


Verspaanbaarheid van roestvast staal
Verspaanbaarheid heeft betrekking op verscheidene specifieke aspecten van het verspanen van een materiaal en de definitie moet precies worden gegeven voor een bepaalde toepassing. Enkele van de specifieke criteria voor het definiëren van verspaanbaarheid omvatten:
- standtijd gereedschap of gereedschapslijtage;
- oppervlaktefinish van het werkstuk;
- spaanafvoer;
- snijsnelheid;
- productiviteit.
Het betrekkelijke belang van deze criteria kan variëren en ze kunnen op verschillende manieren met elkaar samenhangen. Verspaanbaarheid hangt eveneens af van talrijke variabelen in het verspaningsproces. Vanwege dit en de verschillende criteria van verspaanbaarheid, moet een indeling naar verspaanbaarheid met de nodige voorzichtigheid worden gehanteerd. Enkele van de variabelen die de beoordeling van de verspaanbaarheid kunnen beïnvloeden, zijn:
- starheid van gereedschap en inspanning;
- materiaal en vorm van het gereedschap;
- type snijvloeistof;
- soort verspaningsbewerking.
In het algemeen geldt dat hoe harder het materiaal, des te moeilijker is het te verspanen. De verspaanbaarheid wordt echter veel directer beïnvloed door de microstructuur dan door de hardheid. De verspaanbaarheid van vele legeringssoorten kan worden verbeterd door te zorgen voor een tweefasenstructuur, die bestaat uit hetzij brosse of makkelijk afschuifbare tweede-fasedeeltjes, die zijn verspreid in een matig taaie matrix. Roestvast staal bezit een hoog gehalte aan legeringselementen die de verspaanbaarheid verminderen, maar er bestaat kortspanend roestvast staal dat zich kan meten met enkele kortspanende koolstofstaaltypen.
Verspaanbaarheid RVS-soorten
Ferritische en martensitische soorten
Kortspanende ferritische legeringen, zoals UNS S43020, en zachtgegloeide, laag-koolstofhoudende, kortspanende martensitische legeringen, zoals UNS S41600, zijn van alle roestvast-staalsoorten het makkelijkst te verspanen. Hun verspaanbaarheidsindeling benadert die voor kortspanend koolstofstaal en komt er soms zelfs mee overeen. De niet-kortspanende lager-chroomhoudende ferritische legeringen, zoals UNS S40500 en UNS S43000, en zachtgegloeide chroomhoudende martensitische legeringen, zoals UNS S40300 en UNS S41000, zijn in het algemeen makkelijker te verspanen dan de meeste andere niet-kortspanende legeringen. De legeringen met een hoger chroomgehalte, zoals UNS S44600, worden door sommigen beschouwd als iets moeilijker te verspanen dan de lagerchroomhoudende legeringen, vanwege het verende gedrag en de lange spanen. Behalve met behulp van een toevoeging die voor kortspanendheid zorgt, kan de verspaanbaarheid van martensitisch roestvast staal worden beïnvloed door:
- hardheidsniveau
- koolstofgehalte
- nikkelgehalte
- fasebalans (het percentage vrije of delta-ferriet in de martensietmatrix)
Verhoging van het hardheidsniveau van een bepaalde legering resulteert in een lagere verspaanbaarheid, gemeten volgens de diverse criteria. Binnen bepaalde grenzen kan de oppervlaktefinish echter worden verbeterd door harder materiaal te verspanen. Bij de martensitische soorten neemt de verspaanbaarheid toe met het koolstofgehalte, dus van:
- UNS S41000 met maximaal 0,15% C naar S42000 met minimaal 0,15% C tot UNS S44004 met 0,95-1,20% C, of van UNS
- S41600/S41623 met maximaal 0,15%C tot UNS
- S42020/S42023 met minimaal 0,15% C tot UNS
- S44020/S44023 met 0,95-1,20% C.
