


Ontwikkelingen in RVS in de (Petro-)Chemie
Corrosie vaste legeringen worden ingezet in de petrochemische en chemische industrie om het hoofd te bieden aan uiteenlopende agressieve productstromen. Er is een gradueel verloop van corrosie vaste legeringen, beginnend met de overbekende 304(L), tot aan exoten als Alloy 59 en het type C nikkellegeringen. In het volgende artikel wordt de toepassing van twee minder bekende typen RVS uitgelicht die vervangers/upgrades zijn van typen 304 en 316: de z.g. lean duplex staalsoorten en type 317 austenitisch staal. Omdat enig begrip van de metallurgie van duplex RVS belangrijk is bij het succesvol verwerken ervan, wordt eerst de historische ontwikkeling ervan geschetst.
Duplex RVS – historie en metallurgie
De meeste fabrikanten zal het veelvuldig gebruik van duplex RVS in de apparatenbouw voor de procesindustrie niet zijn ontgaan. Ze staan bekend om hun veel betere weerstand tegen spanningscorrosie in vergelijking met de austenieten van de 300 serie met 9-12% nikkel. Het is echter veel minder bekend dat duplex RVS is ontwikkeld om een heel ander corrosieproces tegen te gaan: interkristallijne corrosie na sensitivering door chroomcarbiden. In de jaren 20 en 30 van de vorige eeuw werden in Zweden, Finland en Frankrijk verschillende duplex legeringen ontwikkeld, veelal voor het gieten van RVS. Deltaferriet bleek een gunstige invloed te hebben op de warmscheurgevoeligheid van gietstukken, zoals we dat herkennen van het lassen van austenitisch RVS. In die tijd was het koolstofpercentage voor RVS hoger dan tegenwoordig gebruikelijk is. De praktische technieken om koolstof uit het staal te onttrekken tot lage waarden waren gewoonweg nog niet uitgevonden, en het koolstofgehalte lag op ca. 0.09%. “Argon oxygen decarburisation” (AOD) en “vacuüm oxygen decarburisation” (VOD) werden pas in de jaren 60 ontwikkeld. Uit onderzoek bleek dat als er veel deltaferriet in het RVS zat – waardoor het austeniet bijna overal werd omringd door ferriet – dat sensitivering door chroomcarbiden minder optrad. Dit werd verklaard door de hoge diffusiesnelheid van chroom in de ferrietmatrix, waardoor het chroom gehalte snel kon worden aangevuld aan de korrelgrens na de vorming van Cr23C6 carbiden. De eerste duplex stalen zoals UR-50, 453S of AISI type 329 bevatten geen stikstof als legeringselement. Wanneer deze werden verhit tot boven de ~1250°C, zoals tijdens het lassen gebeurt, lost het austeniet op en ontstaat er nagenoeg 100% ferriet. Tijdens het snel afkoelen ging de vorming van austeniet te langzaam en in de warmtebeïnvloede zone bleef een brosse ferritische zone achter. Dit deed de sensitiveringweerstand ook teniet want in ferriet lost veel minder koolstof op zodat er veel meer carbiden gevormd werden, met chroomverarming en interkristallijne corrosie tot gevolg. Deze verschijnselen beperkten de toepassing van de eerste duplexen tot applicaties waarin niet gelast werd. In de jaren 50 werd gerapporteerd dat de duplex stalen een hoge weerstand hadden tegen spanningscorrosie door chloriden.

