


Beitsbaar ontwerpen en construeren in roestvast staal
Oppervlaktebehandeling van roestvast staal kan meer dan één doel dienen. Verfraaiing is er een van. Het voorkomen van procesverontreiniging een tweede. Verbetering van de corrosiebestendigheid is echter een aspect dat vrijwel altijd meespeelt en vaak de belangrijkste reden is. Omdat de doeleinden van de oppervlaktebehandeling sterk kunnen verschillen, evenals de problemen die moeten worden opgelost, bestaan er veel methoden, die elk hun voor- en nadelen hebben. Het beitsen neemt daarbij een belangrijke plaats in.
Artikel gepubliceerd in Roestvast staal nummer 2 1993. Artikel 1
Beitsen van Roestvast staal
Beitsen is een chemische oppervlaktebehandeling die gebruik maakt van mengsels van chemicaliën, doorgaans opgelost in water. Van oorsprong wordt met de term beitsen bedoeld: het verwijderen van wals- of gloeihuid en dergelijke, alsmede van allerlei verontreinigingen die tijdens fabricage en bewerking op een metaaloppervlak ontstaan en achterblijven. Vaak worden daarvoor zuren gebruikt, maar ook neutrale en alkalische middelen, en soms gesmolten zouten. Het verwijderen van verontreinigingen die tijdens het gebruik op een metaaloppervlak zijn ontstaan behoort niet met de term beitsen te worden aangeduid, ook niet als dat met een zuur gebeurt. Hier is bijvoorbeeld de naam zuurreiniging of chemische reiniging op zijn plaats. Hoewel reiniging na bedrijf dus volgens de titel niet in dit artikel thuishoort zal het verderop nog eens ter sprake komen.
Zure beitsmethoden worden al zeer lang toegepast. Deze processen zijn al veel ouder dan de uitvinding van zuurinhibitoren. Het toepassen van niet geïnhibiteerde zuren heeft als effect dat niet alleen de oxydehuid wordt opgelost, maar vooral ook een laagje van het daaronder liggende metaal.
Dit heeft natuurlijk nadelen:
- Er gaat meer materiaal verloren dan nodig is.
- Er wordt meer zuur verbruikt.
- Er komt meer metaal in oplossing (afvalprobleem).
Er zijn echter ook voordelen:
- Traag oplossende oxyden worden (veel) sneller verwijderd doordat van het metaal waarop ze vastzitten het bovenste laagje wordt opgelost zodat het oxyde in schilfertjes loskomt (een nadeel hiervan kan slibvorming in de oplossing zijn).
- In het oppervlak gedrukte vreemde deeltjes worden bereikt/losgemaakt.
- Milieuprobleem van inhibitoren wordt vermeden.
Passiviteit
Deze overwegingen gelden voor zeer veel metalen en legeringen. Roestvast staal behoort echter tot een speciale groep: metalen die van zichzelf niet bijzonder chemisch bestendig zijn, maar die aan hun oppervlak een chemisch zeer stabiele oxydefilm vormen, die het onderliggende metaal tegen vele invloeden beschermt. Er gaat geen maand voorbij zonder dat er in dit vakblad aandacht aan deze eigenschap en zijn beperkingen wordt besteed, dus hier zullen wij er niet te diep op in gaan. Een heel belangrijke eigenschap die deze beschermhuid dient te hebben is dat zij dun, homogeen en goed gesloten is. Na fabricage en/of bewerking is aan deze eis nooit voldaan. De oxydehuid, die een hoger chroomgehalte heeft dan het metaal, is hard, maar ook bros. Een te dikke huid vertoont daarom al snel breuken die de corrosiebestendigheid zeer nadelig beïnvloeden. Dikke oxydehuiden zijn meestal het gevolg van warmtebehandelingen maar ook lassen met zijn warmte-effect is een belangrijke oorzaak van plaatselijke en zeer onregelmatige oxydehuidverdikking.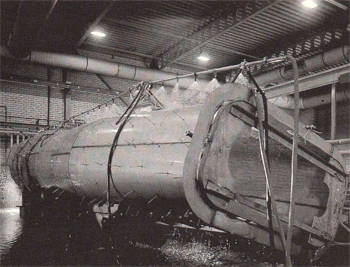
Op, in of onder de oxydehuid kunnen deeltjes van vreemd materiaal aanwezig zijn. Meestal denken wij dan in de eerste plaats aan verontreiniging met koolstofstaaL Zulke deeltjes, ingewalst of geslepen, hebben uiteraard een inferieure corrosieweerstand en zullen als beginpunt van corrosie van het roestvast staal optreden. Om het materiaal in staat te stellen een goed gesloten, homogene en dunne oxydehuid te vormen is het zaak eerst de oude grondig te verwijderen, samen met alle verontreinigingen zoals koolstofstaaldeeltjes, bij de bewerking gebruikte oliën en vetten, silicaathoudende materialen zoals zand en lasslak enzovoort. Door na de beitsbehandeling snel te zorgen voor een milieu dat zo weinig mogelijk verontreinigingen bevat, maar rijk is aan zuurstof, zijn goede condities geschapen voor het ontstaan van een oxydehuid. Het metaal is dan passief, het ontstaan van deze huid wordt passivering genoemd, welke term ook wel eens aan het gehele proces wordt gegeven. Andere metalen die hun toepassing in de techniek vooral danken 'aan hun passiviteit (aluminium, titaan, zirkonium, hafnium, niobium, tantaal) worden vaak ook behandeld met beitsprocessen die een opmerkelijke overeenkomst vertonen met die voor het beitsen van austenitisch roestvast staal.
