


Corrosieve watersystemen en de invloed van δ-ferriet
De angst om ziek te worden is zo oud als de mensheid. Iedereen wil gezond zijn. De meeste medicijnen die elke dag duizenden mensenlevens redden zijn niet ouder dan 30 jaar. De medische wetenschap staat dus in de kinderschoenen en ontwikkelingen op dit gebied zullen elkaar steeds sneller opvolgen. Met name de laatste jaren wordt de druk op producerende bedrijven in de bio-farmacie steeds groter. De kosten om nieuwe ontwikkelingen te kunnen produceren zijn zeer hoog, terwijl de terugverdientijd alleen maar korter wordt. Hierdoor draait alles om de vraag: hoe snel kan een medicijn op de markt worden geïntroduceerd?
Dit artikel gaat in op een aantal belangrijke facetten in dit hele proces: de materiaalkwaliteit, de oppervlaktegesteldheid en de lasverbindingen die bij de ontwikkeling en productie van een medicijn worden toegepast. Het te produceren product staat immers in constante aanraking met de binnenzijde van een buis of fitting en met de keuzes die hierbij worden gemaakt worden in belangrijke mate de totaalkosten bepaald.
Door: Cor Tiele en Cees Legierse
Medicijnen worden meestal niet ontdekt; ze worden uitgevonden. Steeds opnieuw worden groepen moleculen
samengesteld met de verwachting dat zij een specifiek effect hebben op het menselijk lichaam. Zonder in te gaan op de verschillende onderzoeksstadia: slechts 1 op de 5000 uitvindingen haalt na 10 jaar de eindstreep (gereed voor productie). De kosten die hiermee gepaard gaan zijn zeer hoog en kunnen afhankelijk van het product dan al zijn opgelopen tot zo’n US$ 350 miljoen. Natuurlijk is er productietechnisch een groot verschil
tussen het produceren van een paar gram - aan het begin van farmacologisch onderzoek - en de productie van vele tonnen met dezelfde samenstelling als het product op de markt komt. Het produceren van medicamenten voor humane toepassing is aan strikte regels gebonden. Voor elke fase in het proces zijn er specifieke eisen die worden gecontroleerd door nationale en internationale organisaties. De researchafdelingen worden gecontroleerd door GLP’s en GCP’s en de productieafdelingen worden met regelmaat gecontroleerd door de Amerikaanse FDA, de Europese EMEA en op GMP’s. Mede onder invloed van de consument wordt deze regelgeving steeds complexer. Gezien het voorgaande is het voor de producent belangrijk niet alleen aan deze normen te voldoen, maar zijn productie zo te ontwerpen dat er ook in de toekomst zo efficiënt mogelijk kan worden geproduceerd.
Een werkbare materiaalspecificatie
Aan het productieproces worden hoge eisen gesteld. Een verkeerde keuze van bijvoorbeeld het materiaaloppervlak of een onjuist uitgevoerde reinigingsprocedure kan leiden tot afkeur en zelfs vernietiging van complete productiebadges. Het type roestvast staal dat wordt toegepast bepaalt in hoge mate de corrosieve bestendigheid, de levensduur en voor een deel de mogelijke contaminatie, terwijl het materiaaloppervlak op zich bepalend is voor het corrosieve gedrag, contaminatie, vervuilingsgraad, mate van aanhechting en reinigingstijden. Naast dat hiermee de productiecapaciteit, productiekosten en totaalkosten negatief worden beïnvloed zijn er steeds strengere milieutechnische eisen ten aanzien van het afvalwater. Uiteraard wil de gebruiker hierdoor steeds meer zekerheid hebben over de uiteindelijke kwaliteit van zijn installatie waardoor de eigenschappen van de toe te passen materialen nauwkeurig worden omschreven in een specificatie. De wensen van de gebruiker en (indien aanwezig) de specificatie worden door een engineeringbedrijf vertaald in een ontwerp en lay-out van het nieuwe productieproces. Dit geheel gaat dan naar mogelijke installateurs, die gebaseerd op de beschikbare informatie en hun ervaringen, een offerte uitbrengen om het geheel, of een gedeelte ervan, te installeren. In dit hele proces is een duidelijke en werkbare specificatie uitermate belangrijk.