Dat is opvallend, want zowel austenitische als ferritische stalen met nikkel zijn zeer gevoelig voor spanningscorrosie door chloriden. Het is dus juist het koppel van de twee fasen dat de weerstand tegen spanningscorrosie verhoogt. Het blijkt zo te zijn dat de austenitische fase galvanisch wordt beschermd door de ferrietfase. Ook werd duidelijk dat duplex stalen niet immuun zijn voor spanningscorrosie. Als er spanningscorrosie optreedt, is het de ferrietfase die scheurt. De austenietfase blokkeert de scheuren, totdat de spanning zo hoog wordt dat de austenieteilanden het begeven, al dan niet na transformatie naar martensiet door de vervorming. Met het stijgen van de nikkelprijzen in de jaren 70 van de vorige eeuw werd de noodzaak om duplex toe te kunnen passen in gelaste constructies steeds groter. Met de moderne ontkolingstechnieken werd het koolstofgehalte verlaagd, waardoor sensitiviering werd voorkomen. Maar koolstof stabiliseert ook de austenietfase, dus werd gezocht naar een vervanger: stikstof. Dit bleek een gouden greep omdat een aantal voordelen werd gecombineerd. Stikstof geeft een verhoging van de temperatuur waarbij austeniet wordt gevormd waardoor dit proces sneller verloopt, en austeniet tijdens het opwarmen minder oplost. Daarmee wordt in de HAZ de 50-50% balans austeniet/ferriet nagenoeg behouden. Verder verhoogt het de sterkte van het staal. Het heeft daarnaast positieve invloed op de put- en spleetcorrosieweerstand. Dit komt naar voren in het PRE-getal: PRE-getal = %Cr + 3.3(%Mo+0.5%W) + 16%N. Met dit getal kan de putcorrosieweerstand van verschillende typen duplex RVS met elkaar vergeleken worden.
Moderne duplex RVS soorten
In het begin van de jaren 80 werd de basis gelegd van de moderne duplex RVS soorten. 22% Cr duplex staal 1.4462 (S31803) werd gedefinieerd, naar later bleek met een te wijde specificatie voor stikstof (0.08-0.20%). Dit werd later aangescherpt in de S32205 specificatie tot 0.14-0.20%, met een PRE-getal van 36. Dit staal is nog altijd de meest toegepaste duplex soort in de procesindustrie en petrochemie. Het is corrosie vaster dan type 316 in zuren, en het heeft die veel betere spanningscorrosieweerstand in chloridemilieu. Snel volgden de super duplex 25% Cr stalen, met een PRE-getal > 40. Een derde voordeel van duplex is de veel hogere rekgrens ten opzichte van de 300 serie austenieten (ongeveer 2x zo hoog). De rekenspanning in de ASME BPVC is ca. 25% hoger dan van austenitisch RVS. Dus als de laagste ontwerptemperatuur het toelaat en een apparaat niet op stijfheid gedimensioneerd wordt, kan er met een dunnere wanddikte gewerkt worden. Duplex heeft echter ook nadelen. Zo moet men bij de toepassing van duplex rekening houden met de hoogste gebruikstemperatuur en warmtebehandelingen. Omdat deze stalen veel chroom bevatten zijn ze gevoelig voor z.g. 475°C verbrossing tussen 300 en 550°C. Daarom wordt in de industrie een bovenste ontwerpgrens aangehouden voor 2205 van ongeveer 280°C. Tijdens herhaald overmatig warmte-inbrengen zoals mogelijk is bij (verkeerd) onder-poederlassen of handmatig TIG lassen, vormen deze stalen, met name de super duplexen, brosse intermetallische fasen zoals sigma fase. Dit gebeurt bij temperaturen tussen 600 en 950°C. Naast het gegeven dat dit deze stalen verbrost, gaat ook de corrosieweerstand hierdoor sterk achteruit. Men dient zich dus strikt aan de door de materiaalleverancier geadviseerde warmte-inbreng te houden. Tijdens de productie van plaat, of na het vormen van bodems of bochten, dient duplex oplosgegloeid te worden. Als dit gebeurt op de verkeerde temperatuur of als het afkoelen tussen 950°C en 300°C niet snel genoeg verloopt, kunnen de gevolgen groot zijn. Vandaar dat de dikte van de productvormen ook beperkt is tot ongeveer 50 mm omdat anders de binnenkant niet snel genoeg afkoelt. Het moge duidelijk zijn dat duplex RVS technologisch hoogstaand materiaal is dat met zorg verwerkt dient te worden.