Bij hogere koolstofgehaltes is eerder een trend bespeurbaar naar kleinere verschillen in verspaanbaarheid tussen overeenkomstige kortspanende en niet-kortspanende versies. Deze effecten zijn voornamelijk het gevolg van de toenemende hoeveelheden schurende chroomcarbiden die bij stijgende koolstofgehaltes aanwezig zijn in deze legeringenreeks. Een verdere nadelige invloed op de verspaanbaarheid is het hogere hardheidsniveau na zachtgloeien bij toenemend koolstofgehalte. Het nikkelgehalte is eveneens van invloed op de verspaanbaarheid vanwege het toenemende hardheidsniveau na zachtgloeien. Daarom zullen legeringen zoals UNS S41400 en UNS S43100, die 1,25 tot 2,50% Ni bevatten, lastiger zijn te verspanen in de zachtgegloeide toestand dan UNS S41000 (bevat geen nikkel) in de zachtgegloeide toestand. Verandering van de fasebalans wordt wel toegepast ter verbetering van de verspaningskarakteristieken van UNS S41600. Er wordt in het algemeen gevonden dat verhoging van het gehalte vrije of delta-ferriet resulteert in verbeterde verspaanbaarheid, langere standtijden van het gereedschap en betere oppervlaktefinish. Verhoging van het ferrietgehalte resulteert eveneens in vermindering van de hardingsmogelijkheden.
Austenitische legeringen
De slechte verspaanbaarheid die roestvast staal in het algemeen wordt toegedicht, komt in feite geheel voor rekening van de austenitische typen. Vergeleken met ferritisch en martensitisch roestvast staal vertonen de austenitische typen een veel sterkere mate van deformatieharding, een grotere afstand tussen rekgrens en treksterkte, alsmede hogere sterkte en taaiheid. Bij het verspanen van auste nitisch roestvast staal, en dan met name de niet- kort spanende typen, treden de volgende factoren op de voorgrond:
- Het gereedschap wordt heter met een grotere neiging tot het vormen van grote randopbouw.
- Spanen zijn langer en raken met elkaar verward, waardoor ze lastig zijn af te voeren.
- Als de gereedschapsstijfheid niet toereikend is of marginaal zal er eerder trillen optreden.
- Het verspaande oppervlak vertoont deformatieharding en is moeilijker te verspanen nadat het werk is onderbroken of als de aanzet te laag is.
Vanwege deze factoren is het van groot belang de nodige voorzorgen te nemen bij het verspanen van austenitisch roestvast staal.
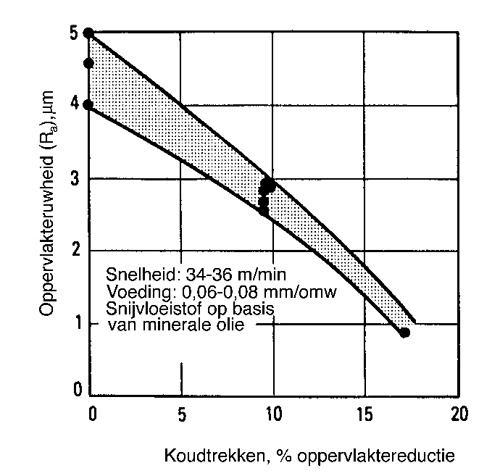
Afbeelding 1 Invloed van het percentage koudtrekken op de oppervlaktefinish bij een proef op een draadsnijmachine met een versie van UNS S31600 met verbeterde verspaanbaarheid.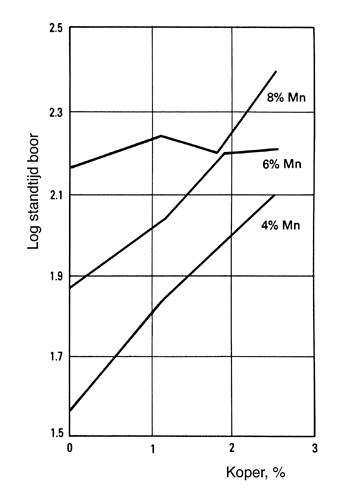
Afbeelding 2 Invloed van het koper- en mangaangehalte op de verspaanbaarheid bij een boorproef met een kortspanend austenitisch Cr-Mn-Ni staaltype.
