


Buigen en expanderen van roestvast stalen pijp en buis
Roestvast stalen pijpen en buizen maken meestal deel uit van een groter geheel. Voor dit doel worden over het algemeen standaard lengtes gebruikt. Om een leidingsysteem te construeren dient meer dan eens een bocht te worden aangebracht. Soms kunnen hiervoor losse bochten worden gebruikt maar sommige bochten zijn van dien aard dat een pijp/buis moet worden gebogen om te komen tot de vereiste geometrie. Soms moet ook de diameter aan de uiteinden worden vergroot.
A.J. Schornagel
Pijp of buis
Wat is het verschil tussen pijp en buis? Op het eerste gezicht is dat er niet, het zijn beide holle cilinders. Maar er is wel degelijk een verschil. Voor elke holle cilinder gelden er drie dimensies:
- de uitwendige diameter (UD)
- de inwendige diameter (ID)
- de wanddikte (WD)
Deze drie dimensies hangen met elkaar samen volgens:
UD = ID + 2 x WD
Men kan een pijp/buis specificeren door twee van deze drie getallen op te geven.
Buis wordt vaak gebruikt voor constructies en dan is de uitwendige diameter een belangrijk getal.
De sterkte hangt af van de wanddikte, dus wordt buis gespecificeerd aan de hand van de UD en de WD.
Pijp wordt gewoonlijk gebruikt voor het transport van gassen of vloeistoffen, dus is de dwarsdoorsnede belangrijk. Is de aanduiding van buis recht toe recht aan, voor pijp is dat beslist niet het geval. Alle pijp met gegeven nominale afmetingen heeft dezelfde UD. Maar in plaats van het direct specificeren van de wanddikte wordt er gebruik gemaakt van “schedule” getallen om de wanddikte te specificeren. Zo heeft een nominale 1/8 inch schedule 40 pijp een wanddikte van 0,068 inch (ID = 0,269 inch), terwijl een nominale 1/8 inch schedule 80 pijp een wanddikte heeft van 0,095 inch (ID = 0,215 inch).
Schedule getallen hebben geen mathematische relatie die kan worden gebruikt om ze om te zetten in equivalente wanddiktes. Hiervoor moet een tabel worden geraadpleegd.
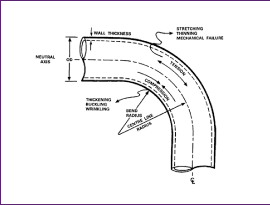
Afbeelding 1. Schematische voorstelling van de verschillende factoren die een rol spelen bij het buigen van pijp/buis.
Buigen
Buigen is een veel gebruikte bewerking (zie afbeelding 1). Roestvast stalen pijp/buis is echter niet zo makkelijke te buigen als koolstofstalen producten. Buigen veroorzaakt zowel trek- als drukspanningen:
- In het metaal aan de buitenkant van de buigradius heersen trekspanningen, die rek veroorzaken en het dunner worden van het metaal. Indien te hoog, dan zal de resulterende druk rating te laag zijn of tijdens het buigen kan er al scheuring optreden.
- Het metaal aan de binnenkant van de buigradius heersen drukspanningen, die het metaal dikker doen worden hetgeen kan resulteren in kreukelen of knikken.
- De wisselwerking tussen de trek- en drukspanningen kan resulteren in het afplatten van de pijp/buis.
Om kreukelen, knikken of afplatten te voorkomen, kan het nodig zijn om de in- en uitwendige oppervlakken te ondersteunen tijdens het buigen.
Hoe moeilijk of makkelijk het buigen verloopt hangt af van de afmetingen van de pijp/buis en de geometrie van de bocht.
- Hoe groter de verhouding van de uitwendige diameter (UD) tot de wanddikte, des te lager het vereiste vermogen om de bocht te vormen, maar des te hoger de neiging tot mechanische gebreken, kreukelen en knikken. Pijp met een relatief grote wanddikte is daarom moeilijker te buigen dan buis die een geringere wanddikte heeft.
- Hoe kleiner de verhouding van de radius van de middellijn tot de UD, des te intenser is de buigbewerking.
- Beschouwing van deze afhankelijkheid geeft een indicatie de mate van in- en uitwendige steun die moet worden gegeven tijdens buigen. Verder blijkt hieruit of buigen van een pijp/buis van gegeven afmetingen volgens een specifieke buiggeometrie mogelijk of praktisch is.
De eigenschappen van het roestvast-staaltype in kwestie zijn van invloed op de buigbewerking:
- De hoge taaiheid van austenitisch roestvast staal staat een grotere rek en wanddikteafname toe.
