongebruikelijke oppervlakte karakteristieken eruit te pikken. Het diagram laat zien dat het oppervlak een diep dal bevat dat breed is aan de bovenkant en parabolisch versmalt naarmate het dieper in het metaal doordringt.
Afbeelding 4 Naast slijpkrassen vertoont een ruw geslepen metaaloppervlak altijd spanen die gedeeltelijk vastzitten aan het basismetaal. Tijdens bedrijf kunnen ze losbreken en schade veroorzaken.
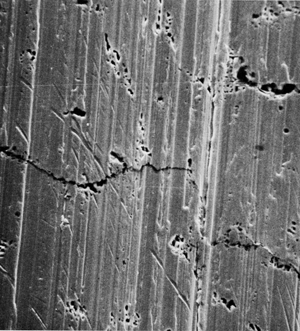
Afbeelding 5 Slijpscheuren in het oppervlak van een hittevast hooggelegeerd roestvast staal (0,4C-20Co-20Cr-20Ni).

Afbeelding 6 Verbranding als gevolg van slijpen. De continuïteit van de slijpgroeven is onderbroken door brosse oxidatieproducten op het metaaloppervlak.
Oppervlakten die zijn verspaand vertonen soms losjes hechtende spanen van zeer uiteenlopende afmetingen.
Deze spanen kunnen hetzij het oppervlak zelf beschadigen of delen van de verspaningsmachine, omdat ze door gehele machine kunnen worden meegevoerd zelfs tot in het oliecirculatiesysteem. Geslepen oppervlakken Slijpen is equivalent met een snelle reeks snijbewerkingen die worden uitgevoerd door miniatuur snijkanten (de korrels van het slijpsysteem) en dit geeft snijgroeven op het oppervlak. De groeven liggen dicht naast elkaar en overlappen elkaar. Als resultaat hiervan kunnen typische zaagtandmarkeringen of strookvorming worden waargenomen (afbeelding 4). Naast plastische vervorming kunnen er temperaturen worden bereikt, zelfs met nat slijpen, die het oppervlak ernstig kunnen beschadigen en wel als volgt: - Slijpscheuren: deze liggen onder rechte hoeken met de slijprichting (afbeelding 5) en, afhankelijk van de grootte en duur van de temperatuurstijging, kunnen hetzij plaatselijke breuk hetzij warmscheuring veroorzaken. Het type slijpscheur kan alleen worden bepaald nadat de scheur is opengewrongen. - Verbranden: in dit geval veroorzaakt de vrijgekomen warmte oxidatie van het metaaloppervlak. Tijdens afkoeling ondergaan de resulterende pieken of blaren van de oxidatielaag scheuring. Aangezien het oxide geen stroom geleid en omdat het grotendeels is geïsoleerd van het onderliggende metaal door de scheuren die het gevolg zijn van trekken, verschijnen oppervlakken die op deze manier zijn gescheurd helder onder de rasterelektronenmicroscoop (afbeelding 6) in vergelijking met de onbeschadigde metaallagen.