De componenten en verwachtingen met betrekking tot het uiteindelijke resultaat moeten duidelijk staan omschreven. Dit klinkt wellicht vreemd maar hierdoor weet iedereen wat er van hem wordt verwacht, er kan een planning en prijsstelling op gebaseerd worden en er is een reële vergelijking tussen diverse aanbieders mogelijk. De specificatie moet vooral werkbaar zijn. Het heeft namelijk weinig zin om alle orbitaal TIG-lassers elke keer als zij naar het toilet zijn geweest of een boterham hebben gegeten een proeflas te laten maken. Bij een beetje project is er hierdoor vaak sprake van kisten vol met proeflassen en wanden met files (er moeten natuurlijk ook rapporten worden gemaakt) die onnodig veel tijd en geld kosten. Een onduidelijke specificatie kost veel geld en onvrede. Offertes kunnen niet op hun waarde worden beoordeeld, dus lijkt het interessant om een prijstechnisch gunstige partij opdracht te verlenen. Meestal gaat het dan al fout voordat de eerste leiding is geïnstalleerd, daar er twee verschillende uitgangspunten zijn over wat er nu wel en vooral wat er niet in de prijs was gecalculeerd. Een budgetoverschrijding is dan vrijwel onvermijdelijk. Daar het productieproces na oplevering door allerlei keurende instanties moet worden gevalideerd, hebben er de laatste jaren veel wijzigingen plaatsgevonden in de specificaties. Hierbij is door de adviseurs en opstellers dankbaar gebruikgemaakt van ervaringen die opgedaan zijn bij collegae-producenten. Zo bleek bijvoorbeeld dat de prijsstelling van buis en fittingen helemaal niet zoveel invloed hebben op de totaalkosten van een project.
Een voorbeeld: het aandeel van deze componenten is in een complexe installatie ongeveer 6%. Stel u voor dat een betere kwaliteit met een betere lasbaarheid een 30% hogere prijsstelling heeft. De meerprijs hiervan zal dan tijdens de installatiewerkzaamheden snel worden terug verdiend doordat de lassers een hogere productiviteit hebben. Door de eenduidige samenstelling van het materiaal kan er ook bespaard worden op de ingangscontrole van het materiaal en onderzoekskosten. Hiernaast is de uiteindelijke kwaliteit van het geheel beter, zal de validatie (certificering) gemakkelijker verlopen en zijn de productiekosten lager. Al deze bijkomende voordelen zijn kosteloos. Hetzelfde voorbeeld kan worden gegeven bij de keuze van een installateur; natuurlijk wordt deze beoordeeld op zijn prijsstelling, maar zou het niet veel beter zijn te oordelen op basis van zijn kennis, aanwezige ervaring, flexibiliteit van zijn organisatie en de extra faciliteiten die ze kunnen bieden? Hiermee kan noodzakelijke ervaring en kennis worden ingekocht en er is een grote kans dat het geheel binnen de planning, met minder zorgen en een lagere kostprijs wordt opgeleverd.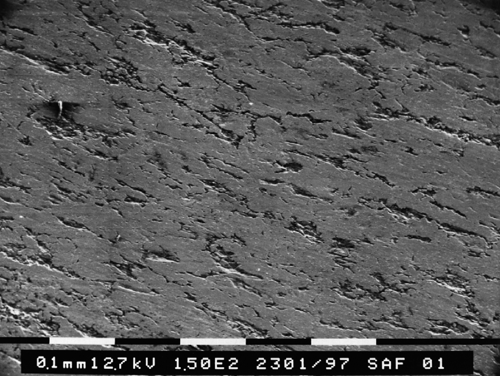
a basismateriaal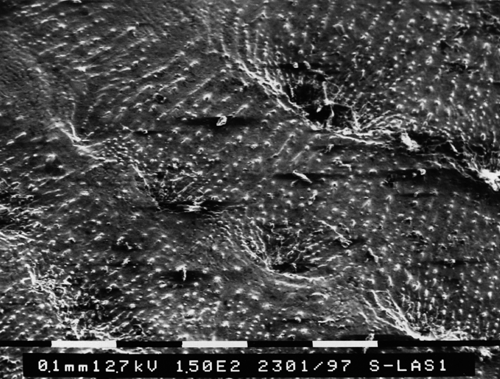
b doorlassing
Afbeelding 1 Verschil in oppervlaktegesteldheid van een doorlassing in AISI 316L 1.4435 en het basismateriaal met een oppervlakteruwheid van Ra 0,4 μm (bright finish) 150x.
