


Explosief plateren onder vacuüm
De tendens van de laatste jaren laat zien, dat er steeds edeler en daardoor ook duurder materiaal wordt verwerkt in onder andere de nucleaire industrie, chemie, apparatenbouw, offshore, ontziltings-en ontzwavelingsindustrie. Redenen voor gebruik en toepassing van deze edelere metalen zijn:
- verhogen van de levensduur, waardoor kostbare onderhouds-en reparatietijd aanmerkelijk worden gereduceerd;
- hogere eisen ten aanzien van het materiaal, vanwege hogere druk, hogere temperatuur en agressievere media.
De heer Schilders is werkzaam bij Testa B.V. te Leerdam.
(artikel gepubliceerd in Roestvast Staal nummer 4, 1992- artikel 92)
Inleiding
Plateren is ontstaan vanwege kostenbesparing, verkrijgbaarheid en het niet zelden ontbreken van alternatieven, en wordt om deze redenen ook steeds meer toegepast. Het onder vacuüm verbinden van twee materialen wordt bij het plateren gerealiseerd via een gecontroleerde explosie (de materialen kunnen zowel ferro al s non-ferro metalen zijn en zijn meestal in de vorm van platen). Hierbij wordt de te plateren plaat over een van tevoren berekende afstand tegen de basisplaat geslagen. De contactvlakken van de beide platen nemen door de uiterst kortstondige hoge druk en het zeer hoge energieniveau een quasi vloeibare toestand aan, waardoor een atomaire verbinding tot stand kan komen. Daar deze energietoestand door de wel zeer hoge druk bereikt wordt en de temperatuur vanwege het vacuüm geen invloedrijke rol speelt, blijven de oorspronkelijke mechanische waarden van de beide materialen behouden. Met behulp van dit procédé zijn ook uitstekend metalen te plateren die vanuit metallurgisch standpunt niet of alleen met slechte kwaliteitsresultaten te verbinden zijn. De voordelen van het plateren onder vacuüm zijn:
- gelijkblijvende en beheersbare kwaliteit;
- nadelige invloeden van de atmosfeer worden geëlimineerd;
- onafhankelijk van weersomstandigheden;
- minimale transportafstanden;
- minder springstof nodig.
Plateren van platen en/of schijven
Afhankelijk van het te plateren materiaal kunnen platen en schijven geplateerd worden met zeer geringe plateringsdikten. Deze produkten worden voornamelijk toegepast in de apparatenbouw als prijsgunstig alternatief van massieve plaat. De sterkte is bij gebruik van de gangbare materiaalcombinaties gelijk of groter dan die van de zwakste van de twee (afb. 1 ). 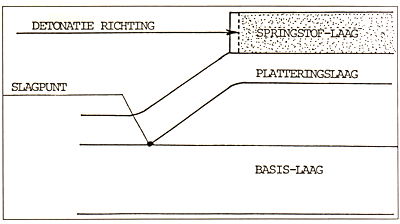
Afbeelding 1. Schematische voorstelling explosief plateren schijven en! of platen.
Verbinden van buizen in pijpplaten
Bij het verbinden van buizen in pijpplaten onderscheidt men (zie afb. 2):
1) Explosief lassen
Dit heeft als voordee l ten opzichte van conventioneel lassen:
- hoge corrosiebestendigheid omdat de oorspronkelijke eigenschappen van het materiaal behouden blijven (geen lasmateriaal, geen smeltblad, geen warmtebeïnvloede zone);
- hogere levensduur ten opzichte van gelaste buizen, omdat de verbinding over een lengte van 10-20 mm plaatsvindt;
- elke materiaalcombinatie is mogelijk bijvoorbeeld: messing of titaan met H II, ketel plaat, tantaal, aluminium of koper met a ustenitisch roestvasntaal.
2) Explosief verwijden
Bij pijp/pijpplaat-verbindingen met dikten vanaf 80 mm is het explosief vergroten uit kwaliteitsoogpunt een
betere uitvoering dan het hydraulisch verwijden of het mechanisch inwalsen, zeer zeker ook voor hogedruk toepassingen. Het vergroten vindt normaal plaats over de gehele inwendige buislengte en bereikt verbindingssterkten boven de rekgrenswaarden van het buismateriaal en kan daarom ook als alternatief worden beschouwd voor het conventioneellassen van buizen.