Lean duplex RVS
Lean duplex is de term die gegeven wordt aan duplex RVS dat lager gelegeerd is dan de standaard 2205 (S32205) duplex. In de praktijk wordt de term gebruikt voor die duplex soorten die nagenoeg geen molybdeen bevatten. De belangrijkste exponenten van deze familie zijn S32304 en S32101. Soms wordt S32003 genoemd, maar deze is met zijn 1.8% Mo en bijna 4% Ni eigenlijk niet te classificeren als een lean duplex, net zomin als S82441. Er zijn nog andere, minder bekende soorten als S32202 en S82011. In tabel 1 wordt een overzicht gegeven van de samenstelling van diverse lean duplex soorten ten opzichte van 2205. Zoals uit tabel 1 (zie pagina 26) blijkt wordt er in de lean duplex vooral minder nikkel en molybdeen gebruikt. Deze elementen zijn schaars en onderhevig aan grote prijsfluctuaties op de wereldmarkt. Ter vervanging van nikkel worden in de meeste lean duplex mangaan en vooral stikstof bijgemengd om de austeniet-ferrietbalans goed te krijgen. Alle hebben een lagere corrosieweerstand en lagere PRE-getallen dan 2205. Ze zijn dan ook niet bedoeld als directe vervangers van 2205. Waar de corrosievastheid van 2205 ongeveer gelijk is aan 904L, zijn lean duplex varianten vaak ontwikkelt als een goedkoper/beter direct alternatief voor de bulkmaterialen 304 of 316, of zelfs koolstofstaal in specifieke toepassingen. Daar zitten de grote volumes in RVS en daar valt dus in principe heel wat te winnen. Maar de ervaring leert dat nieuwe materialen maar langzaam doordringen in de industrie.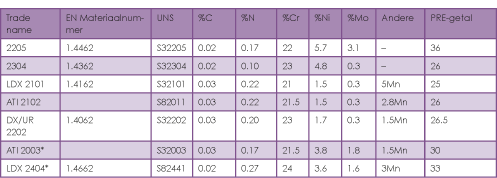
Tabel 1: samenstelling van diverse lean duplex soorten, Fe balance.
* Worden eigenlijk tot de “standaard” duplexen gerekend en vallen buiten de scope van dit artikel.
Toepassingen van 2304 Lean Duplex
Eén van de oudste open specificaties (waarvan het patent is verlopen) is S32304 (2304). Deze legering wordt door verschillende fabrikanten aangeboden. De verkrijgbaarheid in Europa is goed, al geldt dat niet voor alle productvormen, zoals smeedstukken. Maar behalve in enkele specialistische toepassingen zoals sterk oxiderende zuren als salpeterzuur is S31803, de moederspecificatie van alle 2205 duplex, altijd een hoger gelegeerd en beter alternatief. S31803 is uitstekend verkrijgbaar in alle productvormen. 2304 wordt bij voorkeur gelast met type 2307 (matching) of type 2209 toevoegmateriaal, het lastoevoegmateriaal dat ontwikkeld is voor 2205 duplex. 2304 is in de meeste drukvaten codes opgenomen, waaronder ASME BPVC, EN 13445, en API 650 voor stalen olietanks. Het blijkt echter dat de specificaties van eindgebruikers (bijv. Shell DEPs of de Norsok M-001) behoudend zijn bij het opnemen van nieuwe materialen en de lean duplexen mogen voor hen nog niet zonder meer worden toegepast. Voor Fluor zijn ze voor het ontwerpen van chemische en petrochemische installaties erg interessant. Ze leveren voordelen op in het