


Gevaren bij het lassen van roestvast staal (2)
Het lassen van roestvast staal vereist de nodige kennis om kwalitatief goede verbindingen te verkrijgen, zonder onverwachte calamiteiten. In dit artikel wordt ingegaan op de lasaspecten en de eventuele risico's die voortvloeien bij onoordeelkundig lassen van roestvast staal. Verder in dit artikel, warmscheuren als gevolg van het lassen en een samenvattend overzicht van bepaalde lasaspecten.
Door: Ko Buijs - Innomet Consultancy b.v.
Klik hier voor deel 1
Omdat dit artikel primair handelt over het lassen van roestvast staal-soorten zal de metallurgie zoals behandeld in deel 1 niet verder aan de orde komen. Wel is het relevant de diverse kentallen van roestvast staal-typen te vermelden en die ook van ongelegeerd koolstofstaal, om enig inzicht te verwerven over de verschillen (tabel 5). Roestvast staal is een materiaal dat zich uitstekend laat lassen, mits de juiste 'spelregels' in acht worden genomen. Ook hier geldt dat de zwakste schakel in de ketting veelal de las of ook wel de lasomgeving is, indien er ondeskundig gehandeld wordt. Ook is het een feit dat deze zwakke schakels met de huidige lastechnologie en corrosiekennis thans niet meer voor behoeven te komen. Het is dus vaak onkunde en ook wel gemakzucht, dat er inferieure lasverbindingen worden gemaakt. Naast mechanisch zwakke lassen kan men ook lassen leggen die later gevoelig blijken te zijn voor allerlei corrosiemechanismen.Gesprekken met deskundige leveranciers van halffabrikaten (zoals bijvoorbeeld lastoevoegmaterialen) kunnen heel wat problemen en corrosieschade voorkomen. Omdat de fysische eigenschappen van austenitisch roestvast staal behoorlijk afwijken van koolstofstaal moet men uiteraard tijdens het lassen hiermee rekening houden. Men kan daarom bij roestvast staal geen gebruik maken van bijvoorbeeld C02- of autogeenlassen.
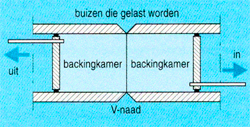
Afbeelding 6. Het doorspoelen met en backinggas.
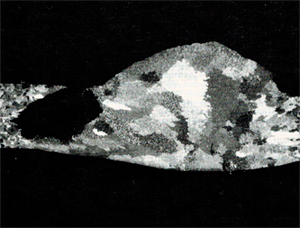
Afbeelding 7. Zware putcorrosie, net naast de las.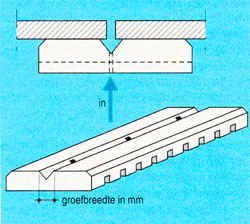
Afbeelding 8. Onderleg met V-groef en gastoevoergaatjes.

Lassen van roestvast staal
Omdat in de praktijk veelal austenitische kwaliteiten worden gelast, zal onderstaande beschouwing primair betrekking hebben op deze roestvast staal-typen. Doordat de fysische eigenschappen van austenitisch roestvast staal, in tegenstelling tot de chroomstalen, behoorlijk afwijken van die van het koolstofstaal, zal het duidelijk zijn dat deze afwijkingen een aanzienlijke invloed hebben op het uiteindelijke lasproces. De lineaire uitzettingscoëfficiënt is bijvoorbeeld 1,5 keer die van koolstofstaal, hetgeen betekent dat er veel hogere restspanningen in het material achterblijven na een thermische belasting. Men zal daarom hechtlassen veel dichter bij elkaar moeten aanbrengen dan bij koolstofstaal. Het relatief slechte warmtegeleidingsvermogen van austenitisch roestvast staal zorgt ervoor dat de hitte in de laszone veel slechter wordt afgevoerd. Hierdoor wordt het lassen in positie bemoeilijkt vanwege het trage stollen. De kans op intermetallische uitscheidingen op de korrelgrenzen wordt vergroot omdat de factor tijd daar in de kaart wordt gespeeld.
