


Verbetering vermoeiingslevensduur van austenitisch roestvast staal door borstelen
Een eenvoudige behandeling zoals borstelen van een oppervlak van austenitisch roestvast staal kan een aanzienlijke bijdrage leveren aan de verbetering van de weerstand tegen vermoeiing. Oppervlaktedefecten die het gevolg zijn van voorafgaande slijp- en polijstbewerkingen worden verwijderd en er ontstaat een geharde oppervlaktelaag met resterende drukspanningen, die initiatie van vermoeiingsscheuren tegengaat.
A.J.Schornagel
Verwijderen van materiaal d.m.v. slijpen kan worden gekenmerkt als vorming van microspanen die worden afgesneden door de snijkanten van de slijp korrels. Dit specifieke mechanisme voor materiaalverwijdering via verspanen biedt ruime toepassingen voor oppervlakken waaraan hoge eisen worden gesteld wat betreft geometrie bij nauwe toleranties, zelfs voor materiaal dat bekend staat als slecht verspaanbaar. Omdat spaanvorming het gevolg is van intense afschuiving in een extreem dunne zone, bij zeer hoge vervormingssnelheden en gedurende zeer korte tijd, kan de opgewekte warmte maar moeilijk worden afgevoerd uit de slijpzone. Dit leidt tot oppervlakken met geringe samenhang en met problemen zoals oppervlakteverbranding, het weer vastwellen van spanen, scheuren in en vlak onder het oppervlak, mechanische en metallurgische omzettingen van de bovenste lagen van het werkstuk, alsmede rest-trekspanningen in het oppervlak.
Deze kenmerken en in het bijzonder de grootte van de resterende trekspanningen in het oppervlak blijken de vermoeiingslevensduur van mechanische onderdelen die onderhevig zijn geweest aan slijpen sterk te beïnvloeden door het opwekken en uitbreiden van vermoeiingsscheuren. Daar staat tegenover dat drukspanningen in het oppervlak de vermoeiingslevensduur gewoonlijk verlengen. Om profijt te kunnen trekken van dit laatste, dienen in geslepen werkstukken drukspanningen te worden opgewekt. Dit kan worden bereikt door middel van fijnslijpcondities met lage werksnelheden en geringe snedediepte, en, indien nodig, het gebruik van dure slijpwielen met daarop speciale slijpmiddelen zoals SG (Sol Gel), CBN (Cu bic Baron Nitride) of diamant. Deze oplossingen blijken van aanzienlijke invloed op de kosten van de slijpbewerking, omdat ze de productiviteit verlagen en extra uitgaven meebrengen voor de aanschaf en het onderhoud van de slijpwielen.
Een andere manier om opzettelijk drukspanningen in het oppervlak en de lagen daar vlak onder aan te brengen, bestaat uit het gebruik van bijkomende oppervlaktebehandelingen zoals polijsten, parelstralen, kogelpolijsten, ultrasoonbehandeling, deklagen oppervlaktenitreren en/of laser shock peening. Bij deze laatste behandeling wordt het te bewerken oppervlak bedekt met een opofferingsmateriaal dat laserstralen kan absorberen. Gewoonlijk is dat zwarte verf. Deze laag wordt op zijn beurt bedekt met water dat transparant is voor laserstralen maar dat wel kan fungeren als een insluitend medium voor het plasma. Het plasma
ontstaat door doorstraling van het opofferend medium d.m.v. een puls van een hoog-vermogenslaser, waardoor het medium verdampt en waarbij de damp gedeeltelijk wordt geïoniseerd tot een plasma. Het plasma zet uit maar wordt begrensd door het laagje water, waardoor de uitzetting een mechanische schokgolf opwekt die tot in het werkstuk doordringt.
