


Supermartensitisch pijpenstaal
Het geleidelijk opraken van vroeger makkelijk bereikbare koolwaterstoffen heeft geleid tot de productie van olie en gas uit diepe, hete putten. Met de ontwikkeling van diepe putten die CO2 en H2S bevatten, grepen veel exploitanten naar corrosievaste legeringen. Er zijn nu verscheidene van zulke legeringen leverbaar in een aantal pijpmaten. Uit kosten overwegingen wordt er hoofdzakelijk gebruik gemaakt van martensitische roestvast-staaltypen.
Supermartensitisch roestvast staal
Er zijn supermartensitische roestvast-staaltypen ontwikkeld met hogere weerstand tegen uniforme en plaatselijke corrosie in CO2 houdende milieus bij verhoogde temperaturen, dan die van de conventionele martensitische 13Cr typen. Deze nieuwe typen zijn ook bestand tegen sulfide spanningscorrosie in milieus die een kleine hoeveelheid H2S bevatten. In een typisch supermartensitisch roestvast staal is het koolstofgehalte verlaagd tot beneden 0,03 gew.% teneinde de afname van het chroomgehalte in de matrix tegen te gaan die het gevolg zou zijn van chroomcarbide uitscheiding. Verder is er ongeveer 5,5 gew.% Ni toegevoegd om een enkelvoudige martensiet faze te verkrijgen en er is 2 gew.% Mo toegevoegd om de weerstand tegen spanningscorrosie en lokale corrosie te verhogen. Er bestaan ook supermartensitische typen die rond de 4% Ni en 1% Mo bevatten. Supermartensitisch roestvast staal kan het gat vullen tussen enerzijds conventioneel martensitisch roestvast staal en anderzijds duplex roestvast staal met betrekking tot zowel corrosieweerstand als materiaalkosten.
Lasbaarheid
Supermartensitisch roestvast staal is in het algemeen goed lasbaar. Bij koolstofniveaus beneden 0,04% stijgt de hardheid van de warmte beïnvloede zone (WBZ) in de gelaste toestand van martensitisch 13Cr basismetaal niet boven 350 HV10, wat als drempelwaarde wordt beschouwd voor koudscheuring. Derhalve is een verlaging van het koolstofgehalte tot 0,03% effectief voor het verbeteren van de weerstand tegen koudscheuring of tegen door waterstof bevorderde scheuring van de WBZ. Daar komt bij dat bij dit lage koolstofgehalte toevoeging van Ni in hoeveelheden tot 3% de microstructuur verandert van ferriet + martensiet in alleen martensiet. Het hoge nikkelgehalte helpt mee om de hoeveelheid ferriet (de primaire oorzaak van onvoldoende of beperkte sterkte van de WBZ van martensitisch 13Cr staal) te beperken of zelfs geheel te onderdrukken in de WBZ en in het basismetaal. De grens van de maximum hardheid waarbij nog geen sulfide spanningscorrosie in standaard martensitisch 13Cr staal optreedt, als voor het nieuwere supermartensitische roestvast staal bedraagt in CO2/H2S milieus 23 HRC volgens NACE MR0175. Maar het handhaven van betrouwbare NACE MR0175 grenswaarden kan uitzonderlijk lastig zijn, zeker in lasmetaal. Een warmtebehandeling na lassen is dan waarschijnlijk niet te vermijden.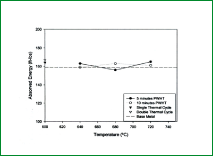
Afbeelding 1. Charpy-V kerfslagwaarden bij -30°C in gesimuleerde WBZ van supermartensitisch roestvast pijpenstaal S als functie van de thermische voorbehandeling.
Een warmtebehandeling na lassen is bij supermartensitisch roestvast staal echter gecompliceerder. De aanwezigheid van nikkel verlaagt de Ac1 temperatuur, zodat ontlaten moet plaatsvinden bij tamelijk lage temperaturen: 600° - 620°C. Ontlaatreacties verlopen daardoor traag terwijl, zelfs bij zulke lage temperaturen, de Ac1 kan worden overschreden, hetgeen leidt tot gedeeltelijke hervorming van austeniet tijdens het warmtebehandelen en vorming van nieuwe martensiet tijdens afkoeling. Maximaal zacht worden kan gewoonlijk worden verkregen door gebruik te maken van een warmtebehandeling in twee stappen met een eerste middelmatige cyclus bij 650° - 690°C, gevolgd door een warmtebehandeling bij 600° - 620°C.Het is dan ook wenselijk om een schatting te krijgen van de Ac1 temperatuur (dit is de temperatuur waarbij tijdens verhitten de structuur overgaat van ferritisch naar austenitisch) om de voorwaarden op te stellen voor warmtebehandeling na lassen voor verschillende supermartensitische legeringen. Er moet een balans worden gevonden tussen een temperatuur die hoog genoeg is om te kunnen ontlaten en die laag genoeg is om austenietvorming te beperken, die over zal gaan in nieuwe martensiet tijdens afkoelen. Helaas schijnt er geen betrouwbaar verband te kunnen worden gevonden tussen samenstelling en Ac1 voor de supermartensitische legeringen. Er is verder onderzoek nodig naar het transformatiegedrag van commerciële supermartensitische roestvast-staaltypen in termen van zowel de Ac1 en Ms/Mf temperaturen (Ms is de temperatuur waarbij martensietvorming start en Mf is de temperatuur waarbij dit eindigt) van de neiging van martensitisch roestvast staal om weer austeniet te vormen tijdens ontlaatbehandelingen.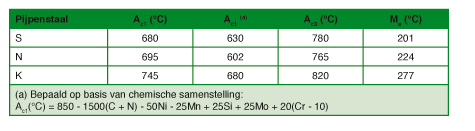
Tabel 1. Transformatietemperaturen van supermartensitisch roestvast pijpenstaal S, N en K.