Ook bestaat het gevaar dat het smeltbad oververhit raakt. De slechtere elektrische geleiding kan ervoor zorgen dat de toevoerelektrode sneller oververhit raakt. Door deze feiten is het aan te raden bij dikkere platen het MIG-lasproces of het elektrodelassen toe te passen, vanwege de relatief lage thermische belasting. Voor dunnere plaat (tot circa 3 mm) en pijpen wordt veelal het TIG-lasproces aanbevolen. Bij het TIG-lassen wordt de warmte verkregen door een elektrische boog tussen een niet-afsmeltende wolfraamelektrode en het werkstuk. Hierdoor is het TIG-lasproces zeer geschikt voor het lassen van dun roestvast staal en pijpverbindingen, en dat in elk gewenste stand. Ook voor het leggen van grondnaden bij dikke plaat wordt het TIG-lasproces vaak gebruikt. Het lassen onder poederdek wordt in sommige gevallen ook toegepast. Voor alle roestvast staal-kwaliteiten geldt dat de voorbereiding optimaal moet zijn. Men moet dan vooral denken aan het reinigen en het voorbewerken van de te lassen gebieden. De lasnaden dienen droog, schoon en vooral vetvrij te zijn. Vooral vet en potloodstrepen bevatten koolstof dat heel graag het materiaal wil binnendringen (diffunderen), omdat de drang om koolstof op te nemen zo hoog is. Vet dissocieert bij verhoogde temperatuur in kool- en waterstof en het zal duidelijk zijn dat dit koolstof de laskwaliteit enorm zal aantasten (chroomcarbidevorming).
Ook moeten de naden vlak en gaaf zijn (braamvrij). De vorm is afhankelijk van het te lassen produkt. Als algemene richtlijn geldt voor alle roestvast staal-kwaliteiten dat lastoevoegmaterialen zoveel mogelijk dezelfde chemische samenstelling moeten hebben als de te lassen onderdelen. Wat in de praktijk ook nog steeds als misverstand leeft, is dat de zogenaamde 'L'-kwaliteiten juist voor het lassen bestemd zijn. Dit is niet zo, want de 'L' staat voor 'laag-koolstof', en dus niet voor 'lassen'. Men kan roestvast staal zowel met beklede elektroden als met draad lassen (TIG/MIG-Iasproces). Beklede elektroden worden gebruikt ten behoeve van het handlassen. Voordelen van handlassen zijn dat men toegang heeft tot alle posities en dat de warmtetoevoer relatief laag is. Voorts werkt het snel en zijn de investeringen laag. Ook geeft de slak een bescherming aan de achterzijde van de las. Nadelen van handlassen zijn dat de kans op slakresten, slakinsluitingen, spatten en aanloopkleuren groot zijn, waardoor men altijd moet beitsen. Ook verloopt het proces vrij traag. Men dient er zeer goed op te letten dat de bekleding van de elektroden zeer goed droog zijn. Ten aanzien van het draadlassen (TIG en MIG) kan men in het algemeen stellen dat de voordelen zijn: geen slak- en spatvorming en de las wordt zeer goed beschermd. Met het MIG-proces is de lassnelheid hoog en het proces laat zich goed mechaniseren en zelfs automatiseren. De nadelen zijn dat beide processen windgevoelig zijn (dus binnen werken) en dat er geen correctie van het lasbad mogelijk is. Ook moet men altijd zorgen voor een goede backing.
Corrosie
Veel apparaten van roestvast staal gaan veelal onnodig vroegtijdig verloren door corrosieschade die ontstaan is door het ondeskundig lassen. In het algemeen geldt dat men altijd hetzelfde lastoevoegmateriaal moet gebruiken als het basismateriaal. In de praktijk komen onderstaande corrosieschades als gevolg van onvolkomen lassen het meeste voor:
- putvormige corrosie;
- spannings(scheur)corrosie;
- interkristallijne corrosie;
- lasbederf;
- knife-line attack;
- spleetcorrosie.