Hoewel hierover verschil van inzicht bestaat, wordt een gematigde hoeveelheid koude deformatie als gunstig gezien voor de algehele verspaningskarakteristieken van austenitisch roestvast staal. De koude deformatie reduceert de taaiheid van het metaal, hetgeen resulteert in snijden met een gladdere spaan en minder neiging tot randopbouw. Dit levert een beter verspaand oppervlak, maar dat gaat wel ten koste van een wat kortere standtijd van het gereedschap vanwege het hogere niveau. Proeven met een automatische draadsnijmachine hebben aangetoond dat de invloed van koudvervormen en van hardheid variëren en wel of niet zichtbaar zijn, afhankelijk van het legeringstype en verspaningscondities. Bij zulke proeven werd de standtijd verkort als gevolg van een stijgende mate van koude vervorming voor zowel kortspanend (UNS S303000) als niet-kortspanend (UNS S304000) austenitisch roestvast staal. Het verspaande oppervlak van niet-kortspanende legeringen (UNS S30400, S31600) kan worden verbeterd door middel van een hoger wordend niveau van koude vervorming. Afbeelding 1 toont dit effect voor UNS S31600. Bij deze legeringen werd ook een afnemende neiging tot trillen van het gereedschap waargenomen bij toenemende koude vervorming. Het gebruik van koud-getrokken staf heeft daarentegen geen overeenkomstig gunstig effect op de finish van een kort-spanige legering.
Toevoegingen van mangaan of koper kunnen de verspaanbaarheid verbeteren (zie afbeelding 2), en ze verlagen de hoge mate van deformatieharding die de lager gelegeerde austenitische roestvast-staaltypen vertonen. Kortspanende austenitische roestvast-staallegeringen waaraan mangaan en/of koper is toegevoegd, zijn UNS S30310 (2,50-4,50% Mn), UNS S30330 (max. 2,00 Mn, 1,30-2,40% Cu). Hoewel een hoger legeringsgehalte de mate waarin deformatieharding optreedt verlaagt, hoeft het niet noodzakelijk een gunstige invloed te hebben op de verspaanbaarheid. Hoog-gelegeerde austenitische typen, zoals UNS S30900 (22-24% Cr, 12-15% Ni), UNS S31000 924-26% Cr, 19-22% Ni) en UNS N08020 (19-21% Cr, 32-38% Ni), laten zich maar moeilijk verspanen. Koolstof en stikstof kunnen van invloed zijn op de mate van deformatieharding en zullen de de sterkte en hardheid van austenitisch roestvast staal verhogen. Hogere gehalten van beide elementen en van elk afzonderlijk verslechteren de verspaanbaarheid (zie afbeelding 3). Als gevolg hiervan zijn hoog-stikstofhoudende austenitische legeringen moeilijker te verspanen dan de standaardlegeringen met een lager stikstofgehalte. Elementen met een sterke neiging tot het vormen van carbiden/nitriden, waaronder titanium en niobium, worden gebruikt in staaltypen zoals UNS S32100 en S34700, om interkristallijne corrosie tegen te gaan. Deze carbide/nitride insluitsels zijn echter zeer hard en hebben een schurende werking, waardoor de gereedschapsslijtage zal toenemen (zie afbeelding 4).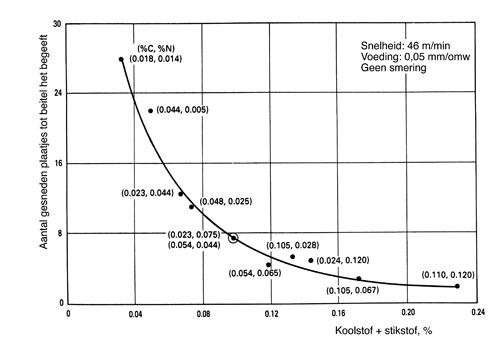
Afbeelding 3 Invloed van het koolstof- en stikstofgehalte op de verspaanbaarheid bij een standtijdproef met een kort-spanend austenitisch 18Cr-9Ni-3Mn staaltype.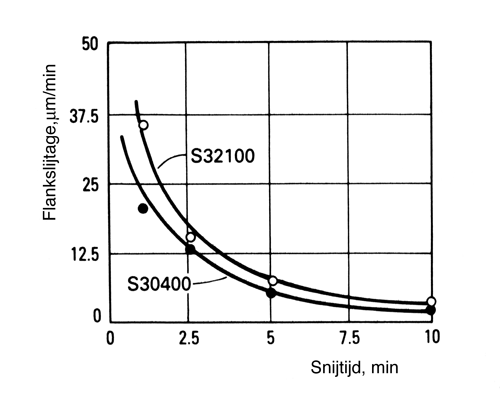
Afbeelding 4 Vergelijking van gereedschapsslijtage bij austenitisch roestvast-staaltypen met titaniumcarbide insluitsels (UNS S32100) en zonder (UNS S30400).