3) Explosief bekleden
Hieronder wordt het inwendig bekleden verstaan van buizen, apparaten en onderdelen. Afhankelijk van de eisen en de technische haalbaarheid wordt het bekledingsmateriaal homogeen verbonden met de basisvormen of eventueel spleetvrij aangelegd.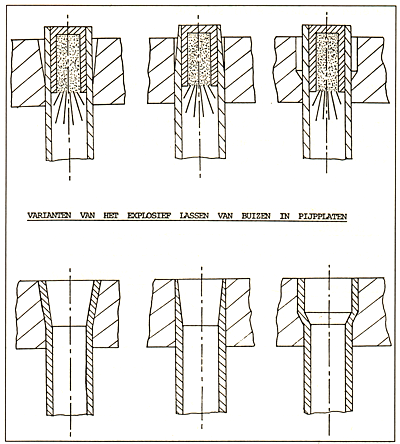
Afbeelding 2. Schematische weergave verbinden van buizen in pi;pplaten.
Overige toepassingen
1) Doorvoer verbindingsstukken
Verbindingsstukken en overgangsdelen van twee normaal niet met elkaar te verbinden materiaalsoorten worden voor bepaalde industrieën (zoals lucht-en ruimtevaart, koel-en vriestechniek) via explosief plateren uitgevoerd. Veel voorkomende materiaalverbindingen zijn aluminium of titaan met austenitisch roestvast staal.
2) Explosief vervormen
Dunwandige plaatdelen (zoals pijpjes en sproeiers) van moeilijk of omslachtig te bewerken materialen kunnen door middel van een springlading worden vervormd. Hierbij wordt, uitgaande van een eenvoudige geometrische vorm, (buis-of konischvormig) een deel in een matrijs met een hoge maatnauwkeurigheid explosief vervormd.
Vergelijking met alternatieve methoden
Ten opzichte van het vacuüm plateren zijn er de volgende alternatieven:
- exploderen in de vrije atmosfeer
- walsen van geëxplodeerde plakken
- direct walsplateren
- oplassen
De laatstgenoemde methode is alleen toepasbaar bij lasbare metaaltypen en komt op grond van de kostbare uitvoering (hoge produktie-en materiaalkosten) bij grote oppervlakten eigenlijk niet als concurrerende methode in aanmerking. Het direct walsplateren of walsen van geëxplodeerde plakken kan alleen bij bepaalde materiaalcombinaties als alternatief worden beschouwd (zie tabel 1 + la). Het walsen van bekledingsdihen kleiner dan 3 mm levert aanzienlijke moeilijkheden op met de toleranties en beperkt in veel gevallen, door de sterke vervorming, de mogelijkheid van een opvolgende warmtebehandeling. Tijdens warmtebehandeling vindt er diffusie plaats tussen basis-en bekledingsmateriaal waardoor de corrosieweerstand weer gedeeltelijk verloren gaat. De mechanische hechting tussen basis-en bekledingsmateriaal is door deze methode wezenlijk lager, waardoor voor vele uitvoeringen alleen het explosief plateren (onder vacuüm) overblijft. Dat is onder andere het geval bij:
- Basismateriaal: ketelplaat volgens DIN 17155 en fijn korrelig constructiestaal volgens DIN 171102, dat bekleed is met: Cu Mn 2, Cu Al 10 Ni, Cu Zn 20 Al, Ni Mo 28, Ta/W-legeringen.
- Basismateriaal: austenitisch roestvast staal volgens DIN 17440 en exotischer austenitische typen zoals X 10 Ni Cr Al Ti 3220 en X 2 Ni Cr Al Ti 3220; hierbij is plateren met de gebruikelijke bekledingsmaterialen alleen via het explosief plateren (onder vacuüm) mogelijk.