Deze vormen van corrosie en de maatregelen om deze zoveel mogelijk te voorkomen worden hierna nader behandeld.Putvormige corrosie
Putvormige corrosie
Deze vorm van corrosie is zeer gevreesd omdat er slechts lokaal een hevige aantasting plaatsvindt. De roestvast stalen zonder molybdeen zijn het meest gevoelig voor deze corrosievorm. Deze corrosievorm treedt vooral op in media waarin halogeen-ionen voorkomen zoals fluor-, jodium-, broom- en vooral chloorionen. De oorzaak van deze corrosie moet altijd worden gezocht in de beschadiging of onderbreking van de passieve chroomoxidehuid. Een extra gevoelige plaats waar deze corrosie optreedt, vindt men vooral naast de las. Aanloopkleuren zijn daar het bewijs voor, omdat die duiden op een sterke plaatselijke oxidatie. Deze oxidatie leidt meestal tot een poreuze oxidehuid die het elektroliet doorlaat. Vooral het relatief kleine chloorion, dat juist nodig is om de zaak passief te houden, dringt vaak dieper door dan het grotere zuurstof-atoom. Daarom is het zo belangrijk dat dergelijke aanloopkleuren door beitsen of schuren worden verwijderd, eventueel gevolgd door opnieuw passiveren. Dit beitsen geschiedt veelal door een geschikte beitspasta, omdat onderdompeling in een beitsbad vaak niet mogelijk is. Vaak denkt men dan in de praktijk dat alles nu in orde is, maar men vergeet dat de nietzichtbare binnenzijde ook deze aanloopkleuren kunnen hebben. In buissystemen komen dergelijke problemen regelmatig voor, zelfs ondanks het gebruik van backinggas. De reden is dat er nog teveel zuurstof in het backinggas zit en/of dat het zwaardere backinggas (ook wel formeergas genoemd) het lichtere zuurstof boven in de leiding liet zitten, waardoor het toch lokaal tot oxidatie kwam. Deze vorm van corrosie heeft reeds vroegtijdig veelleidingsystemen plaatselijk totaal vernietigd. Zelfs leidingen, waardoor bijvoorbeeld chloridehoudend koelwater loopt, kunnen na één à twee jaar net naast de lasrupsen geheel lek zijn.
Afdoende spoelen met backinggas en het gebruik van de juiste afdichtingsgereedschappen zal hier een goede oplossing bieden. Ook maakt men gebruik van het gelijktijdig in- en uitwendig lassen op dezelfde plaats, waardoor het backen overbodig wordt. Regelmatig voegt men aan het backinggas een weinig waterstof (±2%) toe, teneinde de zuurstof daarmee te laten reageren, zodat het roestvast staal gespaard blijft. Toch blijkt in de praktijk dat het effect van waterstoftoevoeging vaak niet volledig het gewenste resultaat geeft. Wel kan men helium aan het backinggas toevoegen, teneinde de zuurstof bovenin de leiding te verdrijven. Om een goed lasproces mogelijk te maken dient men eerst de laskamer (afb. 6) voor te spoelen met formeergas volgens de formule in het kader. Empirisch wordt ook wel gesteld dat de tijd van doorstromen dusdanig moet zijn dat het totale volume van de backingruimte circa 20 maal vervangen is. Omdat uit de praktijk blijkt dat het gehele formeren qua kwaliteit vaak te wensen overlaat, kan niet voldoende benadrukt worden hoe belangrijk dit is. Men kan eigenlijk alleen verantwoord starten met het lasproces indien het zuurstofgehalte van het formeergas onder de 50 ppm gekomen is. Indien men dit kritische aspect voldoende onderkent, kan zeer veel corrosie, bijvoorbeeld de putcorrosie zoals weergegeven in afbeelding 7, voorkomen worden. Ook kan men platen lassen door deze te backen met behulp van een zogenaamde 'onderleg', waaruit het beschermgas voortdurend stroomt aan de onderkant van de lasrups (afb. 8). De groefbreedte die nodig is in deze onderleg, is in tabel 6 weergegeven. Ook kunnen achterblijvende slakresten het risico op corrosie verder vergroten. Daarom dienen deze altijd grondig verwijderd te worden. Tenslotte is het vermeldingswaardig dat na het aanbrengen van de eerste laslaag het backinggas moet blijven stromen als men de tweede vullaag gaat aanbrengen, omdat de eerste laslaag daardoor weer zeer heet wordt (grote kans op oxidatie).
Ook is het sterk aan te raden om na het lassen nog even door te gaan met dit spoelen, totdat het oppervlak onder de 250°C is gekomen. Een variant op de putvormige corrosie is de zogenaamde besmettingscorrosie, die veroorzaakt wordt doordat er vreemde metaaldeeltjes op het roestvast staal terecht zijn gekomen. Gebrek aan zuurstof onder deze deeltjes resulteert in activering van het oppervlak, waardoor putcorrosie ontstaat. De meest ernstige vorm wordt veroorzaakt door contaminatie (besmetting) van koolstofstaaldeeltjes, die hevige putcorrosie kunnen initiëren. Ook metaaldeeltjes van allerlei gereedschappen en verkeerde staalborstels kunnen de aanleiding tot deze corrosievorm zijn. Daarom is het zo belangrijk dat het verwerken van koolstofstaal en roestvast staal gescheiden gebeurt en dat men heel bewust met gereedschappen omgaat. Is men toch nog onzeker over een mogelijke besmetting, dan is beitsen de beste remedie. Spanningen zijn veelal aanleiding tot het ontstaan van corrosie en daarom is het zaak dat deze zo laag mogelijk worden gehouden. Spanningsgebieden stellen zich in een elektrochemisch systeem altijd anodisch op en dergelijke plekken offeren zich nu eenmaal op ten opzichte van de kathode, die qua oppervlakte meestal vele malen groter is, hetgeen het corrosieproces verder laat versnellen. Het corrosiefenomeen dat ontstaat is de transkristallijne corrosie, hetgeen wil zeggen dat de corrosie zich voortplant dwars door de metaalkristallen heen (afb. 9 en 10). Dit in tegenstelling tot de interkristallijne corrosie, waar de corrosie zich rond de korrels voortplant (afb. 11 ).