ontwerp voor zowel de kosten in de uitvoering als het gebruik. Typische toepassingen zijn eigenlijk overal te vinden waar 316L wordt toegepast voor chemische resistentie (binnen -50°C tot 280°C). In sommige gevallen heeft 2304 duidelijk de voorkeur boven 316L. Bijvoorbeeld daar waar erosie kan optreden door vaste deeltjes met hoge snelheid zoals in pijpleidingen in de gasopslag. In de farmachemie en de voedingsmiddelenindustrie kan dit ook een criterium zijn om contaminatie van het product tegen te gaan. Maar met name daar waar de temperatuur tussen de 50 en 100°C is in een chloride houdend milieu (denk aan industriële omgeving, kustgebieden) wint 2304 het door de goede weerstand tegen spanningscorrosie. In warmtewisselaars waar 316L pijpen wordt gespecificeerd is 2304 vaak een goed alternatief. De hogere sterkte geeft lagere wanddikte, en de betere warmtegeleiding zorgt voor een efficiëntere warmteoverdracht. De uitzettingscoëfficiënt van duplex RVS ligt tussen die van austenitisch RVS en koolstofstaal in. Dit kan nog een argument zijn voor de toepassing van 2304 in plaats van 316L in combinatie met een koolstofstalen shell in een shell&tube warmtewisselaar om spanningen zo te verlagen.
RVS pijp in Fluor distributiecentrum
Toepassingen van S32101, S32202 en S82011 Lean Duplex
S32101, S32202 en S82011 zijn recent ontwikkeld als directe vervangers voor 304L. Alle drie staan nog onder patent bij hun ontwikkelaars en daarin schuilt meteen het grootste nadeel. Bovendien zijn het zijn het nieuwe materialen die nog maar mondjesmaat zijn opgenomen in de verschillende ontwerpcodes. S32101 is opgenomen in de API 650 voor opslagtanks en in Code case 2418 in de ASME BPVC, maar nog niet in de Europese code voor drukvaten EN 13445 of EN 14015 voor opslagtanks. Lastoevoegmaterialen voor deze groep zijn dezelfde als voor 2304: type 2307 of 2209. Door de hoge stikstof- en mangaantoevoegingen zijn deze lean duplexen nog iets sterker dan de standaard duplex. Wel zijn ze minder taai en niet zo geschikt voor koude hogedruktoepassingen. Materiaalleveranciers richten zich met deze lean duplexen veelal op de tankbouw. Hoewel (onder meer door beperkte productievolumes) ze in aanschaf duurder zijn dan 304L, kan het door de hoge sterkte op een lagere wanddikte uitkomen en daardoor toch concurreren. Ook gelden hier de voordelen ten aanzien van spanningscorrosie ten opzichte van 304L. Voor opslag en transportapparatuur voor vaste stoffen zoals silo’s, hoppers, transportbanden etc. is lean duplex een uitstekende keuze als vervanging voor 304L. De hoge sterkte en slijtvastheid zorgen voor minder slijtage en productvervuiling. Het klinkt merkwaardig, maar deze groep lean duplex wordt in de markt gezet als vervanger van koolstofstaal. De focus ligt bij deze toepassingen dan op de z.g. life cycle cost: de totale kosten voor aanschaf, installatie, onderhoud en inspectie.