De druk van de schok is groter dan de rekgrens van het te behandelen metaal, zodat het metaal plastisch wordt vervormd tot een diepte waar de druk niet langer hoger is dan de rekgrens. Het onvervormde metaal tracht de oorspronkelijke vorm van het oppervlak te herstellen, waardoor er drukspanningen in de lagen net onder het oppervlak worden opgewekt. De vermoeiingssteekte als gevolg van deze behandelingen kan variëren van 9% tot 36%, afhankelijk van het soort behandeling, de behandelingsomstandigheden, het behandeld materiaal en verspaningsproces. Laser shot peening en kogelstralen beïnvloeden heel duidelijk de oppervlakteruwheid na verspaning. Dit is van belang als dergelijke oppervlaktebehandelingen moeten worden overwogen voor oppervlakken waarvoor een lage ruwheid wordt geëist. De andere hoofdparameters die in ogenschouw moeten worden genomen bij de selectie van een oppervlaktebehandelingsproces zijn de prijs van de behandeling en de geometrie van de te behandelen voorwerpen. Zo blijft toepassing van ball burnishing en diepwalsen gewoonlijk beperkt tot voorwerpen. met rotatiesymmetrie, terwijl hameren en kogelstralen dikwijls worden toegepast voor voorwerpen met onregelmatiger oppervlakken. Wat betreft laser shot peening, ultrasone impact behandeling en deklagen, ondanks gunstige beoordelingen blijven ze duur en blijft hun gebruik beperkt tot werkstukken met gecompliceerde geometrie waarvoor andere technieken onbruikbaar zijn.
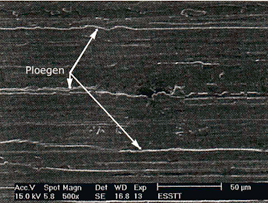
Afbeelding 1 Algemeen aanzicht van geslepen austenitisch roestvast staaloppervlak met ploegsporen.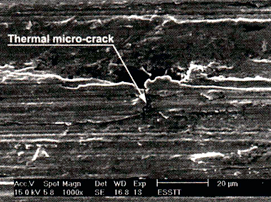
Afbeelding 2 Thermische microscheur op de bodem van een slijpgroef als gevolg van warmteontwikkeling.
Een andere methode die kan zorgen voor introductie van restdrukspanningen in de bovenste lagen van het oppervlak van voorwerpen is koudvervorming als gevolg van borstelen. Deze goedkope, snelle en makkelijke techniek wordt doorgaans gebruikt voor ter plaatse polijsten, ontbramen en verwijderen van dunne verontreinigingslagen. Recent ontwikkelde borsteltechnieken maken gebruik van robotsystemen voor automatisch ontbramen en toepassingen voor het afwerken van oppervlakken met complexe geometriën. Hoewel echter bekend is dat de stijfheid van de borstel, de rotatiesnelheid en de op het werkstuk uitgeoefende druk een cruciale rol spelen bij de snelheid waarmee materiaal wordt verwijderd en de verkregen oppervlaktetoestand, is er slechts beperkte informatie voorhanden met betrekking tot de oppervlaktesamenhang na borstelen en zeker met betrekking tot de invloed op verbetering van de vermoeiingslevensduur van geborstelde voorwerpen. Een klasse materiaal waarvoor borstelen wordt overwogen is roestvast staal. In geval van AISI 316L blijken aanzienlijke verbeteringen te behalen in geval van put- en spleetcorrosie en corrosieweerstand onder mechanische spanning in agressieve media. Deze verbeteringen zijn te verklaren uit het feit dat het borstelproces een hardende invloed heeft als gevolg van plastische vervorming, hetgeen leidt tot drukspanningen in het behandelde oppervlak.
Oppervlakteverbetering als gevolg van borstelen
Borstelen van een RVS-oppervlak resulteerde in verwijdering van oppervlaktemateriaal, hetgeen juist voldoende was om het zijdelings weggevloeide metaal te verwijderen, alsmede bramen, microscheurtjes en de vlak onder het oppervlak aanwezige resterende trekspanningen die zijn opgewekt door de slijpbehandeling. De verbeteringen van de kwaliteit van het geslepen oppervlak zijn de volgende:
- Verbetering van de oppervlakteruwheid, hetgeen tot uitdrukking komt in een lagere waarde van Rt als gevolg van de plastische vervorming van het geslepen oppervlak door het borstelen. De Rt-waarde kon worden verlaagd tot ongeveer 60% van zijn oorspronkelijke waarde. Bovendien waren de scherpe opstaande randen van de slijpgroeven verdwenen en vertoonden na borstelen een veel afgeronder profiel.
- Verbetering van de kwaliteit van het oppervlak en de er vlak onder gelegen laag als gevolg van deformatieharding, hetgeen resulteerde in hogere oppervlaktehardheid en een dikkere geharde laag zonder sporen van oppervlaktemicroscheuren. Verbetering van de verdeling van de restspanningen, die varieert van trekspanningen in het geslepen oppervlak tot drukspanningen in de geborstelde oppervlakken. De maximum waarde van de resttrekspanning in het geslepen oppervlak was maximaal in de laag net onder het oppervlak. De lagere waarde van de restspanningen, zoals die zijn gemeten aan het geslepen oppervlak, is te verklaren vanuit het relaxerende effect van de oppervlaktemicroscheuren die het gevolg zijn van de hoge thermische belasting die deze oppervlakken hebben te doorstaan tijdens slijpen.