Kleine microscheurtjes aan de oppervlakte geven ter plaatse een spanningsverhoging, zodat dit plekje zich anodisch opstelt en gaat corroderen. Bij het corroderen neemt het waterstofion vanuit het elektroliet een elektron aan van het mataalion dat in de oplossing is gekomen, zodat er zich waterstof vormt. Deze waterstof diffundeert lokaal in het oppervlak van het roestvast staal, hetgeen tot een plaatselijke verbrossing leidt. Deze verbrossing zorgt ervoor dat het scheurtje zich gemakkelijk kan voortplanten, waardoor de transkristallijne scheur (breuk) zich vrij snel kan vormen. Deze ernstige corrosie treedt in principe alleen op bij halogeen-ionen (vooral fluor- en chloorionen). Teneinde de spanningen in het roestvast staal zo veel mogelijk te voorkomen, is het aan te raden om zoveel mogelijk de onderdelen in koude toestand te lassen met zo laag mogelijke stroomdichtheid en zo hoog mogelijke lassnelheid. Ook moet ervoor gezorgd worden dat de lassen niet te dicht bij elkaar komen te liggen en dat de lassen elkaar niet kruisen. Het hechten moet men daarom ook zo gering mogelijk doen, zodat het gebruik van hechtstrippen altijd af te raden is. Omdat de lassen vanwege het krimpen ook voor extra spanningen zorgen, moet er altijd naar gestreefd worden dat deze lasnaden een minimale inhoud hebben, zonder dat dit ten koste gaat van de sterkte van de verbinding. Bij het lassen van ongelijke dikten is de kans ook groter dat men hogere restspanningen overhoudt en daarom is het hier de taak van de constructeur om dit zoveel te vermijden (afb. 12). In de praktijk blijkt dat spanningsarm gloeien op circa 1060°C het allerbeste is omdat ten eerste de piekspanningen verdwijnen en omdat eventuele intermetallische verbindingen en andere precipitaten oplossen in de matrix. Ook kan spanningscorrosie ontstaan indien men meerdere lasrupsen over elkaar heenlegt omdat de kwaliteit van de onderliggende las achteruit gaat door het steeds opnieuw verhitten. Raadzaam is het dan om de laatste laag aan de corrosief belaste zijde te houden en zo mogelijk te gloeien.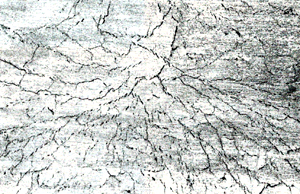
Afbeelding 9. Spanningscorrosie.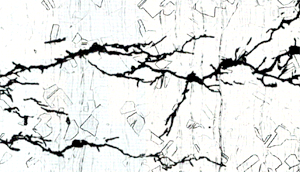
Afbeelding 10. Transkristallijne scheurvorming door spanningscorrosie.
