


Lassen van duplex roestvast staal toegepast in chemicaliën tankers
In dit artikel wordt een beschrijving gegeven van de ontwikkeling van een lasprocedure en de selectie van lastoevoegmetaal besproken voor de talrijke verbindingen tussen duplex roestvast staal onderling en met andersoortige metalen zoals die zich voordoen in een chemicaliën tanker. Uitgaande van de laspositie en materiaalcombinatie zijn die lasprocessen en lastoevoegmetalen gekozen en beproefd, die zo geschikt mogelijk zijn en een optimaal economisch rendement opleveren bij de constructie van het schip. Er is studie gemaakt van rendementsaspecten en er zijn lasmonsters geproduceerd en beproefd. Er zal een overzicht worden gegeven van de beproevingsresultaten, behaald met de diverse lasprocedures. De lasprocedures in kwestie zijn SAW, SMAW, GMAW en FCAW. Andere onderwerpen zoals hechtlassen, het lassen van trappen en andere inwendige onderdelen alsmede stiftlassen voor de diverse assemblage hulpmiddelen zullen eveneens worden besproken. Het werk zoals in dit artikel wordt besproken, berust op ervaring die is verkregen bij de bouw van de chemicaliën tanker 'Genève' op de YVC scheepswerf.
J. Hilkes, K. Bekkers, H. Meelker
De heren Hilkes, Bekkers en Meelker zijn werkzaam bij Lincoln Norweld/Smitweld bv te Nijmegen.
(artikel gepubliceerd in Roestvast Staal nummer 9, 1991- artikel 113)
Inleiding
In aanvulling op de diverse offshore toepassingen wordt duplex roestvast staal nu ook toegepast bij de bouw van chemicaliën tankers, niet in het minst vanwege zijn voortreffelijke corrosievastheid in zeewater milieu. Chemicaliën tankers zijn voorzien van een koolstofstalen romp met binnenin roestvast stalen ladingtanks. Bij de 'Genève', de in dit artikel besproken chemicaliën tanker, zijn deze ladingtanks gemaakt van duplex roestvast staal 1.4462 (UNS S31803) . Daar de tanks deel uitmaken van de rompconstructie zijn de mechanische eigenschappen van het materiaal van groot belang. Vanwege de hoge rekgrens van duplex roestvast staal (>450 N/mm2 ) kon de wanddikte van de tanks aanzienlijk worden teruggebrachtin vergelijking met tanks die zijn gemaakt van gangbare roestvast staaltypen. Door gebruik te maken van duplex roestvast staal in plaats van AISI 316 LN kunnen gewichtsbesparingen tot 25% worden gerealiseerd. De hoofdreden voor het gebruik van duplex roestvast staal ligt echter besloten in het feit dat de weerstand tegen putvormige corrosie (Foto: Flying Focus) superieur is vergeleken met die van een standaard roestvast staaltype zoals bijvoorbeeld AISI 316 LN. De weerstand tegen putvormige corrosie superieur is vergeleken met die van een standaard roestvast staaltype zoals bijvoorbeeld AISI 316 LN. De weerstand tegen putvormige corrosie kan worden uitgedrukt in een putvormige corrosie-weerstandsequivalent PREN (Pitting Resistance Equivalent).
Voor duplex roestvast staal 1,4462 is PREN ≥ 32 en voor AISI 316 LN is PREN ≥ 28.Voor het ontwikkelen, opslaan en weer terugzoeken van de lasprocedure voorstellen (welding procedure proposals: WPP), kwalificaties (qualifications WPQ), specificaties (WPS) en proeven (tests: WPT) werd gebruik gemaakt van het Lincoln Norweld X-weld computersysteem [1].De scheepswerf die deze chemicaliën tanker zal bouwen is 'IJsselVliet Combinatie BV' in Capelle a/d IJssel, zie afbeelding 1. De 'Genève' is de eerste in Nederland te bouwen chemicaliën tanker, waarvan de ladingtanks zijn gemaakt van duplex roestvast staal. Er zal in totaal 409 ton duplex roestvast staalplaat met dikten van 8-12 mm worden verwerkt. De veertien ladingtanks variëren in afmetingen van 200 tot 700 m3 , elk voorzien van een hydraulische deepwell-pomp. De afbeeldingen 2 en 3 geven een totaalbeeld en een dwarsdoorsnede van de 'Genève'. De 'Genève' wordt gebouwd volgens de regels van de Germanischer Lloyd voor scheepsbouw met additionele Charpy-V kerftaaiheidseisen van ≥ 2,5 J bij -30°C. 
