


Aluminium algemeen deel 5; oververoudering, precipitatieharding, slinkholtes, spuitgieten
Oververoudering. Zie uitscheidingsharding.(Aluminium algemeen deel 6)
Precipitatieharding. Zie uitscheidingsharding.(Aluminium algemeen deel 6)
Slinkholtes
Slinkholtes kunnen ontstaan bij het stollen van een smelt, omdat de faseovergang van vloeibaar naar vast gepaard gaat met een volumevermindering. Om deze volumevermindering te compenseren, vormt een wezenlijke opgave voor de giettechniek. De gieter moet trachten om door middel van navoedingsmaatregelen de slinkholtevorming tegen te gaan waarbij hij rekening moet houden met de aard van het gietmetaal. Er wordt onderscheid gemaakt tussen exogene en endogene stollingstypen. De kristalgroei tijdens het verloop van het stollingsproces (afbeelding 5) toont dat het navoeden in de bij toenemende vernetting van de kristallieten overblijvende holle ruimtes steeds moeilijker wordt. Belangrijke invloedsfactoren zijn de temperatuursgradiënt tussen de ingegoten smelt en de wand van de gietvorm (afkoelingsomstandigheden) alsmede het verschil tussen liquidusen solidustemperatuur (stollingstraject), zie afbeelding 6. 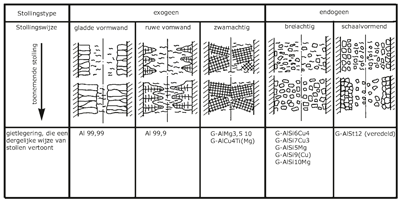
Afbeelding 5. Exogene en endogene stollingswijzen.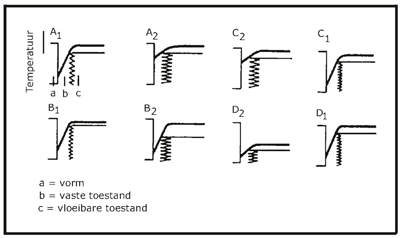
Afbeelding 6. Invloed van verschillende factoren op het stollingsverloop.
De mogelijkheid van een bijzonder sterke slinkholtevorming wordt op deze afbeelding weergegeven door een zig-zagband. Als voorbeeld hebben de gietmetalen A1 en A2 dezelfde smelt- en stollingstemperatuur, maar smelt A1 wordt in een metalen coquille gegoten en geeft wegens de daarmee verbonden hoge afkoelingssnelheid weinig aanleiding tot slinkholtevorming, terwijl dezelfde legering A2 in een zandvorm wordt gegoten en als gevolg van de lagere afkoelingssnelheid meer kans op slinkholtevorming geeft. Uit voorbeeld B1/B2 blijkt dat bij gelijke afkoelingsvoorwaarden twee verschillende gietmetalen, de ene (B1) met een klein stollingstraject slechts weinig neiging vertoont om slinkholtes te vormen, terwijl de ander (B2) met een lang stollingstraject als gevoelig moet worden aangemerkt voor slinkholtevorming.
Voorbeeld D1/D2 leert dat de temperatuursgradiënt tussen vorm en smelt ook door de giettemperatuur wordt beïnvloed. Bij gelijke vormtemperatuur en gelijk stollingstraject bestaat wegens het geringe temperatuursverval bij D2 het gevaar voor slinkholtevorming, dat bij D1 ondanks de hogere giettemperatuur wezenlijk minder is.
Bij vormgietstukken oefent ook de vormgeving een duidelijke invloed uit op de afkoelingsomstandigheden. Er wordt hier wel gesproken van een zandkanteffect. Scherpe overgangen moeten worden vermeden, omdat ze tot sterkere vorming van slinkholtes leiden. In het algemeen dienen afrondingsstralen ongeveer gelijk te zijn aan de wanddikte, maar ze moeten i.i.g. minimaal anderhalve wanddikte bedragen (zie afbeelding 7).
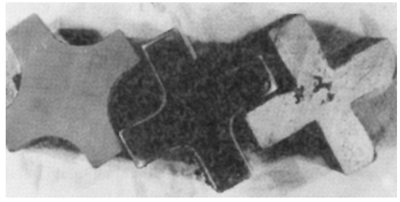
Afbeelding 7. Proefstukken voor het weergeven van de invloed van de kantafronding bij knooppunten.
Spuitgieten
Bij het spuitgietproces wordt het gietmetaal onder druk in de matrijs geperst. Deze fabricagetechniek stelt hoge eisen aan de daarvoor bruikbare metalen, de persgietmatrijzen alsmede aan de kennis en ervaring van constructeurs en gieters. Het metaal dient warm of vloeibaar te worden gehouden zonder dat er uitscheidingen optreden en het moet ook bij grote intredesnelheden in kleine matrijsdiameters zonder omzettingen een homogeen gietstuk opleveren. Verder moet het ongevoelig zijn voor uitscheiding en slinkholtevorming en wordt er geëist dat de legering maatvast is en over voldoende corrosieweerstand beschikt. De voor spuitgieten hoofdzakelijk gebruikte legeringen zijn genormeerd en hebben zich in de praktijk bewezen. De bewerkingstijd en –temperatuur hangen voor alles af van de toegepaste spuitgietpers. Het is niet om het even of dezelfde legering wordt gebruikt in een warme-kamer- of een koude-kamerpers. Bij een warme-kamerpers ligt de giettemperatuur op ongeveer hetzelfde niveau als de metaaltemperatuur in de smelthouder. De giettemperatuur mag nooit onnodig hoog worden gekozen, omdat daardoor het gevaar van slinkholtes en warmscheuring toeneemt, de afkoeltijd tot de uitwerptemperatuur langer wordt, de korrelfijnheid van de gietstructuur te lijden kan hebben en tenslotte de gietmachine sneller verslijt. In het algemeen zal dan ook een giettemperatuur worden gekozen die op of onder de liquidustemperatuur ligt. Bij koude-kamerpersen kan de giettemperatuur door toepassen van hoge drukken en bij bepaalde metalen zelfs tot onder de liquidustemperatuur worden gekozen.
De matrijstemperatuur is een belangrijke factor met betrekking tot de bereikbare kwaliteit van de spuitgietstukken. Met de beheersing van de matrijstemperatuur krijgt de gieter controle over de oppervlaktetoestand, krimp, vervorming, vloeivermogen en cyclusduur. Kenmerkende toepassingen van aluminium spuitgietwerk zijn te vinden in bepaalde onderdelen van motoren en carrosserieën in de vliegtuigbouw, alsmede de algemene machinebouw. De fabricage van spuitgietonderdelen is duur, zodat het alleen economisch rendabel is voor grote aantallen.