Het beitsproces
Dat gehele proces bestaat uit een aantal stappen. Het eigenlijke beitsmiddel is vrijwel altijd een mengsel van verschillende zuren. De samenstelling wordt bepaald door de aard van het te beitsen metaal en de te verwijderen verontreiniging. Een groot deel van het roestvast staal dat voor beitsen in aanmerking komt is austenitisch (of ferritisch/austenitisch-duplexstaal) van structuur en hiervoor wordt meestal een beits op basis van salpeterzuur en fluorwaterstofzuur gebruikt. De functie van de bestanddelen kan als volgt worden weergegeven:
- Salpeterzuur lost koolstofstaaldeeltjes zeer effectief op maar tast austenitisch roestvast staal niet aan ('n zuivere salpeterzuuroplossing stimuleert zelfs de vorming van de beschermende oxydehuid). Omdat dekoolstofstaaldeeltjes zijn omgeven door een laagje ijzeroxyde dat onoplosbaar is in salpeterzuur, staat dit zuur vrij machteloos tegenover dit soort verontreiniging.
- Fluorwaterstofzuur lost deze oxyden wel op en tast het roestvast staal oppervlakkig aan, en maakt zo de weg vrij voor het salpeterzuur naar de blanke koolstofstaaldeeltjes (HF zelf lost koolstofstaal maar langzaam op). Verder lost het Si-verbindingen op (grovere deeltjes zoals zand worden in de tijd die een beitsproces duurt hoogstens aangeëtst, maar daardoor wel losgemaakt)
- Door zijn oxyderende werking beperkt salpeterzuur de aantasting van het roestvast staal. Deze werking is nog te verbeteren door het toevoegen van sterkere oxydatoren (b.v. dichromaat). Zulke stoffen worden wel inhibitoren genoemd, maar ze worden zeer beperkt toegepast wegens hun milieuschadelijkheid en giftigheid
- Eventueel een verdikkingsmiddel bij toepassing als vlakkenbeits of lasnaadbeits.
- Organische inhibitoren worden in dit milieu niet gebruikt omdat ze door salpeterzuur worden afgebroken en omdat ze enkele functies van de beits (het doen oplossen van koolstofstaal en van het basismetaal) zouden hinderen.
- De meeste vetten en organische stoffen worden door dit mengsel niet opgelost.Sommige organische stoffen worden door salpeterzuur geoxydeerd, maar dit leidt tot vorming van nitreuze dampen. Door het toevoegen van een zuurontvetter aan het beitszuur (een mengsel van oppervlakteactieve stoffen) is het mogelijk veel vette verontreinigingen tijdens het beitsen te verwijderen.
Toch is het meestal, afhankelijk van de mate en aard van verontreiniging, gewenst voor het beitsen een aparte ontvettingsbehandeling toe te passen.
- Een speciale ontvetting ontvet meestal beter dan een zuurontvetter.
- Bij badbeitsing wordt de verontreiniging van het beitsbad verminderd.
- De vorming van nitreuze dampen wordt verminderd.