Interkristallijne corrosie
Op geringe afstand van de lasrups kunnen door de invloed van de warmte op de korrelgrenzen en in de regel bij een hoger koolstofgehalte, chroomcarbiden ontstaan indien daar voldoende tijd voor is. Een en ander blijkt uit een zogenaamd TTT-diagram, dat staat voor Tijd, Transformatie en Temperatuur (afb. 13). Uit dit diagram blijkt dat deze ongewenste carbiden zich kunnen vormen als het koolstofgehalte, de temperatuur en de tijd daartoe aanleiding geven. Met andere woorden: een lager koolstofhoudend roestvast staal zal veel minder gevoelig hiervoor zijn dan typen met een hoger koolstofgehalte. Empirisch is bepaald dat chroomcarbiden alleen maar op de korrelgrenzen ontstaan indien het koolstofgehalte hoger is dan 0,04%. Ook blijkt in de praktijk dat dunwandig roestvast staal normaal gesproken geen last heeft van dit fenomeen omdat de afkoelingstijd zo kort is vanwege de geringe wanddikte. In dit laatste geval is dus de tijd niet toereikend om deze carbiden te vormen. Deze carbide vormen zich voornamelijk in het temperatuurgebied van 450 tot 900°C. Op enige afstand van de las heeft men dus te maken met een zogenaamd sensitief gebied dat deze carbiden laat ontstaan. Daarom krijgt men altijd corrosie op enige afstand van de las en niet gelijk naast de las zoals dat met het 'knife-line attack' het geval is. Dat deze carbide juist op de korrelgrenzen ontstaan, komt omdat de kiemneiging voor dergelijke verbindingen daar het grootst is. De corrosie kan zelfs zulke ernstige vormen aannemen dat de korrels hierdoor als het ware los ten opzichte van elkaar komen te liggen. Deze precipitaten onttrekken chroom aan hun omgeving waardoor de omgeving onedeler is dan de rest. De omgeving van de carbiden wordt hierdoor actief en zal snel in hoge mate corroderen. Indien ook nog spanningen aanwezig zijn, wordt deze corrosievorm verder versterkt. Ook kan er verbrossing optreden door het feit dat vanwege de harde chroomcarbiden (Cr23C6) de taaiheid van het materiaal behoorlijk naar beneden wordt gebracht. Deze vorm van corrosie wordt dus interkristallijne corrosie genoemd, omdat deze zich afspeelt tussen de metaalkristallen (afb. 11 ). Door de aanwezige restspanningen zal vanwege de kerfwerking die door deze corrosie is ontstaan, het onderdeel snel doorbreken. Uiteraard kan men ook deze corrosievorm krijgen door andere thermische belastingen die een bepaalde tijd duren.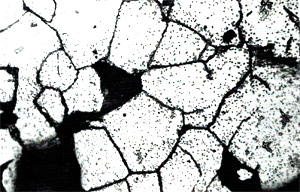
Afbeelding 11. Interkristallijne corrosie en chroomcarbiden precipitatie.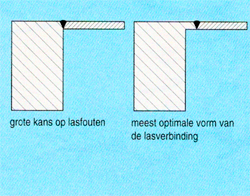
Afbeelding 12. De juiste methode toepassen voorkomt lasfouten.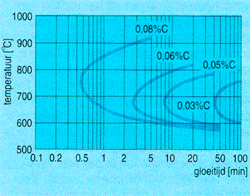
Afbeelding 13. TTT -diagram (tijd, transformatie en temperatuur).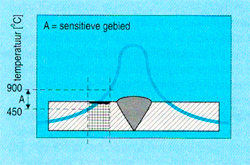
Afbeelding 14. Temperatuurverloop van de las en in de laszone.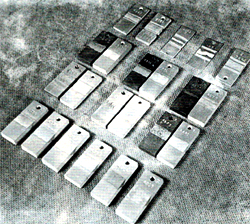
15. Lasbederf (weld-decay).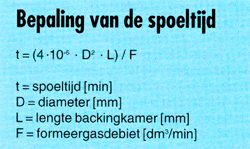
Lasbederf
Eigenlijk is lasbederf een variant van interkristallijne corrosie. Toch wordt het specifiek genoemd, omdat interkristallijne corrosie ook door andere thermische belastingen kan ontstaan. Indien we het temperatuurverloop over een las bekijken, zien we een soort Gauss-kromme (afb. 14). Indien we dan het TTT -diagram er naast leggen, zien we dat er een sensitieve zone naast de las ontstaat die bij voldoende tijd de beruchte chroomcarbiden vormt. Bij hoge temperatuur is de oplossingsdrang groot genoeg en bij lagere temperatuur is de diffusiesnelheid te laag om deze gevreesde carbiden te vormen. Dit resulteert in de zogenaamde neusvorm van de TTT -kurve. Er blijft een sensitief gebied over dat snel wordt aangetast als gevolg van dit fenomeen. Oplossingen zijn in dit geval ook weer het toepassen van typen met een laag koolstofgehalte of een gloeibehandeling na het lassen. Op afbeelding 15 is deze corrosievorm zichtbaar. Lasbederf komt gelukkig in de praktijk niet veel meer voor, omdat er in de regel voldoende maatregelen tegen genomen worden.
