


Lastechnisch construeren van RVS apparaten
In apparaten van roestvast staal worden normaliter veel lasverbindingen toegepast. Lastechnisch construeren, noodzakelijk voor de realisatie van betrouwbare verbindingen, vereist kennis van lasmetaalkunde, lastechnologie en gebruiksomstandigheden. Indien deze kennis niet voorhanden is, of als deze kennis onjuist wordt toegepast, dan zullen de productiekosten voor de apparaten te hoog zijn en kan de concurrentieslag op de markt niet worden gewonnen.
Ing. Jelle Brantsma, IWE;
Op een goede manier lastechnisch construeren is vaak bijzonder lastig. De constructeur die verantwoordelijk is voor het ontwerp van een roestvast stalen apparaat heeft vaak een ernstige handicap. Ondanks dat er voldoende kennis van berekeningen ter beschikking is en er vaak ook wel kennis is over de constructiematerialen, ontbreekt het vaak aan de overige informatie over de factoren die van belang zijn om lastechnisch gesproken goed te construeren, beter gezegd lasgericht te construeren. Tijdens het construeren moet namelijk bij iedere stap in het ontwerpproces de materiaalselectie, materiaalinkoop, de productie, de inspectie en het transport naar de eindgebruiker in beschouwing worden genomen. Deze gegevens zijn vaak niet (volledig) beschikbaar, maar wel essentieel om goed lastechnisch te kunnen construeren.
Daarnaast zijn uiteraard de bedrijfscondities zoals druk, drukcycli, temperatuur, temperatuurcycli, procesmedium en wisselingen in het procesmedium van belang, en dienen de ontwerpeisen goed te worden gedefinieerd. Gedurende het ontwerpproces heeft de ontwerper/constructeur dus ook nog rekening te houden met:
- materiaalkeuze
- lay-out en complexiteit van het ontwerp
- materiaalvoorbereiding (knippen, snijden, e.a.)
- vormen door zetten of snijden
- lasnaadontwerp
- afmetingen en aantallen lassen
- lasprocedures
- kraancapaciteit, manipulatoren, onderdelen, hechten en samenbouw
- krimpvervorming
- slijpen
- reiniging en
- inspectie
Naast de toekomstige gebruikseisen zou bij ieder ontwerp ook geleerd moeten worden van de ervaringen met eerdere ontwerpen van gelijksoortige constructies. Wat zijn de ervaringen van de gebruikers? Zijn er schades bekend, en zo ja wat voor soort schades? Was de constructie overgedimensioneerd? Hoe ernstig is de eventueel opgetreden corrosie gebleken en onder welke bedrijfsomstandigheden heeft deze corrosie kunnen optreden?
Kortom, de ontwerper/constructeur staat tegenwoordig voor een complexe opdracht indien hij/zij op een juiste manier met alle factoren rekening wil houden bij het lastechnisch construeren. Hieronder zal een aantal aspecten van het lastechnisch construeren worden besproken.
Lastechnisch construeren
Lastechnisch construeren kan globaal worden onderverdeeld in de volgende deelgebieden: materiaal, belasting, gebruiksomstandigheden en productie. Voor roestvast staal betekent dit dat het lastechnisch construeren zich vooral beperkt tot:
- de geschiktheid van het basismateriaal en het lastoevoegmateriaal (materiaal);
- de beperking van het aantallassen tot het minimaal noodzakelijke uit oogpunt van sterkte en stijfheid van de constructie (belasting);
- het voorkomen van spleetvorming, ophopingplaatsen en andere corrosiebevorderende omstandigheden (gebruiksomstandigheden);
- de toegankelijkheid van de lasverbindingen in de constructie tijdens fabricage; inspectie en onderhoud en, uit oogpunt van kosten en krimpvervorming, de beperking van de lasnaadinhoud, rekening houdend met toepassing van de lasprocessen met de hoogste neersmelt snelheid (productie).
