


Enkele warmtebehandelingen van roestvast staal
Warmtebehandelingen van metalen zijn vooral bekend bij de toepassing van ongelegeerd en laaggelegeerd staal. Voorbeelden zijn het voorwarmen of spanningsarmgloeien van lasconstructies met grote materiaaldikte of stijfheid, en het harden van gereedschapstalen in de gereedschapsfabricage en de machinebouw. Ook bij roestvast staal kunnen warmtebehandelingen een groot effect hebben op de geschiktheid voor gebruik van het betreffende roestvast staal. In dit artikel zal enig licht geworpen worden op het fenomeen warmtebehandeling bij roestvast staal, met name op het oplosgloeien en het spanningsverlagend gloeien.
Ir. Lammert Brantsma, EWE
Warmtebehandelingen hebben in het algemeen als doel veranderingen aan de eigenschappen van een materiaal of een constructie te bewerkstelligen. Deze verandering kan inhouden een verandering van de microstructuur, een wijziging van inwendige of restspanningen in een materiaal of constructie of beïnvloeding van de sterkte- of vervormingseigenschappen van een materiaal tijdens een bewerking. Wijzigingen in de microstructuur van roestvast staal treden bijvoorbeeld op bij:
- harden
- oplosgloeien
- precipitatieharden
De spanningen in roestvast staal worden verlaagd bij:
- spanningsarmgloeien van lasconstructies
- spanningsverlagend gloeien van grote blokken roestvast staal waaraan bewerkingen met grote nauwkeurigheid moeten worden uitgevoerd.
Omdat de sterkte- en vervormingseigenschappen van een roestvast staal worden beïnvloed door verwarming van het materiaal, kan hiervan ook gebruikgemaakt worden. De sterkte-eigenschappen nemen af met toenemende temperatuur; de vervormbaarheid neemt in het algemeen toe. Dit verwarmen, eigenlijk voorwarmen, vindt onder andere toepassing bij het buigen of zetten van duplex roestvast staal of bij het voorwarmen voor het lassen van ferritisch roestvast staal.
Toestands- en transformatiediagrammen
Ongeacht het doel van de warmtebehandeling, kennis van het te behandelen materiaal (toestandsdiagrammen en uitscheidingsgedrag, transformatiediagrammen) in relatie tot de verschillende warmtebehandelingen (temperatuur, tijd) is onmisbaar. In een toestandsdiagram wordt beschreven in welke toestand een materiaal met een bepaalde samenstelling bij een bepaalde temperatuur zich in evenwicht bevindt. Dit kan bijvoorbeeld de toestand vast of vloeibaar zijn, maar ook in vaste toestand kan het materiaal in verschillende toestanden of fasen verkeren. Soms zelfs in meerdere fasen naast elkaar. Dit uit zich in bijvoorbeeld het tegelijkertijd bestaan van meerdere structuren, zoals bij duplex roestvast staal dat bestaat uit ferriet en austeniet (zie afbeelding 1). De toestandsdiagrammen gelden voor de evenwichtstoestand die alleen optreedt bij ‘oneindig’ lage opwarm- en afkoelsnelheden. Deze evenwichtstoestanden treden zeker niet op bij lassen, harden of oplosgloeien. Voor warmtebehandelingen als spanningsarmgloeien, waarbij de temperatuur niet plotseling sterk wordt gewijzigd, geven ze echter wel een redelijk beeld van de te verwachten structuren na de behandeling. Voor de andere warmtebehandelingen kan beter gebruikgemaakt worden van zogenaamde transformatiediagrammen. Deze beschrijven welke microstructuur er wordt verkregen tijdens opwarmen of afkoelen, maar ook wat er gebeurt als een materiaal langere tijd op een bepaalde temperatuur of in een bepaald temperatuurgebied verblijft, zoals bijvoorbeeld tijdens lassen, bij het smeden of bij gebruik bij hogere temperatuur. Voorbeelden hiervan zijn de vorming van chroomcarbiden in austenitisch roestvast staal type 304 en 316 bij een langdurig verblijf tussen 450 en 850 °C ,en de vorming van sigmafase tijdens het lassen van superduplex roestvast staal (zie afbeelding 2).
Oplosgloeien
Ongewenste uitscheidingen kunnen in roestvast staal ontstaan bij een verblijf gedurende enige tijd op een bepaalde temperatuur. De tijd dat het materiaal direct naast een las tijdens het lassen op een dergelijke hogere temperatuur verblijft, is afhankelijk van de afkoelsnelheid. Deze wordt bepaald door:
- de materiaaldikte
- de warmte-inbreng(heat input HI) door het lassen, die wordt berekend middels de formule HI= U x I x ( / v x 1000 kJ/mm, waarin: U= de boogspanning van het lasproces (V)
- I= de lasstroomsterkte (A) (= het thermisch rendement van het lasproces)
- v= de lassnelheid (mm/s)
- het te lassen materiaal (warmtegeleiding!)