Kritische systeemdelen
Wanneer er een systeem wordt ontworpen om een hoogzuiver en/of corrosieve vloeistof (Purified Water, Water
For Injection, Clean Steam) te transporteren, worden aan het systeem en de materialen de navolgende eisen gesteld:
- een hoge corrosiebestendigheid;
- het onderdrukken van deeltjesafgifte naar het product dat wordt getransporteerd;
- het voorkomen van biofilmformatie;
- een chemische passiviteit van het buismateriaal;
- een optimale reinigbaarheid en steriliseerbaarheid;
- optimale lasbaarheid.
Het product dat wordt getransporteerd staat in constant contact met de binnenzijde van het systeem, dus worden er hoge eisen gesteld aan het materiaal en de oppervlaktestructuur. De zuiverheid, het corrosiegedrag en de temperatuur van het te transporteren product hebben immers een grote invloed op de oppervlakteconditie van het materiaal. Deze oppervlakteconditie wordt verstoord met elke lasverbinding. Ondanks haar relatief kleine oppervlak heeft de doorlassing een afwijkende oppervlaktegeometrie ten opzichte van de rest van het systeem (zie afbeelding 1a+b). Om een minimale verstoring met een zo hoog mogelijke kwaliteit te kunnen realiseren, wordt veelvuldig gebruikgemaakt van orbitaal TIG-lassystemen. Dit daar hiermee een zo groot mogelijke zekerheid kan worden verkregen over de kwaliteit en reproduceerbaarheid van de verbinding (zie afbeelding 3a+b).
De reproduceerbaarheid van de lasverbindingen hangt af van een groot aantal factoren, waarbij de samenstelling van het materiaal de grootste invloed heeft. Men moet hierbij denken aan de verschillen in materiaalsamenstelling tussen buizen, bochten, T-stukken, reducers, ferrules en andere componenten die met een gelijke diameter aan elkaar moeten worden gelast. Wanneer deze uit 1 heat of badge materiaal worden geleverd is de reproduceerbaarheid maximaal (las nummer xxx is vergelijkbaar met de eerste) en zal er steeds een minimale doorlassing kunnen worden gerealiseerd.
Het tegenovergestelde is echter dagelijkse praktijk: materialen voor een project worden uit een aantal heats geleverd (de materialen voldoen aan de specificatie, maar er zijn onderling verschillen in het percentage legeringelementen). Deze beïnvloeden elk op zich de warmtegeleiding en oppervlaktespanning van het smeltbad, wat een verhoogd risico geeft ten aanzien van de kwaliteit van de lasverbinding (hoofdzakelijk de doorlassing). Buiten dat dit kostprijsverhogend werkt (onderzoeken en reparaties) is er een reëel gevaar aanwezig dat er ‘dode’ ruimtes in het systeem komen doordat verbindingen onvoldoende worden doorgelast. Het risico dat hiermee wordt veroorzaakt is zeer groot daar, uitgaande van gunstige omstandigheden, een spleet van slechts 0,1 mm diepte ruimte biedt aan plusminus 50.000 bacteriën die hier, poot aan poot, een feestje kunnen geven. Deze bacteriën kunnen op elk willekeurig moment met een hogere snelheid dan een Porsche (grootte x verplaatsing in tijd) besluiten een ander deel van het systeem te gaan vervuilen. Hiernaast doen ze hun best om zich elk kwartier te vermenigvuldigen.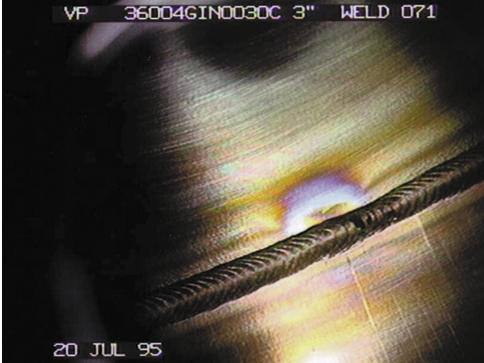
Afbeelding 2 Opname van een doorlassing, waarbij je een ‘blauw’ gebied ziet. Dit is veroorzaakt doordat de puntlas (die is gemaakt om de delen aan elkaar te hechten voordat met het orbitaal TIG-systeem de las is gemaakt) met onvoldoende backinggas is gelegd. Foto: Tescom Inpections, Alblasserdam. 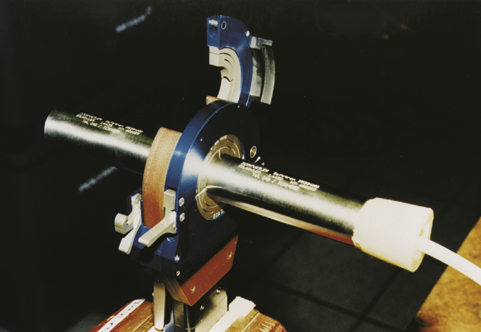