Meestal wordt zowel een alkalische voorontvetting als een zuurontvetting toegepast. Het gebruik van oplosmiddelen wordt tegenwoordig uit milieuoverwegingen zoveel mogelijk vermeden maar is soms onontbeerlijk (b.v. inkt- en verfverwijdering). De meestegefluoreerde en gechloreerde oplosmiddelen zijn nu al praktisch taboe. Het naspoelen is een cruciale fase. Het vormt de overgang van het milieu in het beitszuur, waar het metaal oxydevrij is, naar de toestand waar zich de nieuwe passieve laag vormt. Deze oxydehuid moet zich vormen in een zo schoon mogelijk milieu om inbouw van verstoringen die aangrijpingspunten voor toekomstige corrosie kunnen vormen zoveel mogelijk te beperken. Alle bestanddelen van het beitsbad en niet opgeloste deeltjes moeten dus snel en grondig worden weggespoeld. Waar mogelijk is krachtig spuiten dus nuttig. Het spoelwater moet van zo hoog mogelijke kwaliteit zijn, zeer arm aan opgeloste stoffen, vooral aan chloride, zelfs als het systeem later met veel chloriderijker water in contact komt. Chloride is een beruchte initiator van putcorrosie in roestvast staal. Inbouw in de nieuw gevormde oxydehuid moet dus zeker voorkomen worden. Alleen opgeloste zuurstof is essentieel om oxydevorming mogelijk te maken. (Een speciale passiveerbehandeling met een pure salpeterzuuroplossing of andere oxydatiemiddelen is meestal overbodig.)

Praktische uitvoering van het proces
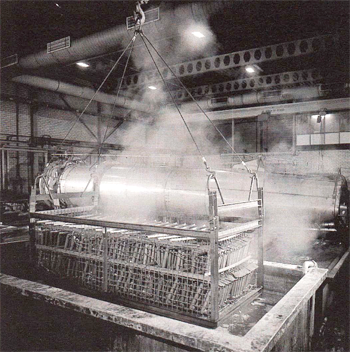
Het proces zoals hier beschreven is meestal de beste keus als het erom gaat de passiviteit en corrosiebestendigheid van austenitisch roestvast staal zoveel mogelijk te verbeteren. Als verfraaiing van het uiterlijk het hoofddoel is zal de keus vaak op een andere methode vallen, evenals wanneer minimale oppervlakteruwheid wordt geëist (b.v. mechanisch of electrochemisch polijsten). Ook in die gevallen verdient beitsen als voorbehandeling echter overweging vanwege zijn superieure vermogen tot het verkrijgen van een rein oppervlak. Niet al te grote apparatuur, onderdelen, leidingstukken enzovoort worden vaak gedompeld in baden. Grote installaties en niet te dompelen apparaten worden dikwijls gecirculeerd: met behulp van pompen worden de behandelingsmiddelen door het systeem rondgepompt. Een in het systeem opgenomen doseerbak maakt dosering en mediumwisseling mogelijk. Met deze methode kan uiteraard de buitenzijde niet behandeld worden. Toch verdient het altijd overweging om ook de buitenzijde te beitsen, ook bij procesinstallaties waar de aandacht voornamelijk op het agressieve milieu binnenin het apparaat gevestigd is. De kans op corrosie van roestvast staal door de atmosfeer samen met verontreinigingen moet niet worden onderschat.
Een mogelijkheid waarmee de binnen- en de buitenzijde van grote installaties goed te behandelen zijn is besproeiing. Mits zorgvuldig en deskundig voorbereid kan met deze methode vaak snel en met relatief weinig chemicaliën een goed resultaat worden bereikt. De laatste mogelijkheid is behandeling met gegeleerde, dat wil zeggen met een verdikkingsmiddel tot een gelei gemaakte, beitsmiddelen. Deze kunnen op elk oppervlak, ook aan de buitenzijde van grote installaties worden toegepast, mits deze voor een operator bereikbaar zijn.
Problemen die bij deze uitvoeringsvorm niet moeten worden onderschat zijn:
- De noodzaak tot grondig naspoelen.
- Het opvangen en afvoeren van de afvalvloeistoffen.
Het werken met beitsgel schept ook de mogelijkheid om bijvoorbeeld alleen lasnaden te beitsen. Uit corrosiestandpunt is dit eigenlijk alleen aanvaardbaar als de rest van het oppervlak, bijvoorbeeld voor montage, al is gebeitst. Bij de praktische uitvoering van een beitsing komen beitsfirma's vaak problemen tegen die bij vroegtijdig overleg tussen de bouwer en de beitser te vermijden zouden zijn geweest. Tot besluit bespreken wij enkele veel voorkomende fouten.
