


Zuurstof, niet voor alles een zegen Deel 2
NASPEURBAARHEID, OPSLAG EN HANDELING, LASONTWERP, LASSEN, AFPERSEN EN KWALITEITSCONTROLE BIJ DE PRODUCTIE VAN RVS-PRODUCTEN
In het artikel 'Zuurstof, niet voor alles een zegen (deel 1)', is ingegaan op de wijze waarop putcorrosie tijdens het afpersen, maar deels natuurlijk ook tijdens het gebruik van austenitische en duplex RVS-installaties kan worden beperkt. Er zijn twee belangrijke stadia benoemd, waarin men zich bewust moet zijn hoe het optreden van putcorrosie van roestvast staal tijdens het afpersen kan worden beperkt. Het eerste stadium is dat van de inkoop van 'betrouwbaar' materiaal en de fabricage, waarbij men moet streven naar optimalisatie van de kwaliteit van de lassen en minimalisatie van de afname van de kwaliteit van de oxidefilm. Het tweede stadium is dat van de afname (het afpersen), waarin de agressiviteit van het persmedium moet worden geminimaliseerd. In dit artikel zal meer in detail worden ingegaan op een goede praktijk van de materiaalinkoop, de naspeurbaarheid, opslag en handeling, lasontwerp, lassen, afpersen en, kwaliteitscontrole.
Ir. Lammert Brantsma, IWE & Ing. Jelle Brantsma, IWE
Zoals eerder vermeld, zijn er bepaalde redenen voor het toepassen van roestvast staal, zoals het uiterlijk (kunstwerken en straatmeubilair), de hygiënische eisen (zuivel-, voedings- en genotmiddelenindustrie) of vanwege de corrosiebestendigheid. Bij alle toepassingen is echter één ding zeker: Het materiaal en de onderdelen moeten wel overeen komen met het voor het ontwerp en de gebruiksomstandigheden geselecteerde en bestelde materiaal en er moet worden zeker gesteld dat er geen verwisseling van materialen tijdens de fabricage van de installatie heeft plaatsgevonden. Materiaal moet dus niet worden verwerkt als de certificaten nog niet zijn ontvangen. Allereerst moeten de certificaten van het bestelde worden gecontroleerd en worden vergeleken met de markeringen op de materialen. Overigens moet men in de wereld van de sterke globalisering niet blind varen op geleverde materiaalcertificaten, aangezien de betrouwbaarheid hiervan namelijk sterk afhankelijk blijkt te zijn van de fabrikant, de onafhankelijke vertegenwoordiger van de certifieerende instantie en de leverancier. Overigens lijkt de betrouwbaarheid groter te zijn naarmate men te maken heeft met meer gerenommeerde fabrikanten, tenminste als die geen materialen bij anderen inkopen en die materialen vervolgens zonder nieuwe beproeving onder eigen naam verkopen.
Materiaalinkoop en naspeurbaarrheid
Onderzoek heeft Schielab over de jaren geleerd dat onderzochte grote corrosieschades, maar ook mechanische schades met grote claims als gevolg, aantoonbaar het gevolg bleken van ondeugdelijk materiaal.
Certificaten die, in tegenstelling tot de werkelijkheid, wezen op deugdelijk materiaal met goede materiaaleigenschappen. Certificaten waarin materiaal genoemd werd dat in de verste verte niet leek op het bijbehorende gefaalde materiaal. Als er materiaal ingekocht wordt op basis van de laagste prijs, dan lijkt het aanbevelenswaardig de materialen aan te kopen met slechts een fabrieksverklaring en dit materiaal alsnog door een onafhankelijk laboratorium te laten beproeven. De kosten van deze testen wegen vaak op tegen de kosten voor een originele certificatie van materiaal. Een bijkomend voordeel kan zijn de snellere levering van materiaal zonder certificaten. En ... het materiaal niet voorzien van een certificaat, ontslaat de leverancier niet van de plicht het materiaal conform de eis te leveren.
Na levering moet de hoeveelheid (gewicht, afmetingen en aantallen) gecontroleerd worden. En dan volgt natuurlijk het visueel onderzoek naar de markering, maar ook naar mogelijke beschadiging of vervuiling (contaminatie) van de materialen. Dan is het van belang om een zogenaamde PMI {positieve materiaal analyse) check uit te voeren. Met röntgenfluorescentie {op locatie of in de laboratoria) kan door Schielab relatief snel worden vastgesteld of het materiaal voor wat betreft de samenstelling redelijk overeenkomt met het materiaal dat op het certificaat staat vermeld. Ook kan met optische emissiespectrometrie de volledige chemische samenstelling inclusief het koolstof-, fosfor- en zwavelgehalte worden bepaald. Het bepalen van het ferrietgehalte van zowel austenitisch als duplex roestvast staal kan een goede indicatie geven van de kwaliteit en de juistheid van de warmtebehandelingstoestand van het materiaal.
