


Micropeenbehandeling tegen scheurvormende spanningscorrosie
Roestvast staal heeft een goede weerstand tegen corrosie, door de zeer stabiele passieve film aan het oppervlak. Deze film vormt echter tevens de zwakte van dit materiaal vanwege de betrekkelijk hoge gevoeligheid voor lokale corrosievormen zoals scheurvormende spanningscorrosie (SSC), putcorrosie en spleetcorrosie.
C.B.M. Nagel
Deze gevoeligheid wordt nog groter als door bewerking tijdens constructiewerkzaamheden, of gebruik, de oppervlaktegesteldheid op zodanige wijze wordt beïnvloed dat de passieve film zijn beschermende werking niet meer optimaal kan uitvoeren. Hierbij valt te denken aan afzettingen van vuil, reactieproducten enzovoort aan het oppervlak, waardoor er ongunstige condities ontstaan voor de kwaliteit van de passieve film. De micropeenbehandeling heeft een tweeledig effect: door de behandeling veranderen de mechanische eigenschappen van het oppervlak, terwijl tevens een verminderde aanhechting van vuil resulteert. Hier zal de aandacht op alleen spanningscorrosie worden gevestigd.
De micropeenbehandeling
Bij de micropeenbehandeling wordt het metaaloppervlak gehamerd met ronde glaspareltjes, waarvan de diameter ligt tussen 50 en 5000 mm. Daarbij is niet alleen de kwaliteit van het medium maar ook het vakmanschap van de uitvoerder en de bijbehorende apparatuur bepalend voor het resultaat. Alleen bij een juiste keuze van de parameters, waaronder de pareldiameter, uniformiteit van de parelgrootte kan een goed resultaat worden behaald. Om deze redenen worden ten opzichte van traditioneel glasparelstralen, veel hogere eisen gesteld aan straalmateriaal en apparatuur en moet een intensieve procesbeheersing worden nagestreefd. Behandeling kan zowel stationair als on side plaatsvinden. Enkele kritische punten zijn de spuitmondhoek, straaltijd en straalrichting, deeltjesgrootteverdeling, vorm en diameter van de parels en een optimale procesbeheersing, waarbij samenklonteren van de parels moet worden voorkomen. Het spreekt vanzelf dat een gelijkmatige en voldoende intense behandeling van het gehele oppervlak van het grootste belang is. Hierbij spelen straaltijd en kwaliteit van het straalmiddel een belangrijke rol. Als de afmetingen van de pareltjes niet voldoende uniform zijn, dan zal het behandelde oppervlak na een normale behandeltijd nog steeds niet zijn verzadigd, zoals op afbeelding 1 is weergegeven. Bovendien zal het oppervlak bij ongelijkmatige vormen van het straalmiddel verruwen in tegenstelling tot het gewenste “gladstrijken” van het oppervlak. Daardoor ontstaan er voor bijvoorbeeld spanningscorrosie, corrosievermoeiïng of putcorrosie.
Gevolgen voor het oppervlak
Het oppervlak van het behandelde metaal wordt gereinigd en wordt gladder, terwijl tegelijkertijd in een dunne oppervlaktelaag van het metaal drukspanningen worden opgebouwd. Op afbeelding 2 is duidelijk de afname van de drukspanning met de diepte te zien voor behandeld AISI 316. Direct aan het oppervlak vindt plaats. De hardheid van de oppervlaktelaag neemt toe, zoals is te zien op afbeelding 3.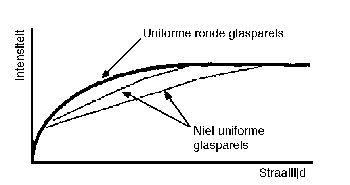
Afbeelding 1 Als de afmetingen van de pareltjes niet voldoende uniform zijn, dan zal het behandelde oppervlak na een normale behandeltijd nog steeds niet zijn verzadigd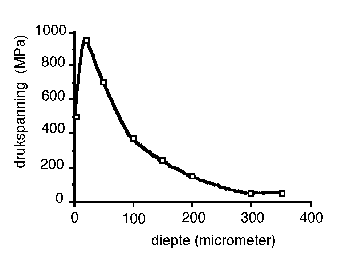
Afbeelding 2 Afname drukspanning met de diepte voor behandeld AISI 316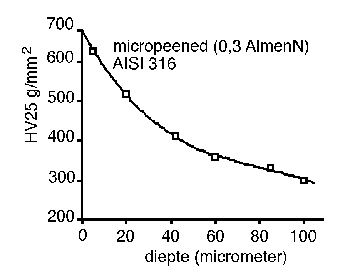
Afbeelding 3 De hardheid van de oppervlaktelaag neemt toe.