Het lastechnisch construeren heeft dan ook alles te maken met de keuze van de lasnaadvorm, die zowel bepalend is voor de kosten van het aanbrengen van de laskanten aan de te verbinden delen als de benodigde lastijd, de te gebruiken hoeveelheid lastoevoegmaterialen en uiteindelijk ook voor het corrosiegedrag of het gedrag bij onder verschillende belastingen. Immers, de lasnaadvorm bepaalt of er een goede doorlassing gemaakt kan worden, zodat er dan geen gevaar bestaat voor spleetcorrosie. Indien er spleten zouden achterblijven, doordat doorlassingen niet goed zijn of vanwege het constructiedetail, dan moet ernstig rekening worden gehouden met het ontstaan van spleetcorrosie tijdens bedrijf of zelfs al tijdens het beitsen en passiveren. Immers, bij beitsen wordt een agressief middel gebruikt om de oxides van het roestvast staal te verwijderen. Gevaarlijk wordt het als het beitsmiddel, of het procesmedium tijdens bedrijf, wel de spleten binnendringt, maar slecht wordt weggespoeld of ververst. Achtergebleven beitsmiddel of procesmedium zal in spleten dan ook vaak aanleiding geven tot corrosie. Ook dragen eventuele spleten bij tot het ontstaan van vermoeiingsscheuren onder wisselende belastingen, vanwege de spanningsconcentraties die door deze spleten worden veroorzaakt (zie afbeelding 1).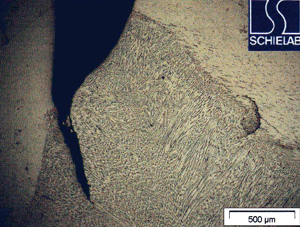
Afbeelding 1 Een vermoeiingsscheur in RVS 316L, die vanuit een spleet is ontstaan. De spleet heeft een grote kerfwerking, wat het gevaar voor vermoeiing sterk vergroot.
Ook het gedrag van de roestvaststalen constructie tijdens gebruik wordt grotendeels bepaald door de ontwerper. Lassen introduceren immers spanningen in de constructie en doen daarmee de gevoeligheid voor spanningscorrosie (afbeelding 2), vooral in de nabijheid van de lassen, sterk toenemen. Bovendien kan de passieve oxidehuid die normaliter op het gebeitste en gepassiveerde materiaal in leveringstoestand aanwezig is, ernstig door de laswarmte in combinatie met de zuurstof uit de omgevingslucht worden beschadigd. Aanloopkleuren op en naast de las zijn hiervan het bewijs. Gevolg van deze beschadigingen is een sterk afgenomen corrosiebestendigheid.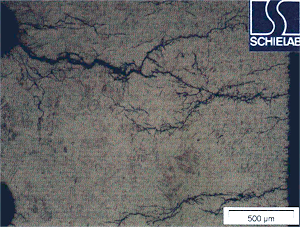
Afbeelding 2 Een voorbeeld van spanningscorrosie, opgetreden in RVS 304L.
Naast de genoemde corrosie-eigenschappen stellen ook de belastingscondities, die deel uitmaken van de bedrijfscondities, hun eisen aan de constructie. Vanwege de spqnningstoestand in de constructie moet worden gestreefd naar een zo gering aantal bij elkaar samenkomende lassen. Het is dan ook zaak nieuwe constructies zoveel mogelijk uit standaard verkrijgbare eenvoudige constructie-elementen zoals strip, profielen, gezette plaat en buis samen te stellen.
Lassen dienen vooral gelegd te worden in laag belaste delen van de constructie. Kerven, vooral in de op trekspanningen belaste zones en in dynamisch belaste delen moeten worden vermeden, net als grote variaties in stijfheid. Als er op torsie belaste delen in de constructie voorkomen, dan moeten deze zoveel mogelijk worden uitgevoerd als gesloten profielen, zoals pijp of buis met rechthoekige doorsnede. Naast de genoemde sterktetechnische en corrosietechnische eigenschappen van een constructie is de keuze van bepaalde lasnaadvormen van belang voor de kostprijs van een constructie. In dit stuk zal niet nader worden ingegaan op dit aspect, maar het juist ontwerpen van een lasnaad, waarbij vooral gedacht moet worden aan toegankelijkheid, vorm en plaats, is van zeer grote invloed op de kostprijs van een constructie.
Conclusie
Alles bij elkaar betekent bovenstaande dat circa 90% van de kosten die te maken hebben met het lassen al op de tekentafel worden bepaald. Gevolg hiervan is dan ook dat de invloed die de productie-afdeling door heel slim te produceren kan uitoefenen op de kostprijs van het product dus niet groter is dan slechts enkele procenten van de totale laskosten. De winst zal behaald moeten worden door vooraf goed over het product en de productie na te denken. Daarom is het noodzakelijk voor een goed ontwerp van een economisch te realiseren product, dat de ontwerper en de productieafdeling al in een vroeg stadium samenwerken. Tevens kan door een goede samenwerking en door gebruik te maken van beschikbare kennis en ervaringen uit het verleden een hoop narigheid in de toekomst worden voorkomen.