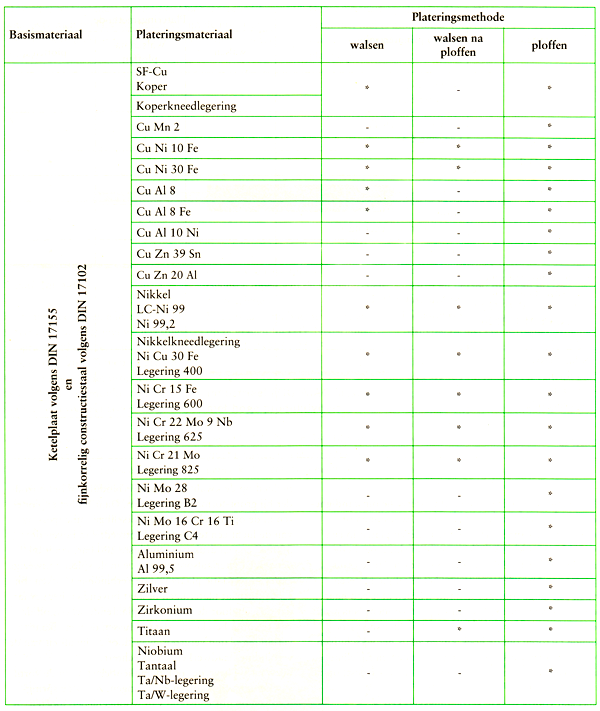
Tabel 1.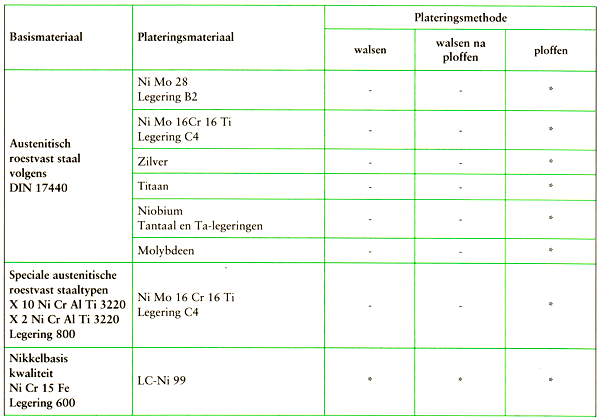
Tabel 1a.
Het explosief plateren onder atmosferische omstandigheden vindt plaats in steenafgravingen, woestijnen of onderaardse gangen. Daar de te plateren platen in een werkplaats moeten worden voorbewerkt, moet in de regel voor het feitelijke plateren vaak een lange transportafstand worden moet voor het feitelijke plateren vaak een lange transportafstand worden afgelegd naar de plaats waar de explosie moet plaatsvinden. Naast omslachtige maatregelen kon ook kwaliteitsbeïnvloedende factoren om de hoek kijken zoals het verschuiven van de voorbewerkte plateringsafstanden en tijdelijke inwerking van atmosferische invloeden (vliegroest) op de speciaal voorbewerkte verbindingsv lakken. Het exploderen op genoemde plaatsen heeft nog meer belangrijke nadelen, zoals de afhankelijkheid van weersomstandigheden. De atmosferische lucht in de spleet tussen basis-en bekledingsmateriaal heeft een nadelige in vloed op de kwaliteit van de verbinding, in het bijzonder bij groot-formaat plateringen. Daar bij het exploderen in de open lucht door de plotselinge samenpersing van de lucht een temperatuur optreedt van boven de 3000°C en een druk van tenminste 200 bar, vindt bij bepaalde materiaalsoorten met de in de spleet aanwezige zuurstof oxydatie plaats van de verbindingsv lakken.
Bij groot-formaat plateringen bestaat bovendien het gevaar dat de zich door de lucht voortplantende schokgo lf de van te voren berekende afstand tu ssen de met elkaar te verbinden platen vergroot, waardoor de kwaliteit van de verbinding daadwerkelijk vers lechtert. Bezwaarlijk is verder ook de milieubelasting in de vorm van geluid, schokgolven en bevingen, zodat de springplaatsen op grote afstand van woongebieden moeten worden gekozen. Bij G.V.M. te Bocholt hebben de explosies plaats in vacuüm-gezogen bunkers, die zi jn geplaatst op het aldaar aanwezige industrieterrein. Door de techniek De meeste materiaalsoorten zijn alleen verkrijgbaar in waarover men bij G.V.M. beschikt zijn de bovengeplaat met kleine afmetingen (bijv. 2000 x 1000 mm). noemde bezwaren respectievelijk nadelen hierbij uitgeMet de plateringstechniek kunnen ook groot-formaat sloten. platen worden geleverd.