Afbeelding. 1 Overzicht van de YVC-werf in Capelle ald !Jssel.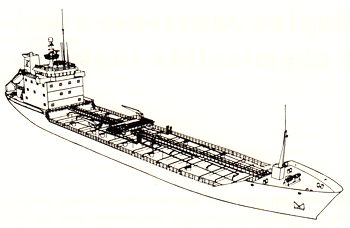
Afbeelding. 2 Totaalbeeld van de chemicaliën tanker 'Genève'.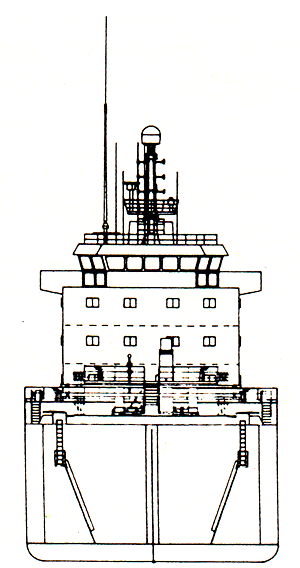
Afbeelding. 3 Dwarsdoorsnede van de 'Genève'.
Duplex roestvast staalplaat
Het basismetaal dat voor de ladingtanks wordt gebruikt is duplex roestvast staal 1.4462 (UNS S31803). dat wordt geleverd als plaat met een dikte variërend tussen 8 en 12 mm en met de in tabel 1 weergegeven specificaties.
Ontwikkeling lasprocedures en keuze lastoevoeg metaal
De totale lengte van de te leggen lassen bedraagt ongeveer 11.000 m, waarvoor 19 lasprocedures zijn ontwikkeld. De keuze van de lasprocessen was gebaseerd op:
- wijze waarop het schip wordt gebouwd en bouwvolgorde;
- reeds beschikbare apparatuur bij de scheepswerf;
- de bestaande ervaring met de diverse lasprocessen;
- laspositie;
- al dan niet prefab of assemblerend lassen;
- lengten van de individuele lasnaden.
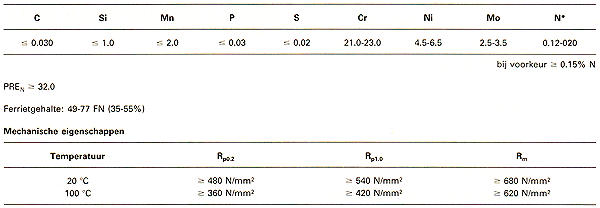
Tabel 1. Chemische en mechanische eigenschappen van 1.4462. Chemische samenstelling (Wt%).
Voor alle onderhandse (1 G) lassen bij de prefabricage van grote plaatsecties, zoals tussenschotten, tankdeksels, dekken, gegolfde tussenschotten alsmede tankdeksel-en dekzijspant-verbindingen is het onder poederdek booglassen het voordeligst, vooral als er in twee gangen wordt gelast. Geval van tussenschotten aan tankdeksel en dek, gegolfde tussenschotten aan zijpanelen , gegolfde panelen, tankdeksels en dekken alsmede koolstofstalen langsspanten aan tankdeksels met hoeklassen, bleek het booglassen met gevulde elektroden het voordeligst, vanwege reeds beschikbare apparatuur en hogere produktiviteit in vergelijking met positielassen met beklede elektroden. Voor het vastlassen van koolstofstalen spanten aan zijpanelen, tankdeksels en dekken (in lengterichting) in de 2F positie, wordt gekozen voor het booglassen met afsmeltende elektrode onder schermgas met hoog-rendementselektroden, vanwege de korte lengten en de toegankelijkheid. Deze lassen kunnen daarentegen ook worden gelegd met booglasproces met gevulde elektroden. De koolstofstalen dwarsspanten worden aan de zijpanelen, tankdeksels en dekken vastgelast in 2F positie met het bobglasproces met afsmeltende elektroden en onder schermgas, waarbij gebruik wordt gemaakt van toevoer onder invloed van de zwaartekracht en van 600 mm lange hoog-rendementselektroden. Ter weerszijden van de spanten functioneren tegelijkertijd 5 zwaartekrachttoevoerders, waarmee aldus in ongeveer 2 minuten 9 m hoeklas wordt gelegd. In tabel 2 wordt het aandeel van elk lasproces weergegeven van de totale lasnaadlengte en als deel van het benodigde gewicht aan lastoevoegmetaal.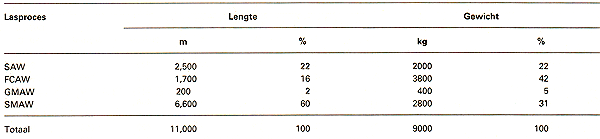
Tabel 2. Aandeel van de diverse lasprocessen in respectievelijk deel van de totale lasnaadlengte en het totale gewicht aan lasmetaal.
Het lassen van duplex roestvast staal is dikwijls onderwerp van discussie geweest vanuit metaalkundig standpunt en er is uitvoerig over gepubliceerd. Dit is niet de plaats om hier in detail op in te gaan. Er zij volstaan met op te merken dat voor het lassen van duplex roestvast staal gebruik wordt gemaakt van lastoevoegmetaal met een verhoogd nikkelgehalte (8-10% Ni) vergeleken met het nikkelgehalte van het basismetaal 1.4462 dat 4,5-6,5% Ni bevat. Dit wordt gedaan om een goede austeniet-ferriet balans te verkrijgen waardoor voldoende mechanische en corrosie-eigenschappen in de gelaste toestand worden verkregen [2,3]. Het bij dit project gebruikte lastoevoegmetaal voor het lassen van duplex-duplex en duplex-koolstofstaal met de diverse lasprocessen zal hieronder kort worden besproken.