a
b
Afbeelding 3 Maken van proeflassen met een gesloten of casettelaskop. (Foto’s: Polysoude Messer Griesheim Benelux)
Delta-ferriet
Doordat ferriet een hoge oplosbaarheid heeft voor warmen microscheuren veroorzakende elementen (Si, Nb, P en S), vervult het een belangrijke functie in het lasmetaal. Alfa-ijzer (ferriet) of gamma-ijzer (austeniet) zijn structuren die afhankelijk van temperatuur en tijd worden gevormd. Bij een temperatuur tussen de 1400 en 1540°C (smelttemperatuur) wordt ijzer gerangschikt in een kubisch ruimtelijk gecentreerd rooster. Dit noemen we Delta (δ)-ferriet. De vorming van het δ-ferriet is in hoge mate afhankelijk van de materiaalsamenstelling, de tijd en hoeveelheid warmte (lassen, gloeien) en de afkoeltijd. Het δ-ferriet wordt ingekapseld in het austeniet (op de korrelgrenzen), waardoor alle corrosiebestendige elementen worden ingesloten. Alle commercieel verkrijgbare naadloze en gelaste buizen hebben een ferrietgehalte van 0%; de samenstelling van het materiaal en de lasprocedure bepalen echter de hoeveelheid δ-ferriet na het lassen. Vrijwel iedereen in de chemie, farmacie of biotechnologie heeft weleens gehoord van rouging, een geel/rood/bruin/zwarte verkleuring die al of niet in poedervorm voorkomt. Gebaseerd op de huidige materiaalkennis (en hoeveel weten we nu echt?), wordt de oorzaak van dit veelvoorkomende probleem toegeschreven aan het ferrietgehalte in het materiaal.
Deze gedachtegang is immers het meest voor de hand liggend; wanneer de buiswand met een standaard microscoop wordt onderzocht, zal de chemische aanval visueel zichtbaar zijn als bruine puntjes. (zie afbeelding 5). Na verdere analyse blijkt deze neerslag roest te zijn, waarna een relatie tussen ijzer (ferriet)-corrosie- en rouging eenvoudig kan worden verklaard. Een systeem met rouging wordt altijd afgekeurd, ondanks het feit dat er geen vervuiling in het water kan worden aangetroffen. Wanneer een systeem na demontage nader wordt onderzocht, zal men altijd een hoge concentratie roestpuntjes aantreffen op de doorlassing, niet omdat rouging hier start maar omdat het oppervlak van de doorlassing gewoon ruwer is (en dus de concentratie hoger). Er nog steeds geen wetenschappelijk bewijs geleverd dat een relatie tussen δ-ferriet en rouging aantoont. Het gevolg van deze onzekerheid is dat de industrie bij vervanging of nieuwbouw geen enkel risico neemt en de specificatie van de toe te passen materialen aanscherpt. Hierin worden lage oppervlakteruwheden (metaalblank of electropolished) voorgeschreven in combinatie met een maximaal toelaatbaar δ-ferrietgehalte. Hierdoor zullen wij hierna dieper ingaan op wat praktische problemen die samengaan met een specificatie van dit ferriet, daar dit een rol speelt in een grote diversiteit van industrieën, zoals bijvoorbeeld:
- Cryogene industrie: temperatuur van -196°C in combinatie met een kerfslagwaarde van 47J;
- Voedingsmiddelenindustrie: met vetzuren die corrosie veroorzaken op de korrelgrenzen van het materiaal;
- Kernfusie: temperaturen van -260°C in combinatie met een lage permeabiliteit;
- Farmacie en Biotechnologie: Water For Injection 75-90°C, pure stoom 135-150°C; hiernaast geven watersystemen >50° altijd corrosieproblemen.