Effect op gevoeligheid voor SSC
SSC treedt op bij roestvast staal in chloridehoudende milieus als er tevens in het staal trekspanningen optreden. Deze trekspanningen kunnen zich voordoen tijdens gebruik, of als restspanningen tengevolge van bewerking zoals na lassen. Het begin van SSC vindt plaats aan het oppervlak, dus in de passieve film. De voortgang van de scheur kan worden beschreven met behulp van de breukmechanica, waarbij het corrosieproces aan het scheurfront een versnellende werking heeft op het uitgroeien van de scheur. De scheurgroei wordt dus zowel door trekspanningen als door corrosiereacties bepaald. Door de trekspanningen om te zetten in een drukspanning kan het scheurgroeiproces sterk worden geremd. Hierbij is micropeenen de effectiefste methode gebleken. Zo viel de effectiviteit, gemeten met een spanningscorrosietest in een kokende magnesiumchlorideoplossing, van verschillende methodes om restspanningen in een U-vormig gebogen proefstuk van AISI 316 te verwijderen als volgt uit:
- niet behandeld proefstuk: tijd tot breuk 600 uur;
- spanningsarm gegloeid proefstuk: tijd tot breuk 900 uur;
- gemicropeend proefstuk: tijd tot breuk 6000 uur.
Dit gunstige effect is ook onder praktijkomstandigheden gevonden.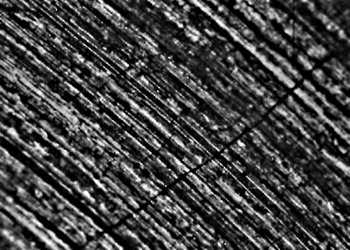
Afbeelding 4 Voorbeeld van spanningscorrosie.
Afbeelding 5 Schematische voorstelling: Naarmate het oppervlak gladder is zal de mechanische aanhechting minder worden
Effect op gevoeligheid voor aanhechtingen
Aanhechting van “vuil” op metaaloppervlakken kan verschillende oorzaken hebben. Aanhechting kan chemisch van aard zijn, waarbij waterstofatomen een brug kunnen vormen met het metaaloppervlak of waarbij covalente of ionbindingen tot stand kunnen komen. Er kan echter ook een fysische oorzaak zijn zoals adsorptie. Er kan tenslotte ook nog sprake zijn van mechanische hechting die het gevolg is van de oppervlakteruwheid. Deze oppervlakteruwheid kan soms aanzienlijk zijn. In geval van warmgewalste plaat kan de Ra-waarde wel 3 tot 4 m bedragen. Slijpen of polijsten verlaagd de ruwheid. Naarmate het oppervlak gladder is zal de mechanische aanhechting minder worden. Op afbeelding 5 is dit schematisch weergegeven. Een sterkere aanhechting is niet alleen het gevolg van een groter hechtingsoppervlak. Bij 10% oppervlaktevergroting kan de hechting met een factor 3 toenemen. Onder de aanhechtingslaag kan bovendien versnelde corrosie optreden, zoals spleetcorrosie, putcorrosie of meer in het algemeen “under deposit attack”. Slijpen kan soms een gunstige invloed hebben op de oppervlakteruwheid. Hierbij dient wel met de grootst mogelijke zorg te werk worden gegaan, in nauw overleg met de controlerende instanties. Slijpen kan namelijk ook tot gevolg hebben dat er in het metaaloppervlak plaatselijk trekspanningen worden opgewekt en soms kan er ook verruwing optreden. Deze ingebrachte trekspanningen kunnen dan weer verantwoordelijk zijn voor een verhoogde gevoeligheid voor SSC. Behandeling van het oppervlak door glasparelstralen resulteert door de verspanende bewerking eveneens in een aanzienlijke verruwing en daarmee grotere gevoeligheid voor aanhechting. Tevens kan de gevoeligheid voor putcorrosie en SSC weer toenemen tengevolge van trekspanningen in het oppervlak. Om te voorkomen dat ook de micropeenbehandeling een verspanend neveneffect heeft, worden er hoge eisen gesteld aan de procesomstandigheden. Een conventioneel geglaspareld oppervlak ziet er op het eerste gezicht goed uit, maar doordat het oppervlak op microschaal is opengereten, bestaat er grote gevoeligheid voor vuilaanhechting en corrosie, in het bijzonder SSC.
Conclusie
De micropeenbehandeling kan, indien optimaal toegepast, SSC voorkomen. Ook de aanhechting van vuil en de daarmee gepaard gaande gevoeligheid voor verschillende andere corrosievormen kan door deze behandeling sterk verminderen.