Duplexlegeringen
De verspaanbaarheid van duplex roestvast staal wordt beperkt door het hoge sterkteniveau in zachtgegloeide toestand. De afbeeldingen 5 en 6 geven een vergelijking tussen de verspaanbaarheid van een duplexlegering, UNS S32950, met die van een hoog-stikstofhoudende austenitische legering, UNS S20910, en een conventionele austenitische legering, UNS S31600, in zowel de standaard (met 0,004% S) uitvoering als met verbeterde verspaanbaarheid (met 0,027% S). De duplex legering heeft een hardheidsniveau dat vergelijkbaar is met die van de hoog-stikstofhoudende austenitische legering, maar is beter te verspanen dan laatstgenoemde. Hij laat zich echter niet zo goed verspanen als de standaard UNS S31600 en UNS S31600 met verbeterde verspaanbaarheid. Andere stikstofhoudende duplexlegeringen zullen naar verwachting eenzelfde verspaningsgedrag vertonen als UNS S32950. Er zijn geen versies beschikbaar van duplexlegeringen met verbeterde verspaanbaarheid.
Precipitatiehardende legeringen
De verspaanbaarheid van precipitatiehardende roestvast-staallegeringen hangt af van het legeringstype en het hardheidsniveau. Martensitisch precipitatiehardend roestvast staal (UNS S13800, S15500, S17400) worden vaak verspaand in de oplosgegloeide toestand. Na het verspanen is dan maar een enkele verouderingsbehandeling nodig om het gewenste sterkteniveau te bereiken. In deze toestand begrenst de betrekkelijke hoge hardheid de verspaanbaarheid. Het merendeel van deze legeringen vertoont een verspaanbaarheid die vergelijkbaar is met of soms wat slechter is dan die van standaard austenitische legeringen zoals UNS S30400. Legering UNS S17400 is verkrijgbaar in versies met verbeterde verspaanbaarheid, zodat ze bij grotere snijsnelheden kunnen worden verspaand en met een aanzienlijk lagere neiging tot trillen van het gereedschap. Martensitisch precipitatiehardend roestvast staal kan ook in de verouderde toestand worden verspaand, waardoor warmtebehandeling achterwege kan blijven en er nauwere toleranties kunnen worden verkregen. Het gemak waarmee wordt verspaand varieert in het algemeen met de hardheid of warmtebehandelingstoestand. In de zachtgegloeide, austenitische toestand, mag van semi-austenitische legeringen (UNS S17700, S35000, S35500) worden verwacht dat ze met enige moeite zijn te verspanen, mogelijk nog iets slechter dan een legering zoals UNS S30200, die sterke deformatieharding vertoont. De legeringen UNS S35000 en S35500 zijn leverbaar in oververouderde toestand, waarin ze optimale verspaanbaarheid vertonen. Net als bij de martensitische precipitatiehardende legeringen, neemt de verspaanbaarheid af met het niveau van de verouderingsharding. Austenitisch precipitatiehardend roestvast staal, zoals UNS S66286, zijn slecht te verspanen; ze vergen lagere snijsnelheden dan zelfs bij de hoog-gelegeerde austenitische legeringen. Verspanen in verouderde toestand vereist nog lagere snijsnelheden.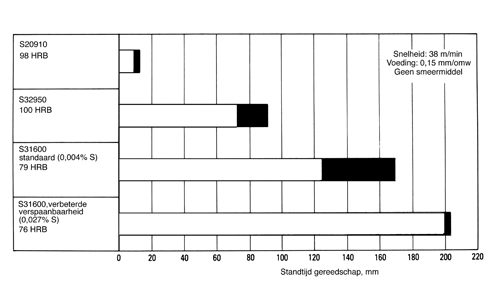
Afbeelding 5 Vergelijking van de gereedschapsstandtijd bij een duplex roestvast-staaltype (UNS S32950), een hoog-stikstofhoudend (0,20-0,40%) austenitisch roestvast-staaltype (UNS S20910) en een standaard roestvast-staaltype (UNS S31600 met 0,004% S) en eenzelfde type met verbeterde verspaanbaarheid (met 0,027% S). De standtijd wordt gemeten als afstand afgelegd over een 25 mm lange staaf tot er gereedschapsbreuk optrad. Zwarte gedeelten van de balken representeren de afstand tot breuk.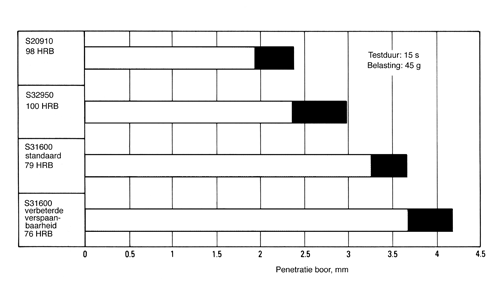
Afbeelding 6 Vergelijking van de verspaanbaarheid bij een boorindringingsproef op duplex roestvast staal (UNS S32950), een hoogstikstofhoudend (0,20-0,40%) austenitisch roestvast-staaltype (UNS S20910) en een standaard roestvast-staaltype (UNS S31600 met 0,004% S) en eenzelfde type met verbeterde verspaanbaarheid (met 0,027% S).