Samenvattende opmerkingen
Check het ingekomen materiaal tegen het bijgeleverde certificaat en merk indien nodig de items duidelijk en herkenbaar voor alle betrokkenen. Bij voorkeur aan de buitenkant, anders bestaat er een groot gevaar voor materiaalverwisseling. Het merken kan gebeuren met low stress slagletters of chloridevrije stiften. Toepassing van chloridehoudende stiften kan leiden tot putcorrosie.
Opslag en handeling
Roestvast staal en duplex (en ook super duplex) roestvast staal vergen de nodige zorg. Contaminatie en contact van het materiaal met andersoortige materialen, zoals veel lager gelegeerde roestvast stalen, maar vooral met on- en laaggelegeerd staal, moet worden voorkomen, tenzij de contactoppervlakken na alle productiestappen nog worden gebeitst en gepassiveerd. Achtergebleven deeltjes kunnen immers lokaal corrosie in de hand werken als er condensatie van het altijd in lucht aanwezige vocht optreedt, of als de producten door neerslag vochtig worden.
Samenvattende opmerkingen
Sla roestvast staal gescheiden van koolstofstalen delen op. De opslag moet schoon en droog gebeuren. Vooral ook de binnenkant van RVS-producten moet schoon en droog zijn. Hiertoe kunnen bijvoorbeeld buiseinden voorzien worden van kappen. Gereedschappen die worden gebruikt voor de bewerking van het roestvast staal, moeten alleen voor dat roestvast staal gebruikt worden en niet voor on- of laaggelegeerde stalen.
Lasontwerp
Het is bij lassen in RVS-delen van groot belang dat de doorlassing (tenminste als die aan de zijde van het corrosieve medium ligt) vrij van defecten is. Immers, defecten als onvolkomen doorlassing, slechte aanhechting en bindingsfouten fungeren als spleten, waarop spleetcorrosie kan plaatsvinden. Indien het praktisch en economisch gezien mogelijk is, moet de sluitlaag bij voorkeur aan de mediumzijde worden gelegd. En natuurlijk mag het ontwerp aan de mediumzijde geen onvolledig doorgelaste naden of spleten van hoeklassen bevatten.
Lassen
Het lassen moet bij voorkeur worden gedaan onder toepassing van lastoevoegmateriaal dat rijker is aan legeringselementen, dus in principe edeler dan het basismateriaal. Dit zijn normaliter de lasmaterialen die worden aangeboden voor de specifieke basismaterialen. De toe te passen warmteïnbreng (combinatie van lasstroom, spanning en voortloopsnelheid) moet hoog genoeg zijn om een goed smeltbad en goed aansmelten van de laskanten te realiseren, maar moet zo laag mogelijk worden gehouden om de negatieve veranderingen van de microstructuur in de warmtebeïnvloede zone van het basismateriaal te minimaliseren. Korrelgroei en de vorming van uitscheidingen, zoals chroomcarbiden of sigmafase, beïnvloeden de mechanische en corrosie-eigenschappen nadelig.

Afbeelding 1 Draagbare spectrometer.
Afbeelding 2 Stationaire spectrometer.
Afbeelding 3 Ferrietmeter.
Ook de temperatuur bij de las direct voorafgaand aan het lassen van de volgende laag, de zogenaamde interpasstemperatuur, moet zo laag mogelijk worden gehouden. Bij duplex roestvast staal moet hierbij gedacht worden aan maximaal 250°C, en bij super duplex roestvast staal maximaal 150°C. Teneinde oxidatie van het basismateriaal (aanloopkleuren) aan de latere mediumzijde te voorkomen moet die kant tijdens het lassen worden afgeschermd door inert gas, tenzij men na het lassen het systeem aan de latere mediumzijde nog gaat beitsen en passiveren. Om (te ernstige) oxidatie te voorkomen, mag pas worden gelast worden als het zuurstofgehalte door het spoelen met inert gas is gereduceerd tot minder dan ca. 500 ppm. Het schermgas moet minimaal gedurende de eerste twee laslagen worden gehandhaafd. Ook voor het aanlassen van bijvoorbeeld ondersteuningen en andere hulpconstructies aan de buitenkant van leidingen moeten die leidingen van schermgas worden voorzien voorafgaand aan het lassen. Na het lassen moet de mate van verkleuring en de kwaliteit van de doorlassing worden gecontroleerd. Dit kan door middel van visueel onderzoek, mogelijk ondersteund met endoscopen en radiografie. Ingeval de laatste lassen van een constructie niet zonder aanloopkleuren kunnen worden gelast of er andere problemen kunnen ontstaan, dan moet toepassing van een flensverbinding worden overwogen.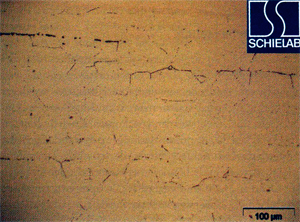
Afbeelding 4 Chroomcarbiden in HAZ.