Afbeelding 4 Video-endoscopie is de meest toegepaste onderzoeksmethode in de bio-farmacie. Foto: Tescom Inpections, Alblasserdam.
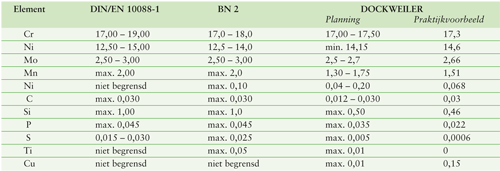
Bij de omschrijving van het maximaal toelaatbaar δ-ferrietgehalte is gerefereerd aan de in Zwitserland toegepaste Basler Norm BN2, welke aanvullende eisen stelt aan de materiaalsamenstelling.
Hierin wordt uitgegaan van een samenstelling volgens AISI 316L met werkstofnummer 1.4435 (met een beperkte analyse) waarbij het stikstofgehalte op <0,1% is vastgelegd. Het maximaal toelaatbare ferrietgehalte is in deze norm <0,2% voor het basismateriaal en <0,5% voor het lasmateriaal. Hierin wordt uitgegaan van alle ferriet dat met een magneetinductief meetinstrument kan worden bepaald tot een diepte van 3,0 millimeter. Door de ontstane vraag en de op dat moment hopeloze beschikbaarheid, heeft een leverancier van roestvaststalen buis en fittingen contact gezocht met een aantal roestvaststaalsmelters. Slechts een van hen was bereid om minimaal 75 ton materiaal te produceren volgens een geplande samenstelling. Een vergelijking tussen de verschillende normen en samenstelling is in de tabel op pagina 18 weergegeven. Nadat er een groot aantal proeven waren uitgevoerd met deze samenstelling zijn er verschillende nieuwe productieopdrachten gegeven, waarvan strippen zijn gemaakt (voor de productie van gelaste buis), massief stafmateriaal (voor draaidelen) en hollows (voor productie van naadloze buis). Door deze vraag daalde de prijs van AISI 316L 1.4435 en kwam deze gezien de geproduceerde hoeveelheid in de buurt van standaard 316L 1.4404.
Door de prijsstelling van 1.4435 ten opzichte van 1.4404, de hogere corrosiebestendigheid en de betere mechanische eigenschappen, werd de beslissing genomen het totale voorraadprogramma van deze leverancier te wijzigen. Na het verbruiken van ettelijke honderden tonnen materiaal en een constante evaluatie van beschikbare gegevens uit de markt werd duidelijk dat er nog te weinig kennis is over de werkelijke reacties, invloeden en effecten van de verschillende legeringselementen. Door ervaringen uit de markt kwamen gegevens beschikbaar die alle verband hielden met de samenstelling van het materiaal. De positieve effecten waren de mechanische eigenschappen, de corrosiebestendigheid in bepaalde milieus en de mogelijkheid een laag δ-ferriet te realiseren na het lassen. Negatieve effecten waren de lasbaarheid (grovere tekening) en er werden soms uitscheidingen in de vorm van slakken aangetroffen op de las. Uit onderzoeken bleek ook dat de samenstelling van deze slakken sterk wisselde (AL, Si, Ca, en Mn-uitscheidingen). De slakken hadden geen negatief effect op de kwaliteit of functionaliteit van de verbinding, maar ze waren visueel onacceptabel (zie afbeelding 5a+b). Nadat op kleine schaal proeven waren genomen met wijzigingen in de materiaalsamenstelling is de samenstelling van deze ‘special melt’ eind 1998 aangepast.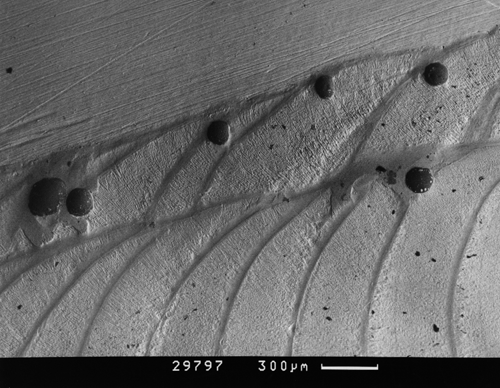
a
b
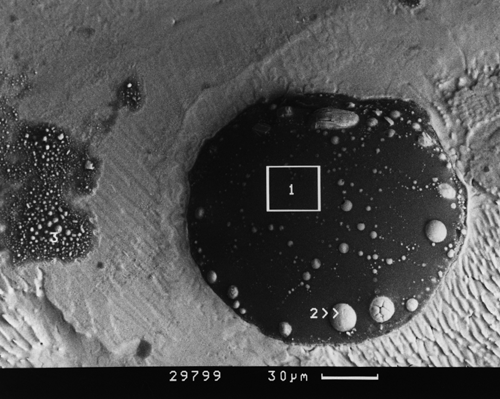
Afbeelding 5 Detailopnames van de buitenzijde van een las in 316L 1.4404. Op de las hebben zich slakken gevormd welke afhankelijk van het materiaal een wisselende samenstelling hebben. Duidelijk is ook de ruwheid van de buis (geslepen tot Ra 0,8 μm) en de downslope van de las.