• Vermijd spleten
In spleten in een installatie zal beitszuur doordringen dat daaruit door spoelen niet of hoogstens zeer langzaam te verwijderen is. Niet verwijderen zal tot ernstige corrosie leiden, langzaam verwijderen ten minste tot niet optimale passivering. Op zijn minst wordt de benodigde spoeltijd sterk verlengd. Controle op uitspoeling van een spleet is niet doenlijk. Denk bij spleten aan: flensverbindingen (enigszins poreuze pakking verergert het probleem); aan één kant niet afgewerkte lassen; met schroeven of hechtlassen gemonteerd binnenwerk. Remedie: probeer al in de ontwerpfase zulke situaties te vermijden; beits eventueel voordat de spleten ontstaan bij de eindmontage. (Ook tijdens bedrijf zijn spleten uit corrosieoogpunt ongewenst.)
• Vermijd materiaalcombinaties
Combinatie van beitsbaar roestvast staal met andere - materialen zoals koolstofstaal geven de uitvoerder van het beitsproces grote problemen. Een roestvast stalen ketel met koolstofstalen pootjes of een roestvast stalen pijpstuk met koolstofstalen overschuifflenzen stellen de beitser vaak voor grote problemen en maken het beitsproces op zijn minst veel gecompliceerder en kostbaarder. Dergelijke onderdelen worden tijdens het beitsen vaak beschermd door een afdeklak of vet maar zo'n methode is nooit geheel betrouwbaar. Tijdens het ontwerp moet al overwogen worden of dergelijke onderdelen niet ook van roestvast staal kunnen worden geconstrueerd (de meerprijs wordt gecompenseerd door de besparing op het beitsen) of dat ze na het beitsen kunnen worden gemonteerd. Behalve de combinatie met koolstofstaallevert ook de combinatie met koperlegeringen en de combinatie van sterk verschillende roestvaststaalsoorten problemen op. Overleg tussen ontwerper en beitsfirma in een vroeg stadium kan veel problemen voorkomen.
• Ga zorgvuldig om met holle ruimten
Een holle ruimte in een te beitsen constructie die niet vulbaar en aftapbaar is vormt een ernstig risico. Als de afsluiting niet perfect is kan er beitsmiddel naar binnen lekken, dat niet meer te verwijderen is en tot ernstige corrosie zal leiden. Het is meestal veiliger zodanig te construeren dat zulke ruimten volledig vulbaar, aftapbaar en doorspoelbaar zijn.
• Houd rekening met reiniging na bedrijf
Elke installatie kan vervuilen, of er nu een processtroom doorheen loopt of een verwarmings- of koelmedium. Het is daarom verstandig reeds in de ontwerpfase met zo'n reiniging rekening te houden. Het reinigingsmiddel zal vaak een heel andere samenstelling hebben dan een beitsmiddel, omdat hiervoor de samenstelling van de verontreiniging vooral bepalend is. In de ontwerpfase kan hier al op twee manieren rekening mee worden gehouden:
- Vermijd materialen die zeer beperkt zuurbestendig zijn en materiaalcombinaties die in contact met zuur problemen kunnen opleveren, zoals (roestvast) staal en koperlegeringen.
- Zorg dat het systeem zonder veel ingrepen om te bouwen is tot een reinigingscircuit.
• Houd rekening met afvalverwerking
Chemische oppervlaktebehandeling zorgt voor het ontstaan van een aanzienlijke hoeveelheid chemisch afval die zorgvuldig moet worden verwerkt. In een goed uitgeruste beitserij met afvalwaterzuivering is de beheersing van deze afvalstromen veel eenvoudiger dan op locatie. Beitsing van uitwendige oppervlakken in situ is wat betreft afvalbeheersing de moeilijkste situatie. Bij de keuze van de methodiek dient daarmee terdege rekening te worden gehouden. Als op grond van deze problematiek een alternatieve methode voor beitsen overwogen wordt, dient bedacht te worden dat daarbij ook meestal chemisch afval ontstaat, zoals verontreinigd straalmiddeL Tegenover de milieubelasting die de verwerking van het afval van oppervlaktebehandeling met zich meebrengt staat echter in de meeste gevallen een verlengde levensduur en een betrouwbaarder bedrijfsvoering, wat uit milieustandpunt als een aanzienlijk voordeel moet worden gezien. Een ieder die verantwoordelijk is voor het ontstaan van chemisch afval, bijvoorbeeld door het (laten) uitvoeren van reinigingswerkzaamheden is ook verplicht dit afval te verwerken in een eigen, goedgekeurde installatie.