Knife-line attack
Roestvast staal-soorten die gelegeerd zijn met titaan vormen vanwege het relatief hoge koolstofgehalte titaancarbiden. Deze titaancarbiden verdelen zich dispers over de matrix en voorkomen de vorming van de gevreesde chroomcarbiden. De reden is dat titaan een hogere affiniteit heeft ten opzichte van koolstof dan chroom. Het roestvast staal is op deze wijze gestabiliseerd. Toch kunnen deze titaancarbiden een oorzaak van putcorrosie zijn, omdat zo'n deeltje zich als een defect in het oppervlak kan manifesteren. Naast dit probleem en de slechte polijstbaarheid heeft men nog een ander groot nadeel en wel dat de titaancarbiden in de warmtebeïnvloede zone zullen dissociëren (uiteenvallen) tijdens het lasproces. Het titaan zal dan verbranden en het koolstof dat vrijkomt zal op zijn beurt onmiddellijk een verbinding aangaan met het chroom met alle nadelige gevolgen van dien. Om deze reden past men nooit titaanhoudend lastoevoegmateriaal toe. Het gevolg is dat deze zone actief is geworden omdat over een smalle strook het chroomgehalte onder de 12% is gekomen. Het zal duidelijk zijn dat er lokaal hevige corrosie ontstaat en wel in een scherpe mesachtige vorm. Dit is dan ook de reden dat men dit knife-line attack noemt (afb. 16). Het is geen eenvoudige opgave dit fenomeen te bestrijden. Naast zo laag mogelijke heat-input en zo'n hoog mogelijke lassnelheid is nog altijd de beste remedie in plaats van een titaan gestabiliseerd roestvast staal een type met laag koolstofgehalte te gebruiken (L-kwaliteit). Het enige nadeel hiervan is dat de mechanische eigenschappen hiervan wat slechter zijn. Niobium gestabiliseerde kwaliteiten zijn duidelijk minder gevoelig voor dit knife-line attack probleem. Naast koolstofarme lastoevoegmaterialen worden ook wel niobium-gestabiliseerde lastoevoegmaterialen gebruikt.
Spleetcorrosie
Hoewel deze corrosievorm als gevolg van het lassen zeer weinig voorkomt, moet de constructeur er toch voor zorgen dat er geen spleten in de lasopstelling zullen voorkomen. Juist in nauwe spleten is de doorstroming van het medium zo gering dat er een gebrek aan zuurstof komt dat juist nodig is om de oxidehuid in optimale vorm te houden. Vooral het chloorion zal diep doordringen in nauwe spleten en daar de beschermhuid vernietigen. Dit laatste kan vooral optreden in pijp/ pijpplaat-verbindingen die eenzijdig zijn gelast (afb. 17). Hoewel roestvast staal een materiaal is dat zich prima laat lassen, moet toch gelet worden op een aantal spelregels die latere corrosievorming kunnen voorkomen. Daarnaast kunnen zich bij austenitische staalsoorten nog andere problemen voordoen indien met onvoldoende kennis van zaken wordt gelast, namelijk het ontstaan van warmscheuren.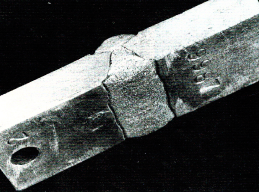
Afbeelding 16. Knife-line attack.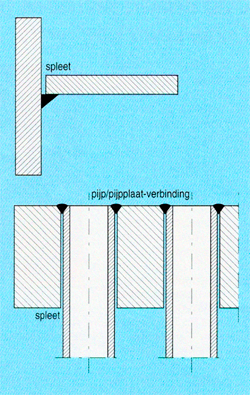
Afbeelding 17. Spleten en pijp/pijpplaat-verbindingen die eenzijdig zijn gelast geven gevaar voor corrosie.
Warmscheuren
Austenitische roestvast staal-soorten kunnen gevoelig zijn voor het zogenaamde warmscheureffect (afb. 19). Warmscheuren worden meestal veroorzaakt door eutectische verbindingen die bij lagere temperatuur (bijvoorbeeld 1000 °C) reeds smelten. Dit effect treedt voornamelijk op als het roestvast staal primair austenitisch stolt vanuit de smeltzone. Austenitisch roestvast staal zal afhankelijk van het chroom- en nikkelgehalte, primair ferritisch- of austenitisch stollen (afb. 20). Stolt het primair ferritisch, dan zal door segregatie en transformatie een bijna volledige austenitische structuur ontstaan. Als het primair austenitsch stolt, ontstaat gelijk een austenitische matrix met een restsmelt van een weinig ferriet. Ook is in afbeelding 20 te zien hoe de zogenaamde duplexkwaliteiten ontstaan. Deze feiten hebben grote invloed op het lassen en op de warmscheurgevoeligheid. Indien het roestvast staal primair ferritisch stolt, is de kans zeer gering op warmscheuren, mits de juiste lasparameters in acht worden genomen. Als het roestvast staal primair austenitisch stolt, moet men er alles aan doen om warmscheuren te voorkomen. Dit kan onder andere door:
- goede menging met het moedermateriaal;
- hoog-zuivere lastoevoegmaterialen, die eventueel een weinig molybdeen en mangaan bevatten;
- geen grote lasrupsen;
- maximale warmte-inbreng(± 1 ,5 kJ/mm).