Waar eindgebruikers soms slechte ervaringen hebben met inwendig en uitwendig gecoate koolstofstalen tanks kunnen over de levensduur lean duplex RVS tanks goedkoper blijken te zijn. Weer leiden de hoge sterkte en het afzien van de standaard 3 mm corrosietoeslag tot lage wanddikten. Kosten voor inwendige visuele inspectie en reparatie/vervanging van defecte coatings blijven achterwege. Voor zeer giftige stoffen kan daarmee de veiligheid verhoogd worden. Typisch is de toepassing in condensaattanks waarbij de bodemplaat en de eerste ring uit duplex wordt gemaakt, en de rest uit koolstofstaal. Het water in het condensaat ligt onderin, bovenop drijven de koolwaterstoffen. Zo heeft ook het deel van de tank in contact met de grond een hogere corrosieweerstand. Ook in enkele structurele toepassingen (pijpenbruggen) lijkt lean duplex een goedkopere oplossing over de gehele levensduur. In veel gevallen kunnen de koolstofstalen pijpen in bijvoorbeeld koelwaterwarmtewisselaars worden vervangen door lean duplex pijpen. Door langere inspectie intervallen als gevolg van afwezigheid van corrosie, hogere sterkte en dus lagere wanddikte is zo de keuze voor lean duplex economisch haalbaar zonder dat de warmteoverdrachtsfunctie wordt beïnvloed. Uiteindelijk wordt de keuze voor lean duplex voor tanks, pijpen en structurele toepassingen bepaald door de voorkeuren van de klant, maar Fluor draagt de mogelijkheid altijd aan tijdens de materiaalselectiefase.
Silo, tank en transportband in aanbouw
Toepassingen van Type 317 Austenitisch RVS
Voor het destilleren van ruwe olie wordt steeds meer gebruik gemaakt van apparaten die vervaardigd zijn uit RVS type 317 en of bekleed zijn met dit materiaal. Waar vroeger 316 gebruikt werd zijn de omstandigheden in de raffinage veranderd die een upgrade naar 317 noodzakelijk maken. 317 heeft een samenstelling gelijkend op dat van 316, met uitzondering van de hoeveelheid molybdeen in de chemische samenstelling. Voor 317 is het molybdeen gehalte 3 tot 4 (wt%) Mo en is iets hoger ten opzichte van 316 met 2 tot 3 wt% Mo in de legering. Voor raffinaderijen is 317 een materiaal dat wordt gebruikt voor het voorkomen van nafteenzuurcorrosie. Deze vorm van corrosie treedt op bij hoge temperaturen in ruwe olie vanaf 250°C en hoger. Dikwijls is nafteenzuurcorrosie een combinatie van corrosie door zwavel en zuurhoudende componenten in de koolstofketens van de ruwe olie.
Destillatiekolom
Conclusies
Het grootste potentieel voor lean duplex ligt in het vervangen van koolstofstaal en 304L vanwege het grote productievolume in de (petro-)chemische apparatenbouw. Hiervoor zullen echter wel wat stappen gezet moeten worden. Eindgebruikers en ontwerpcodes zullen de materialen in hun specificaties moeten opnemen. Fabrikanten die lean duplex willen gaan verwerken zullen rekening moeten houden met de beperktere speelruimte in warmteinbreng, en hogere eisen aan schoon werken. Maar de lean duplex soorten laten zich uitstekend verwerken en lassen als de aanbevelingen van de materiaalleverancier gevolgd worden. Door op de juiste plaatsen 317 en/of 316 met minimaal 2.5wt% Mo toe te passen kan een raffinaderij mogelijk goedkopere olie raffineren en daarmee haar marges verbeteren.
Algemene referenties/literatuur
[1] Practical Guidelines for the Fabrication of Duplex Stainless Steels, 2nd ed., IMOA, London, 2009.
[2] M. Liljas, 80 Years with Duplex Steels, A Historic Review and Prospects for the Future, Outokumpu Stainless AB, Sweden
[3] J.-C. Gagnepain, Duplex Stainless Steels: Success Story and Growth Perspectives, ArcelorMittal Industeel, SSW conference 2008.
[4] Outokumpu Duplex Stainless Steel datasheet; www.outokumpu.com.
[5] D. Johnson, G.R. McAteer, H. Zuk, Mitigating corrosion from naphthenic acid streams, www.digitalrefining.com/article/1000510.
[6] R.D. Kane, M.S. Cayard, A Comprehensive Study On Naphthenic Acid Corrosion.
Foto's eigendom Fluor BV