Daar staat tegenover dat in de meeste gevallen het zure milieu alleen aan een kant van het staal aanwezig zal zijn, doorgaans het inwendige oppervlak. Er zal daardoor een gradiënt ontstaan over de wanddikte van de waterstofconcentratie, lopend van hoog aan het oppervlak dat in aanraking is met het zure milieu tot heel veel lager aan het andere oppervlak. Het risico van scheuren zal dan ook over de wanddikte afnemen, zodat hogere hardheden aan het buitenoppervlak van pijp of drukvat toelaatbaar zijn. Zo is voor wanddikten van meer dan 20 mm een uitwendige hardheid van zeg 300 HV acceptabel. Breed gebruik van supermartensitisch roestvast staal hangt dus af van het kunnen leggen van een geschikte verbindingslas. Kortdurende warmtebehandelingen na lassen zijn wenselijk met het oog op de productiviteit. Daarbij moet echter worden bedacht dat bij ontlaten er diffusiereacties verlopen die toch wel enige tijd vergen. Ramirez [1] heeft het effect van korte warmtebehandelingen op gedeeltelijke reaustenitisering, de mate van zacht worden en de invloed ervan op de sterkte, voor verschillende typen supermartensitisch roestvast staal onderzocht. Enkele van zijn bevindingen worden nu besproken. 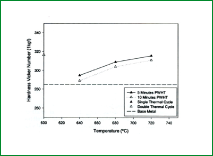
Afbeelding 2. Hardheid van gesimuleerde WBZ van supermartensitisch roestvast pijpenstaal S als functie van de thermische voorbehandeling.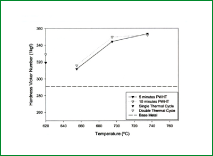
Afbeelding 3. Hardheid van gesimuleerde WBZ van supermartensitisch roestvast pijpenstaal N als functie van de thermische voorbehandeling.
Invloed van korte warmtebehandeling na lassen
Tabel 1 geeft de transformatietemperaturen van een drietal supermartensitische roestvast-staaltypen tezamen met de temperatuur Ac1, waarbij tijdens verhitten austenietvorming begint. De verschillen tussen de transformatietemperaturen zijn terug te voeren op de invloed van de legeringselementen, met name Ni, op de stabiliteit van austeniet. De Charpy-V kerfslagwaarden van de WBZ van de pijpen S en N in elke warmtebehandelingsconditie, enkele/dubbele thermische cyclus en ontlaten bij temperaturen gelijk aan Ac1, Ac1 + 40°C en Ac1 - 40°C, gedurende 5 en 10 minuten, waren gelijk of hoger dan de sterkte van het basismetaal in de ontvangst toestand. Afbeelding 1 toont de Charpy-V kerfslagwaarden van de WBZ van supermartensitisch pijpenstaal S. De afbeeldingen 2 en 3 tonen hoe de gemiddelde microhardheid van nagebootste WBZ van supermartensitisch pijpenstaal S en N vernaderden na verschillende lascycli en met de temperatuur en duur van de ontlaatbehandelingen. De microhardheid van de WBZ van pijp S steeg van 285 tot 316 HVN (1kgf) na een enkelvoudige en dubbele thermische cyclus. Ontlaten bij 720°C heeft geen invloed op de hardheid van de WBZ. Als echter de ontlaattemperatuur daalt van 720°C tot 640°C dan neemt de microhardheid af. Op afbeelding 2 is te zien dat er een microhardheid van 289 HVN wordt bereikt in de WBZ na een warmtebehandeling na lassen bij 640°C gedurende 10 minuten. Uit dit resultaat blijkt dat een korte warmtebehandeling na lassen effectief is bij het reduceren van de microhardheid van de WBZ tot niveaus die dicht bij die van het basismetaal in de ontvangst toestand liggen. Afbeelding 3 laat zien dat enkelvoudige en dubbele thermische cyclus de hardheid van de WBZ van staal N verhogen van 291 tot respectievelijk 320 en 330 HVN. Warmtebehandeling van de WBZ bij 735°C en 695°C gedurende 5 en 10 minuten verhoogt de hardheid nog verder tot ongeveer 350 HVN. Vindt warmtebehandeling na lassen echter plaats bij 655°C gedurende 5 en 10 minuten, dn daalt de hardheid van de WBZ tot een niveau van ongeveer 314 HVN. De WBZ van de staaltypen S en N is volledig martensitisch na een enkelvoudige thermische cyclus. Als de ontlaattemperatuur wordt verlaagd van 720°C tot 640°C valt er bij staaltype S restausteniet op de korrelgrenzen waar te nemen. De hoeveelheid restausteniet op de korrelgrenzen neemt toe met de verlenging van de duur van de warmtebehandeling na lassen. De aanwezigheid van restausteniet op de korrelgrenzen heeft geen nadelige invloed op de corrosievastheid van het supermartensitische roestvast staal. Aangezien waterstof beter oplost in austeniet dan in martensiet fungeert het als waterstofvanger en vermindert aldus de gevoeligheid voor waterstofspanningscorrosie.
Literatuur
1. J.E. Ramirez. Welding Journal, May 2007, Vol. 86, p. 125-s - 134-s.