Gebaseerd op de huidige kennis is er een vrijwel ideale samenstelling gevonden met de voordelen van de ‘special melt’, echter zonder de negatieve effecten. Hiernaast is een groot voordeel dat gezien de geproduceerde hoeveelheid alle materialen (buis en fittingen) van gelijke diameter met 1 lasprogramma kunnen worden gelast; dit omdat elke heat dezelfde basismateriaalsamenstelling heeft. Elk AISI 316-product in normaliserend gegloeide uitleverconditie heeft een ferrietgehalte van 0%. Wanneer het echter weer gelast wordt, zal er afhankelijk van het basismateriaal of lastoevoegmateriaal ferriet worden gevormd (zie afbeelding 6a+b). Wanneer er dus een percentage van maximaal 0,5% wordt gespecificeerd en er wordt een materiaal acc. BN2 verwerkt, dan kan het voorkomen dat een onacceptabele waarde wordt aangetroffen. Om de effecten van verschillende materialen, lasprocedures en gassen op het δ-ferriet te kunnen vaststellen, zijn als voorbereiding op een project door Siersema Procestechnologie een groot aantal proeven uitgevoerd.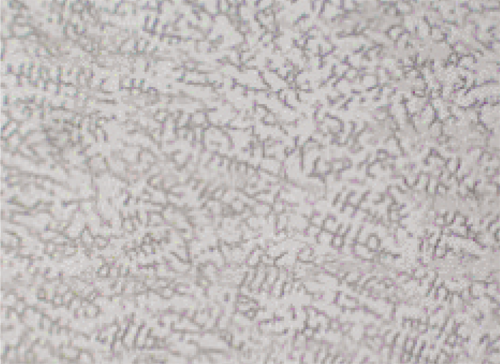
a
b
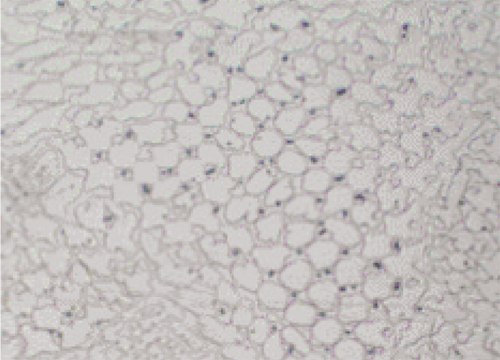
Afbeelding 6
Foto’s van een tweetal lassen in materiaal AISI 316. Beschikbaar gesteld door Schielab b.v., Rotterdam.