De reden dat primair ferritisch gestolde kwaliteiten minder gevoelig zijn voor warmscheuren, komt omdat ferriet een veel hogere oplosbaarheid heeft voor allerlei elementen dan austeniet (tabel 7).
Primair gestold ferritisch roestvast staal
Deze roestvast staal-kwaliteiten zijn alle afgeschrikt vanaf circa 1050 °C , waardoor de structuur die dan nagenoeg geheel austenitisch is, wordt ingevroren. Gaat men daarna lassen dan zal het duidelijk zijn dat de onderdrukte ferriet gaat uitscheiden in de lasovergang. Dit levert een uitstekende lasverbinding op, mits het ferriet getolereerd wordt. In de praktijk blijkt dat dit laatstgenoemd feit meestal geen enkele moeilijkheid oplevert, alhoewel er soms bepaalde gevallen zijn van preferente aantasting van het ferriet zoals dat te zien is op afbeelding 21. Wel is dit (magnetische) ferriet een probleem indien de magnetische permeabiliteit laag moet zijn, zoals bijvoorbeeld in bepaalde meetinstrumenten, denk hierbij bijvoorbeeld aan kompasruimten.
Samenvattend kan gesteld worden dat primair gestolde roestvast staal-typen probleemloos gelast kunnen worden zonder warmscheurneigingen.
Afbeelding 19. Warmscheur in lasmetaal.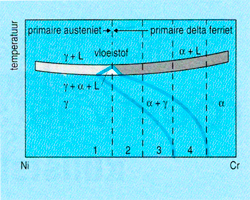
Afbeelding 20. Schematisch pseudo-binair diagram voor 70% Fe in Fe-Cr-Ni legeringen (volgens Lippold and Savage).
Afbeelding 21. Preferente aantasting van ferriet.
Primair gestold austenitisch roestvast staal
Zoals in afbeelding 20 is weergegeven, hebben deze kwaliteiten een hoger nikkelgehalte, waardoor bepaalde problemen en gevolgen kunnen worden veroorzaakt, zoals:
- een volledig austenitische structuur vanaf de smelt- tot kamertemperatuur; dit heeft tot gevolg dat er weinig ongewenste elementen 'gevangen' kunnen worden die juist tot warmscheuren aanzetten (tabel 7). Het zal daarom dus duidelijk zijn dat deze typen extra gevoelig zijn voor warmscheuren;
- doordat ferriet ontbreekt zal de rek en de kerftaaiheid worden verhoogd en de rekgrens worden verlaagd. Dit is gedeeltelijk te compenseren door 0,1 tot 0,2% stikstof toe te voegen. De kerftaaiheid bij lage temperatuur is beter dan die bij de primair ferritisch gestolde typen;
- de magnetische permeabiliteit is laag (≤1 ,001) en dat is voor bepaalde toepassingen uiterst plezierig;
- om de neiging tot warmscheuren af te laten nemen, is het aan te raden een austenitisch lastoevoegmateriaal te nemen met een gering ferrietgehalte. Dit ferriet kan veel beter als 'vuilnisbak' de ongewenste elementen in zich opnemen. Men moet zich wel afvragen of dit ferriet is toegestaan in verband met het magnetisme dat plaatselijk zal ontstaan;
- hoe groter de lasrups, des te groter de kans is op warmscheurgevoeligheid. Het lastoevoegmateriaal moet daarom uiterst zuiver zijn. Geringe verhogingen van het molybdeen-en mangaangehalte is dan ook veelal een noodzaak.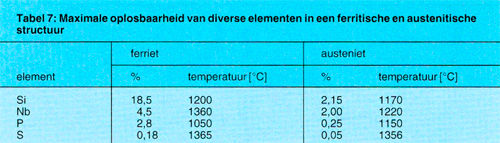
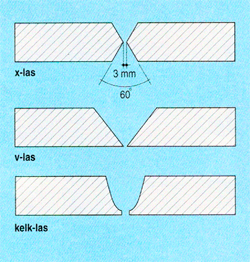
Afbeelding 22. De X-naad, de V-naad en de kelknaad, hebben ieder hun specifieke toepassing.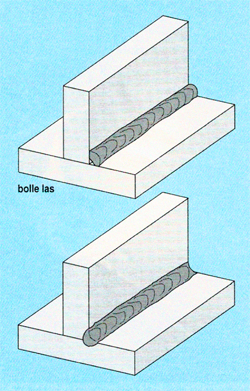
Afbeelding 23. Bij het aflassen is de stroomdichtheld belangrijk: een te lage stroomdichtheid geeft een bolle las.