Afpersen/dichtheidsonderzoek
De dichtheid van een vat of leidingsysteem kan worden bepaald door middel van een lektest. Dit kan gebeuren door het vat of systeem te vullen met een gas onder een, in verband met het gevaar voor barsten, geringe overdruk ( <0,1 bar). Als gas wordt veelallucht of stikstof toegepast. De lekdichtheid kan dan worden bepaald door de buitenkant van het vat of het systeem af te zepen. Is er een lek, dan zal belvorming optreden. Ingeval de druk heel nauwkeurig kan worden gemeten en de temperatuur van het vat of systeem goed constant gehouden kan worden, betekent drukverlies ook lekkage. De meest nauwkeurige manier van de meting van de lekdichtheid is die onder toepassing van helium, waarbij gebruik gemaakt wordt van het geringe drukverschil binnen en buiten een te meten systeem. Door aan een van de media, die zijn gescheiden door de wand van het systeem, helium toe te voegen, kan door bepaling van het heliumgehalte van het andere medium worden vastgesteld of er sprake is van lekkage. Helium heeft als voordeel dat het inert is en een heel klein moleculair volume heeft. Door die geringe afmeting kunnen met helium-lektesten zeer kleine lekken worden vastgesteld (lekkages van enkele cc's per maand zijn te bepalen). Dit is vooral van groot belang bij toepassing van gevaarlijke combinaties van stoffen die slechts worden gescheiden door een wand (vat, pijp enz.) en in de nucleaire industrie. De helium-lektest is een specialistisch onderzoek, waarvoor speciale apparatuur wordt toegepast. Dergelijke testen worden uitgevoerd door DCI Meettechniek te Kapelle. De onderstaande afbeelding 5 geeft schematisch een prosfopstelling weer.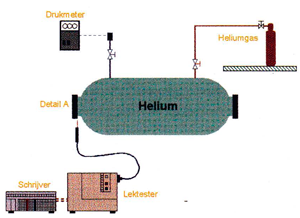
Afbeelding 5 Testopstelling helium-lek test.
Vaak moeten constructies niet alleen op dichtheid worden getest, maar ook op sterkte. Dit gebeurt dan meestal door middel van afpersen met water. Vanwege de geringe samendrukbaarheid van water is dit relatief veilig. Immers, mocht er een lek in het vat of systeem zitten dan laat dit water door en daarmee is de overdruk vrijwel direct verdwenen. Het probleem ten aanzien van het systeemmateriaal bij de toepassing van water als persmedium zit nu juist in het water zelf. Van belang daarbij is de samenstelling van het water. En duidelijk zal zijn dat de aanwezigheid van o.a. chloriden en andere zouten in het water en ook organisch materiaal, het water corrosief kunnen maken. Bij voorkeur moet dan ook afgeperst worden met demiwater, en eventueel met leidingwater, bij een zo laag mogelijke temperatuur. Het gebruik van havenwater en zeker van zeewater moet sterk worden afgeraden. Ook indien drinkwater wordt toegepast, wordt aangeraden dit niet langdurig in het systeem te laten staan. Blijft het water wellangdurig in het systeem, dan is het verstandig dit water te laten circuleren. Ook is behandeling van het water met een biocide dan aan te raden.
Samenvattende opmerkingen
Pas schoon water toe als persmedium. Vermijd langdurige stilstand van het water. Houdt de temperatuur van het water zo laag als praktisch mogelijk is (omgevingstemperatuur).
Kwaliteitscontrole
Als het product klaar is, zijn enkele onderzoeken nog van belang. Stel zeker dat er geen verkeerde materialen in het systeem zijn toegepast. Dus controleer de werkelijk toegepaste materialen met de stuklijst op de tekening. Dit kan middels de zogenaamde eerder genoemde positieve materiaal identificatie (PMI; o.a. met röntgenfluorescentie). Ook is het van belang vast te stellen dat eventuele beitsbehandelingen goed zijn uitgevoerd of dat de oppervlakken van het systeem niet zijn vervuild met zogenaamd vrij ijzer. Dit laatste is vast te stellen middels de volgens ASTM A380 beschreven ferroxyltest.
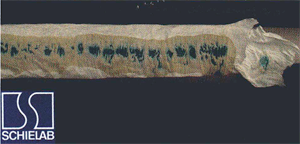
Afbeelding 6 Aangetoond vrij ijzer op een RVS-constructie.
Bescherming van de buitenzijde
Bedacht moet worden dat niet alle typen roestvast staal geschikt zijn voor toepassing in marineomstandigheden. In het bijzonder geldt dit voor RVS-systemen waar ook nog thermische isolatie moet worden aangebracht. In deze isolatie kan vocht worden opgenomen, met mogelijk spleetcorrosie of spanningscorrosie als gevolg. Bij dit soort toepassing moet verf of een speciale coating op het roestvast staal worden overwogen.
Samenvattend kan worden gesteld dat de toepassing van roestvast staal voorzorgen vereist, zowel in het ontwerp, de keuze van het materiaal, de verwerking en in de kwaliteitscontrole. Als alle stappen goedworden doorlopen, waarvoor mengebruik kan maken van een laboratorium/ adviesbureau, kan men genieten van een goed product met een optimale levensduur. Pas dan is de toepassing economisch verantwoord.