Verbetering vermoeiingslevensduur
Borstelen bleek de vermoeiingslevensduur bij 2 x 106 cycli te verlengen ten opzichte van alleen geslepen oppervlakken. Deze verbetering van de vermoeiingsweerstand valt te verklaren uit versterking van de integriteit van het geslepen oppervlak door het te borstelen. Immers, de vermoeiingslevensduur en in het bijzonder het mechanisme van het ontstaan van vermoeiingsscheuren en de eerste uitbreidingsfase onder invloed van trekspanningen in het oppervlak worden hoofdzakelijk beheerst door de volgende oppervlaktekenmerken.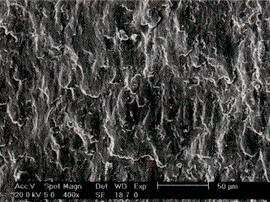
Afbeelding 3 Algemeen aanzicht van geborsteld austenitisch roestvast staaloppervlak.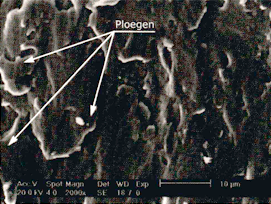
Afbeelding 4 Ploegen als gevolg van plastische vervorming van het geborstelde austenitische staaloppervlak.
Oppervlakteruwheid
De vermoeiingssteekte wordt sterk beïnvloed door de oppervlakteruwheid. De vermoeiingssteekte kon binnen een orde van grootte worden gevarieerd indien de oppervlakteruwheid werd afgewisseld d.m.v. verschillende bewerkingsmethodes, zoals smeden, slijpen en polijsten. Er werd waargenomen dat de hoge en scherpe dalen die kenmerkend zijn voor slijpwerk potentiële plaatsen vormen voor het begin van vermoeiingsscheuren, omdat ze kunnen worden opgevat als belangrijke plaatsen voor concentraties voor microspanningen. Het blijkt dat vermoeiingsscheuren ontstaan en uitgroeien vanuit de bodem van de slijpgroeven. De oppervlakteruwheid van werkstukken die zijn geslepen kan dus worden gezien als een belangrijke parameter die aanzienlijke invloed heeft op de vermoeiingslevensduur. Toepassing van borstelen op dergelijke oppervlakken resulteert in een gladder oppervlak, dat wordt gekenmerkt door een lagere Rt-waarde en een lagere gevoeligheid voor vorming van vermoeiingsscheuren.
Deformatiehardingsinvloeden
Harding van het metaal direct onder het oppervlak als gevolg van diverse bewerkingen is van invloed op het vermoeiingsgedrag. Aantal en diepte van de groeven, alsmede de grootte van de opgewekte drukspanningen en de periodieke afname van deze drukspanningen tijdens belastingswisselingen, zijn hierbij van doorslaggevende invloed op het ontstaan van vermoeiingsscheuren onder wisselende belasting. Er is geconstateerd dat een hoge mate van oppervlakteharding het ontstaan van vermoeiingsscheuren vertraagt en dat een dikke laag waarin harding is opgetreden resulteert in minder periodieke drukspanningsafname tijdens wisselende belasting, hetgeen de vermoeiingslevensduur verhoogt. Borstelen resulteert in hogere oppervlakteharding die zich tot grotere diepte uitstrekt. De vermoeiingssterkte die kan worden weergegeven door de vermoeiingslimiet sD kan worden verbeterd door de grotere dikte van de oppervlaktehardingslaag, die het begin van vermoeiingsscheuren vertraägt. De vermoeiingslevensduur die wordt voorgesteld door het aantal wisselingen tot breuk, kan worden verlengd door een geharde laag die het doen afnemen van de drukspanningen tijdens wisselende belasting tegengaat.
Conclusie
Een eenvoudige en goedkope mechanische oppervlaktebehandeling als borstelen is in staat om, door de heilzame werking ervan op de oppervlakteruwheid en het harden van het oppervlak en de lagen daar vlak onder, de vermoeiingssterkte van austenitisch roestvast staal aanmerkelijk te verhogen.