a. 6% delta-ferriet
b. 0,05% delta-ferriet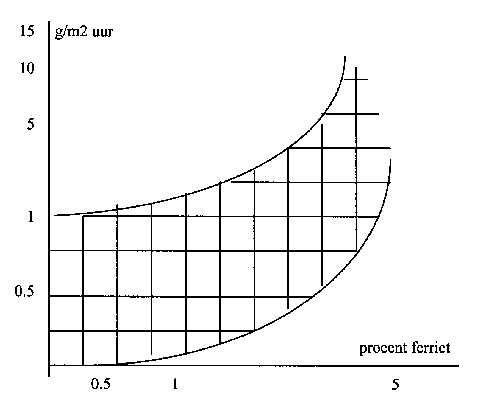
a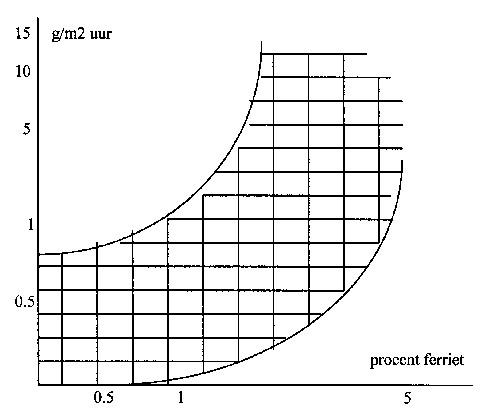
b
Afbeelding 7
a: Corrosiegevoeligheid in relatie tot het ferriet percentage in AISI 316L, 25°C, 10% HCl, 96 uur.
b: Corrosiegevoeligheid in relatie tot het ferrietpercentage in AISI 316L, kokend, 65% HNO3, 250 uur.
Lasproeven
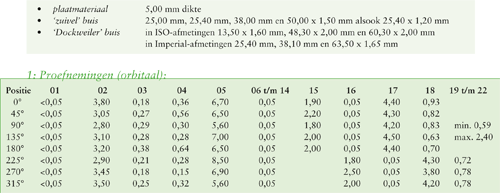
Opmerkingen:
- Lasnummers 01, 03, 04, 06, 10 en 14 hebben een goed tot redelijk resultaat en zijn in Dockweiler BN2 gemaakt.
- Opvallend is de uitschieter in las 04, waar het δ-ferriet 0,56 en 0,64% is;
- Lasnummer 02 en 07 zijn gemaakt in 316L-kwaliteit, lasnummer 07 is hierna oplossend gegloeid (lasnummer 02 is electropolished en 07 is zuivelbuis);
- Lasnummers 15 en 16 (laatste is oplossend gegloeid), beide gemaakt in 1.4435 BN2 vallen niet binnen de specificatie;
- Lasnummer 18 is met twee bogen gelijktijdig aan binnen- en buitenzijde gelast;
- De lasnummers 19 t/m 22 zijn met verschillende gassamenstellingen gelast.
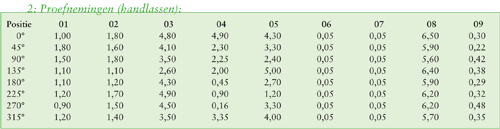
Opmerkingen:
- Handlassen 01, 02 en 03 zijn gemaakt in 316L en voldoen niet aan de eisen van 0,5 %; duidelijk werd echter de invloed van het toevoegmateriaal;
- Bij lasnummers 04 en 05 is een AISI 309 lastoevoegmateriaal gebruikt met ‘Mison’+ formeergas; de resultaten zijn niet acceptabel maar het effect van formeergas is duidelijk meetbaar;
- Bij lasnummer 06 een volausteniet als toevoegmateriaal gebruikt met Argon;
- Bij lasnummer 07 is een volausteniet gebruikt met Argon + formeergas;
- Lasnummer 08 is een plaat die gelijktijdig aan twee kanten is gelast;
- Lasnummer 09 is een pijp gelast met een volausteniet als toevoegmateriaal.
Er zijn proeven uitgevoerd in:
Na het evalueren van de proeven is vastgesteld dat er geen enkele relatie kan worden gelegd tussen de mate van verkleuring en het δ-ferrietpercentage. Dit was wel het geval bij de materiaalsamenstelling, de lasparameters en gassamenstelling. Vastgesteld is dat wanneer er aan een eis van ≤ 0,5% δ-ferriet moet worden voldaan, een juiste materiaalkeuze moet worden gemaakt (acc. BN2) en hierbij zoveel mogelijk materialen van 1 heat/charge moeten worden gelast met een speciale gassamenstelling. Een andere oplossing is het gebruik van inserts- of ringen met een hoog nikkelgehalte (1.4539/TP 904L/UNS N 08904) te gebruiken. De ringen worden door de lasboog omgesmolten en zullen door het hoge nikkelgehalte (sterke austenietvormer) een laag δ-ferrietpercentage veroorzaken. Deze oplossing wordt echter weinig toegepast daar het de verwerkingssnelheid nadelig beïnvloedt. Ook zou er lastoevoegmateriaal kunnen worden gebruikt met alweer een hoog nikkelgehalte. Dit kan handmatig worden gedaan of automatisch met een open laskop of crawler. Beide methoden worden echter nooit toegestaan.