Samenvatting
Globaal kan men de problemen die kunnen ontstaan bij het lassen van roestvast staal indelen in twee categorieën, te weten problemen bij het verwerken van dunwandig material en die bij het verwerken van dikwandig materiaal. Naarmate de wanddikte toeneemt zullen ook de problemen toenemen, waardoor de voorzorgsmaatregelen aangescherpt dienen te worden.
De problemen die eerder bij dikwandige materialen dan bij dunwandige kunnen optreden zijn:
- uitscheiding van brosse intermetallische verbindingen;
- een beheersing van het ferrietgehalte;
- warmscheuren, en dat voornamelijk bij primair gestold austenitisch roestvast staal;
- het lassen van verschillende dikten;
- de keuze die men moet maken ten aanzien van de juiste voorwarm-en spanningsarmgloeitemperatuur;
- het verkrijgen van de juiste hardheid.
Voor dunwandig roestvast staal kan men op geheel andere problemen stuiten, zoals:
- beheersing van het ferrietgehalte (dit speelt een grote rol bij duplex kwaliteiten);
- het maken van goede doorlassingen;
- ongewenste vervormingen;
- het aanbrengen van het juiste backinggas en de controle op de aanwezige zuurstof.
Goed 'backen' wordt in de praktijk veelal onderschat, omdat men meent zuurstofarm te werken terwijl dat in de regel niet zo is. Vooral de neiging van het lichtere zuurstof om boven het backinggas te gaan drijven, heeft apparatenbouwers en installateurs ertoe gebracht om bij buisverbindingslassen de pijp rond te laten draaien, zodat de lastoorts altijd in de onderste positie vast opgesteld kan blijven staan. Dit is uiteraard niet in alle gevallen uitvoerbaar. Ook komt het zogenaamde 'tandem' –lassen meer en meer in de belangstelling. In dat geval wordt op hetzelfde moment aan beide zijden een las gelegd waardoor het 'backen' overbodig wordt. Deze methode vereist een nauwkeurige en deskundige begeleiding, omdat geringe afstandsverschillen van de lastoortsen al tot ongewenste oxidaties kunnen leiden. Dikkere platen kunnen het beste een X-lasnaad krijgen, omdat dan een symmetrische vulling wordt verkregen en een gelijkmatige krimp, waardoor een minimale vervorming zal optreden. Ook is de naadinhoud geringer, waardoor de thermische belasting geringer is dan bij een V-naad. Bij buizen worden echter in principe nooit X naden toegepast. Kelknaden worden pas dan toegepast indien de plaatdikte groter is dan 30 mm (afb. 22). Ten aanzien van hoeklassen kan opgemerkt worden, dat dergelijke lassen qua moeilijkheidsgraad veelal onderschat worden. De lasnaad moet dusdanig worden uitgevoerd dat men een positieve hoekinbranding krijgt en dat de zijkanten goed zijn aangevloeid. Ook gebeurt het regelmatig dat de hechtlassen verkeerd worden gelegd. Of de stroomsterkte is te hoog waardoor er scheuren in de hechtlas ontstaan, of de stroomsterkte is te laag waardoor men geen positieve hoekinbranding heeft verkregen. Van de hechtlassen moeten altijd de kop en de krater worden weggeslepen om bindingsfouten en/ of slakinsluitingen te voorkomen. Ook bij het aflassen is het instellen van de juiste stroomdichtheid zeer belangrijk, omdat bij een te lage stroomdichtheid een bolle las ontstaat (afb. 23). Als de stroomsterkte te hoog is, is de kans op scheuren erg groot. De laselektrode kan het beste onder 45° worden gehouden en in de lengterichting onder 80°. Uiteraard is er over het lassen van roestvast staal nog heel veel mee te delen. De in deze artikelen verstrekte informatie dekt echter wel vele elementaire zaken, die op zich al een publikatie 'verdienen'. Het is daarom belangrijk dat men in samenspraak met de leverancier van lastoevoegmaterialen, maar ook met de leverancier van lasapparatuur, tot een optimale keuze komt, teneinde de kans op lasfouten zoveel mogelijk te reduceren. Want één ding blijft een feit en dat is, dat er heel veel corrosieschade is ontstaan door het onjuist of onvolkomen lassen
Klik hier voor deel 1