- De sterke mate van versteviging als gevolg van vervorming van austenitisch roestvast staal vereist hogere vermogens om het te kunnen buigen en verhoogt ook de neiging tot kreukelen en knikken.
- Austenitische pijp/buis die is koudbewerkt tijdens fabricage en geen opvolgende zachtgloeiïng heeft ondergaan, zal verstevigd zijn. Zulk materiaal is moeilijker te buigen wegens zijn hogere sterkte en lagere taaiheid. Om deze reden wordt er gewoonlijk zachtgegloeide buis gebruikt voor alle significante buigbewerkingen.
- De relatief lage taaiheid van ferritisch roestvast staal maakt buigen lastiger en beperkt de productie tot minder scherpe bochten.
Verwarmen van roestvast stalen pijp en buis voor buigen heeft veel nadelen en dient achterwege te blijven. Als het al wordt toegepast, doen moet het met de grootst mogelijke voorzichtigheid plaatsvinden onder scherp gecontroleerde omstandigheden en door ervaren personeel.
Een uitzondering op bovenstaande is inductiebuigen. Een zeer nauwe inductiespoel rondom de pijp verwarmt zeer snel een kleine pijplengte. De pijp wordt langzaam door de spoel getrokken en tegelijkertijd licht gebogen. Watersproeiers naast de spoel zorgen voor snelle koeling van het staal. Dit proces is ook te gebruiken voor andere staalsoorten dan roestvast staal en niet alleen voor pijp/buis maar ook voor balken, kolommen, hoeken, enz.
Buigen vindt plaats te velde maar vaker bij gespecialiseerde buigbedrijven die bochten in tal van configuraties vervaardigen.
Expanderen
Expanderen is een koudbewerkingsproces waarbij de diameter wordt vergroot over een betrekkelijk korte lengte. Het wordt meestal toegepast op buis.
De hoge taaiheid van austenitisch roestvast staal maakt het bij uitstek geschikt voor expansiedoeleinden. Expanderen omvat bewerkingen zoals:
- optrompen van buiseinden voor simpele mannetje-vrouwtje verbindingen en voor het maken van opschuiffittingen voor niet-kritische toepassingen
- het maken van flenzen aan buisuiteinden is een uitbreiding van optrompen waarbij een flens wordt geperst vanuit een vooraf opgetrompt uiteinde totdat die een hoek maakt van 90° met de as van de buis
- expanderen van pijpen in pijpenplaten van warmtewisselaars.
Expanderen van pijpen in pijpenplaten van warmtewisselaars
Een belangrijke toepassing voor roestvast stalen pijpen (geproduceerd volgens ASTM A213 of A249) is in warmtewisselaars. De UD ligt meestal tussen ongeveer 15 en 50 mm.
De pijpen worden vastgezet in de pijpenplaat door middel van expanderen, wat resulteert in een verbinding met hoge efficiëntie en integriteit. Bepaalde voorzorgen en eisen zijn kritisch bij het verzekeren van efficiëntie van een geëxpandeerde verbinding. De pijp tot plaat tolerantie moet binnen nauwe grenzen worden gehouden. Deze toleranties zijn gespecificeerd in standaarden zoals TEMA Class RCB-7-41.
De pijpeinden en de gaten in de plaat moeten geheel vrij zijn van verontreinigingen. De oppervlakken van de gaten moeten verder vrij zijn van mechanische oppervlaktebeschadigingen zoals krassen. Dit geldt ook voor de oppervlakken van de pijpeinden, die ook vrij moeten zijn van krassen of kerven.
Roterende hydraulische moment-gestuurde 4 tot 5 rol-expanders worden gebruikt ter verzekering van consistentie tijdens expanderen. De maximum lengte van de pijp die moet worden geëxpandeerd komt overeen met de dikte van de pijpenplaat. De mate van expansie mag niet meer zijn dan een reductie van 6% van de pijpwanddikte.
Er moeten eerst een aantal testexpansies worden uitgevoerd om het exacte moment vast te stellen dat nodig is om een lekvrije verbinding tot stand te brengen.
Te sterke expansie van de pijpen reduceert de mechanische sterkte en stabiliteit van de geëxpandeerde verbinding.
Toepassingen van roestvast stalen pijp en buis
Buis
Roestvast stalen buis wordt vaak gebruikt in leidingen die onder druk staan.
De kosten van het buizensysteem kunnen zo’n 20% belopen van de totale kosten van de installatie. Correcte specificatie van de buizen is dus kritisch.