Een laatste oplossing is om het geheel normaliserend te gloeien gedurende 20-30 minuten op een temperatuur van ongeveer 1050°C. Het spreekt voor zich dat deze oplossing vrijwel nooit toepasbaar is.
Het meten van δ-ferriet
Om te bepalen of een materiaal voldoet aan de Basler Norm BN2 kan de navolgende berekening worden uitgevoerd:
- X – 0,91Y ≤ 7,70
- X = %Cr + (1,5 x Si) + %Mo + (2 x %Ti)
- Y = %Ni + (0,5 x %Mn) + (30 x %C) + 30 x (%N – 0,02)
Hiernaast kan met behulp van het chroom en nikkelequivalent en het Schaeffler-DeLong diagram het te verwachten percentage δ-ferriet worden afgelezen. Dit moet echter alleen als een indicatie worden gezien, daar in de praktijk een aantal factoren die niets te maken hebben met de materiaalsamenstelling een invloed heeft.
Er zijn verschillende methoden om het ferrietgehalte na het lassen te meten. De meest eenvoudige manier is om dit door middel van magneetinductie vast te stellen. Van de twee methoden die zich hiervoor lenen verschillen de uitkomsten, bij gelijkblijvende omstandigheden, echter zoveel, dat op dit moment de Fischer-Ferritoscope (AM 222B, sonde GAB 1,3B) veelvuldig wordt toegepast. Hiermee kunnen percentages tussen 0,05 en 100% gemeten worden bij een temperatuur van 20° C.
NIET MAGNETISCH
Metallografie
Röntgenografische bepaling
Weerstandmeting
Schatting volgens Schaffler-DeLong
MAGNETISCH
Verzadigingsmagnetisering
Magnetische hechtkrachtmeting
Meting van de permeabiliteit
Conclusie
De kwaliteit van een productiesysteem, de corrosie bestendigheid, vervuilingsgraad, reinigbaarheid, kortom alle mogelijke risico’s worden bepaald door de keuze van materiaal, oppervlaktegesteldheid en kennis van de installateur. Een goede en werkbare specificatie, waarin beschreven staat wat verschillende partijen
van elkaar verwachten zorgt niet alleen voor een uitstekend werkklimaat, maar ook voor een hogere kwaliteit. Hierdoor worden installatiekosten gereduceerd en de specificatie zal op termijn met zekerheid zorgdragen voor lagere productiekosten. Tot nu toe is er geen aantoonbaar wetenschappelijk verband tussen rouging en het percentage δ-ferriet in een kritisch systeem. Met zekerheid kan echter worden gesteld dat de corrosiebestendigheid nadelig wordt beïnvloed. Het corrosie mechanisme verloopt langs de ferrietlijnen (korrel grenzen), wat vergelijkbaar is met interkristallijne corrosie. Onder zoeken van diverse staalfabrikanten tonen aan dat het ferrietgehalte een grote invloed heeft op de corrosiesnelheid. Bij een percentage >0,5% moet dan ook altijd een slechtere corrosiebestendigheid worden verwacht dan bij een laag-ferriet of ferriet vrij materiaal.
Wanneer het δ-ferriet wordt gespecificeerd zal er veel aandacht moeten worden geschonken aan de kwaliteit van het roestvast staal en de condities waaronder dit wordt verwerkt. De specificatie zal altijd een kwaliteitsverhogend effect hebben doordat het hele proces nauwkeurig wordt gecontroleerd. Gebaseerd op de huidige kwaliteitseisen is er een gebrek aan kennis over de invloeden en uiteindelijke effecten van verschillende legeringelementen. Dit vooral wanneer we ons realiseren dat de vraag naar kwaliteit en zekerheid met de dag groeit.
Literatuur
- Grenzen Verleggen; brochure van Janssen Pharmaceutica N.V., België.
- Invloed van het δ-ferrietgehalte op het corrosiegedrag; vertaling van het artikel van dr. R. Morach, Ciba Speziali tatenchemie AG, Basel, Zwitserland.