- de voorwarmtemperatuur
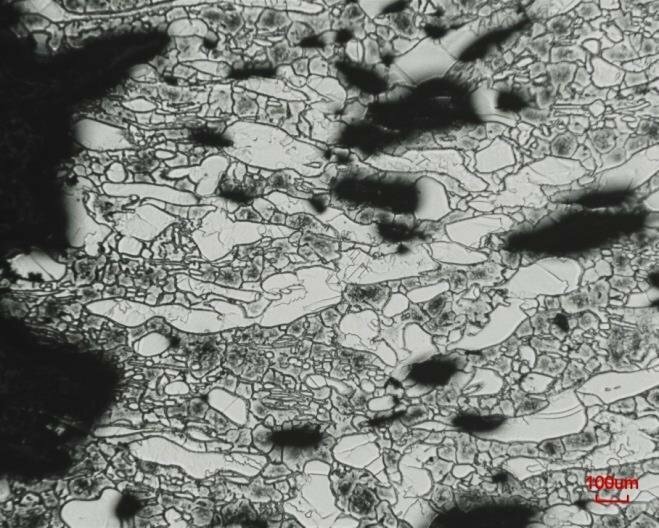
Afbeelding 1 De microstructuur van duplex roestvast staal.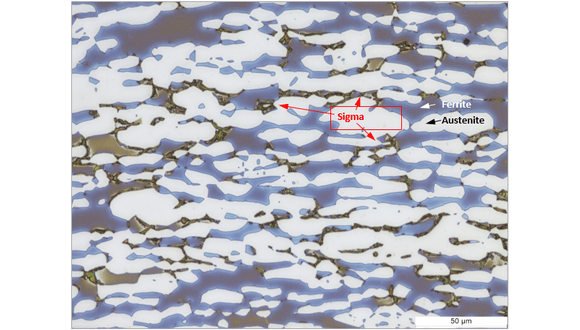
Afbeelding 2 Sigma fase gevormd in superduplex roestvast staal.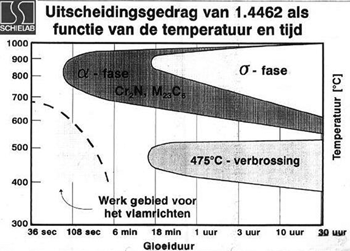
Afbeelding 3 Uitscheidingsdiagram voor duplex roestvast staal.
Omdat de temperatuur van de te lassen materialen bij het leggen van elke lasrups toeneemt, kan het noodzakelijk blijken tussentijds te wachten tot het materiaal voldoende is afgekoeld. De verblijftijd op hogere temperaturen wordt daardoor beperkt, en daarmee ook de kans op ongewenste uitscheidingen. Deze uitscheidingen hebben in het algemeen een zeer negatieve invloed op de corrosiebestendigheid en de kerftaaiheid van roestvaste stalen. Ongewenste uitscheidingen kunnen ook gevormd worden tijdens het smeden van smeedstukken. Het te smeden materiaal wordt voor het smeden op hoge temperatuur gebracht en kan door bijvoorbeeld een te trage handeling te lang in een ongunstig temperatuurgebied verblijven (zie afbeelding 3). Ongewenste uitscheidingen zijn daarvan mogelijk het gevolg. Oplossen van het probleem kan door de uitscheidingen uit elkaar te laten vallen en de samenstellende elementen gelijkelijk te verdelen binnen het staal; ze worden als het ware in het staal ‘opgelost’. De hiervoor noodzakelijke warmtebehandeling is het oplosgloeien, bestaande uit het op hoge temperatuur brengen (1050 tot 1150 °C, afhankelijk van het soort roestvast staal) en na en korte houdtijd van 15 - 30 minuten snel afkoelen met of in water.
Spanningsverlagend gloeien
Bronnen van (rest)spanningen in werkstukken of materialen zijn o.a.:
= gieten = zetten
= walsen = dieptrekken
= smeden = verspaning
= knippen = lassen
= buigen
Restspanningen blijven achter als een materiaal of werkstuk tijdens een bewerking geheel of gedeeltelijk boven de elasticiteitsgrens wordt belast en er plastische vervorming optreedt. Bij spanningsarmgloeien kan onderscheid gemaakt worden tussen:
- spanningsverlagend gloeien en
- spanningsarmgloeien na bewerkingen zoals lassen en koudvervormen.
Het doel van spanningsverlagend gloeien is het verlagen van de inwendige spanningen in het basismateriaal, voordat er aan dit basismateriaal (veel) waarde wordt toegevoegd middels bijvoorbeeld verspanende bewerkingen met nauwe toleranties. Bij spanningsarm gloeien is het doel het verlagen van het niveau van de residuele las- of vervormingsspanningen. Dit wordt bij roestvast staal vooral toegepast om de kans op interkristallijne spanningscorrosie te verlagen. Interkristallijne spanningscorrosie kan alleen optreden als er gelijktijdig wordt voldaan aan de volgende voorwaarden:
- voor interkristallijne spanningscorrosie gevoelig materiaal;
- aanwezigheid van trekspanningen, veelal lasspanningen of vervormingsspanningen;
- aanwezigheid van een corrosief medium, waarin interkristallijne spanningscorrosie kan optreden;
- een bepaalde temperatuur.
Door het wegnemen van een der voorwaarden is direct ook het gevaar voor interkristallijne spanningscorrosie grotendeels verdwenen. Omdat in het algemeen de keuze van het materiaal zeer bewust is gedaan voor de gegeven omstandigheden (medium, temperatuur en druk) blijft slechts verlaging van de residuele spanningen over. Dit kan door langdurig (meerdere uren) gloeien op een (relatief lage) temperatuur buiten de temperatuurgebieden waar ongunstige uitscheidingen kunnen ontstaan. Veel wordt toegepast spanningsarmgloei-temperaturen van ongeveer 400 °C. Het principe van spanningsarmgloeien is het verlagen van de rekgrens van het materiaal door temperatuurverhoging. Alle spanningen hoger dan de rekgrens bij de betreffende gloeitemperatuur vloeien als het ware weg door vervorming van het materiaal. Wat na langzame afkoeling resteert zijn spanningen op een niveau in de ordegrootte van de rekgrens bij de toegepaste spanningsarmgloeitemperatuur.