Alle ontwerpers die zijn betrokken bij de verschillende onderdelen van de installatie moeten uitgaan van dezelfde berekeningsbasis van de buisafmetingen en dat moet zo blijven gedurende alle fazen van het project. Daar de kosten een belangrijke factor vormen, dient er voordeel te worden getrokken uit de hogere mechanische eigenschappen en hoge weerstand tegen corrosie van roestvast staal waardoor er gebruik kan worden gemaakt van dunwandiger materiaal. Dit kan worden toegelicht met een vergelijking van de geïnstalleerde kostenverhoudingen (installed cost ratios: ICR) van verschillende buismaterialen en afmetingen:
- 50 mm nominale diameter schedule 40 koolstofstalen buis - ICR 1,0
- zonder voordeel te trekken van de betere eigenschappen van roestvast staal: zelfde afmetingen type 304 - ICR 1,75
- wel voordeel trekken van de betere eigenschappen van roestvast staal: 50 mm schedule 10, type 304 - ICR 1,42.
Dit geeft een indicatie van de besparingen die kunnen worden behaald. De besparingen worden aanzienlijker naarmate de UD van de buis toeneemt.
Roestvast staal wordt meestal gespecificeerd volgens ASTM A312, die zowel naadloze als langsnaadgelaste pijp dekt. Toegelaten werkdruk voor roestvast stalen buis wordt berekend met formules zoals die worden gegeven in specificaties zoals de ASME pressure vessel code.
Pijp
Roestvast stalen pijp wordt geproduceerd volgens specificatie ASTM A213 of A249 en wordt veel gebruikt voor transport van gassen en vloeistoffen en in warmtewisselaars.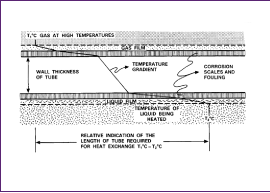
Afbeelding 2. Schematische weergave van de invloed op de warmteoverdracht van de metallische buiswand, de corrosielagen en verontreiniging, de gas en vloeistof lagen.
Warmteoverdracht van roestvast staal
De thermische geleidbaarheid is een maat van de hoeveelheid of snelheid waarmee warmte door een materiaal stroomt vanaf plaatsen met verschillende temperaturen. Roestvast staal heeft een lage thermische geleidbaarheid en zou derhalve zijn uitgesloten van gebruik dat gepaard gaat met warmteoverdracht, zoals warmtewisselaars. Uit afbeelding 2 valt echter op te maken dat het belangrijkste effect van warmteoverdracht afkomstig is van lagen corrosieproducten of verontreiniging op de metaaloppervlakken alsmede de gas of vloeistof contactlagen die aanwezig zijn.
Roestvast staal biedt in feite aanzienlijke voordelen voor toepassingen zoals in warmtewisselaars. Wegens zijn hoge corrosieweerstand blijft het oppervlak nagenoeg vrij van corrosielagen en is daarmee ook bestand tegen vervuiling door bijvoorbeeld zee organismen. De gladheid van het oppervlak beperkt de dikte van de gas en vloeistof contactfilms tot een minimum.
Voornoemde drie factoren hebben weinig of niets te lijden van verslechtering met het verstrijken van de tijd. Daarom blijft de efficiëntie van het uitwisselen van warmte gedurende lange gebruiksperiodes gehandhaafd. Daar komt nog bij dat dunwandiger buizen kunnen worden gebruikt wegens de relatief hoge sterkte van roestvast staal. Het netto effect is dat warmtewisselaars die zijn voorzien van roestvast stalen buizen een hoge langdurige efficiëntie bezitten en met kortere buizen toe kunnen om de vereiste warmteoverdracht uit te kunnen voeren.
Andere toepassingen van roestvast stalen buis liggen in de farmaceutische, zuivel, voedingsmiddelen en frisdrank industrie.
Door de inwendige overdikte van de rondlas vlak te walsen krijgt het gehele inwendige oppervlak van de buis/pijpleiding een gladde niet-poreuze afwerking die overeenkomt met koudgewalste 2B afwerking. Er zijn dus geen aanhechtingsplaatsen voor bacteriën. Daar komt nog bij dat het gemak waarmee kan worden gereinigd en gesteriliseerd bijdraagt tot de hoge hygiëne factor die zo belangrijk is in deze takken van industrie. Voor extreem kritische hygiënische toepassingen, met name in de farmaceutische industrie, kunnen de inwendige oppervlakken een elektrolytische polijstbehandeling ondergaan tot een spiegelgladde afwerking.
Roestvast stalen buis wordt gebruikt voor een groot aantal andere toepassingen van zowel niet-kritische (bijvoorbeeld leuningwerk) als kritische (bijvoorbeeld hydraulische leidingen) aard, die hetzij geen afwerking behoeven, zoals standaard “as welded” (AW) buis, of een variëteit aan nabehandelingen zoals bijvoorbeeld polijsten of expanderen.