Algemene richtlijnen
De kenmerken van roestvast staal die een grote invloed hebben op de verspaanbaarheid omvatten de betrekkelijk hoge treksterkte, sterke mate van deformatieharding, in het bijzonder bij de austenitische legeringen, en de hoge taaiheid. Deze factoren zorgen voor de neiging van het staal om opbouwrand op het snijgereedschap te vormen tijdens traditionele verspaningsbewerkingen. De spanen die tijdens het verspanen worden afgevoerd oefenen hoge drukken uit op de neus van de beitel, zodat er in combinatie met de hoge temperatuur aan het spaan-beitelgrensvlak druklassen kan optreden van delen van de spaan aan de beitel. Daar komt nog bij dat de lage warmtegeleidbaarheid van austenitisch roestvast staal bijdraagt aan een voortgaande warmteopeenhoping. De moeilijkheden die samengaan met het op traditionele wijze verspanen van roestvast staal kunnen worden beperkt door de volgende punten in acht te nemen:
- Omdat er voor het verspanen van roestvast staal meer vermogen nodig is, moet de apparatuur tot niet meer dan 75% van de waarden voor koolstofstaal worden belast.
- Om trillen tegen te gaan, moet de inklemming van zowel gereedschap als werkstuk zo stijf mogelijk zijn. Overhangen of uitsteken van zowel het werkstuk als het gereedschap moet tot een minimum worden beperkt.
- Dit geldt voor draaigereedschap, boren, ruimers enzovoort.
- Ter vermijding van verglaasde, deformatiegeharde oppervlakken, met name bij austenitische legeringen, moet een positieve aanzet worden gehandhaafd. In sommige gevallen kan verhoging van de aanzet en verlaging van de snelheid nodig zijn. Treuzelen, onderbroken sneden, of een aaneenschakeling van kleine sneden moet worden vermeden.
- Lagere snijsnelheden kunnen noodzakelijk zijn, in het bijzonder bij niet-kortspanende austenitische legeringen, precipitatiehardende roestvast-staallegeringen, of martensitische legeringen met hoge hardheid. Te hoge snijsnelheden resulteren in hogere gereedschapsslijtage of gereedschapsbreuk, alsmede het stopzetten van de productie voor het slijpen of vervangen van he gereedschap.
- Lagere snijsnelheden met langere standtijden vormen dikwijls het antwoord op hogere productie en lagere kosten.
- Gereedschap, en dat geldt voor zowel snelstaal als voor carbide, moet scherp worden gehouden, met een fijne oppervlakteafwerking om zo min mogelijk wrijving te geven met de spaan. Een scherpe snijkant geeft de beste oppervlaktefinish en geeft de langste standtijd van het snijgereedschap. Om tot de beste snijkant te komen bij snelstaalgereedschap, moet voorslijpen bij grit 60 worden gevolgd door slijpen bij grit 120 en 150. Honen geeft een nog fijnere afwerking.
- Snijvloeistoffen moeten worden geselecteerd of worden aangepast om te zorgen voor de juiste smering en warmteafvoer. De vloeistof moet zorgvuldig naar het snijvlak worden geleid met een voldoende stromingssnelheid, om oververhitting te voorkomen.