Booglassen met beklede draad (SAW):
LNS 4462 ∅ 3,0 mm -Flux P2000 is een draad-flux combinatie die geschikt is voor stompe lassen tussen duplex roestvast staal onderling. LNS 4462 is een lasdraad met een verhoogd nikkelgehalte. Flux P2000 is een basische flux (1 ,7 volgens Boniszewski) voor het lassen van roestvast staal en is extra bestand tegen vocht (Extra Moisture Resistant : EMR) en laat geen restslak achter.
LNS 309L ∅ 3,0 mm -Flux P2000S is een draad-flux combinatie, die geschikt is voor zwart-wit verbindingen, zoals bijvoorbeeld duplex roestvast staal aan koolstofstaaL P2000S is een chroombijlegerende flux die voldoende ferriet in het lasmetaal garandeert ondanks de optredende verdunning, opdat de gelegde lassen scheurvrij blijven. De laskarakteristieken zijn gelijk aan die van P2000.
Booglassen met gevulde draad (FCAW):
Cor-A-Rasta (P) 4462 ∅ 1,2 mm is een roestvast stalen met flux gevulde draad voor positielassen (3G, etc.) van duplex roestvast staal, waarbij gebruik wordt gemaakt van 80 % Ar-20 % C02 schermgas. Deze draad is overgelegeerd met nikkel voor het verkrijgen van de nodige mechanische en corrosie-eigenschappen.
Cor-A-Rosta P 309L ∅ 1,2 mm is een roestvast stalen FCAW-draad voor positielassen (3G, etc.) van zwart-wit verbindingen, waarbij gebruik wordt gemaakt van 80% Ar-20 % CO2 schermgas.
Booglassen met afsmeltende elektrode onder schermgas (GMAW):
LNM 4462 ∅ 1,0 mm is een bovengelegeerde MIG-draad voor het lassen van duplex roestvast staal , waarbij gebruik wordt gemaakt van een Ar-He-C02 schermgasmengseL
LNM 309LSi 0 1,0 mm is een MIG-draad, waaraan silicium is toegevoegd om de lasbaarheid van zwart-wit verbindingen te verbeteren en waarbij een Ar-He-CO2 schermgasmengsel wordt gebruikt.
Booglassen met beklede elektroden:
Arasta 4462 is een rutiel-basische beklede elektrode voor het lassen van duplex roestvast staal. De elektrodebekleding is extra vochtbestendig (EMR), zodat enige vorm van porositeit van het lasmetaal wordt verhinderd. De plezierige verwerking verzekert een glad rupsuiterlijk in alle lasposities. Deze elektrode is ook geschikt voor zwartwit verbindingen.
Nichroma 160 is de enige synthetische roestvast staal elektrode in het Smitweld programma en is speciaal ontworpen voor onder de handse zwart-wit hoeklasverbindingen in de scheepsbouw. De elektrode is nu ook leverbaar in 600 mm lengte voor toepassing in zwaartekrachttoevoerders, waarmee in één enkele gang de juiste naaddikte kan worden geproduceerd. Het getal 160 geeft het rendementspercentage aan. De kortere elektroden met een lengte van 450 mm zijn bedoeld voor handmatig lassen. De Michroma 160 is voorzien van een rutiel -basische EMR bekleding en kan zowel met wissel-als met gelijkstroom worden gelast.
De kenmerkende chemische samenstellingen alsmede de mechanische eigenschappen van de genoemde lastoevoegmaterialen zijn verzameld in tabel 3. De 19 lasprocedure voorstellen zijn aanvaard door GL nadat er enkele kleine wijzigingen waren aangebracht. Van deze WPP's zijn 11 lasprocedure kwalificatieproeven afgeleid ten behoeve waarvan door YVC gelaste proefplaten door Smitweld zijn beproefd in overeenstemming met de desbetreffende DIN normen. De beproeving omvatte: röntgenopnamen, buigproeven, trekproeven op in langs-en dwarsrichting genomen proefstaven, kerfslagproeven, ferrietgehalte-bepaling, hardheidsmetingen, macro-en microscopisch structuuronderzoek en corrosieproeven. Alle proeven vielen goed uit met als opmerking dat de onder poederdek gelaste zwart-wit verbindingen hoge hardheden vertoonden. Dit kan worden voorkomen door de lasdraad meer aan de roestvast staalkant te plaatsen om verdunning met koolstofstaal te verminderen. De met beklede draad gelaste duplex-duplex stompe verbindingen vertoonden een gemiddelde Charpy-V kerfslagwaarde van 96J bij -30°C op de hartlijn van de las en een ferrietgehalte van het lasmetaal van ongeveer 66FN. De met de met flux gevulde elektroden gelaste duplex-duplex 6045 V naden vertoonden een gemiddelde Charpy-V kerfslagwaarde van 55J bij -30°C op de hartlijn van de las in zowel de 1G en 3G positie. Het ferrietgehalte van het lasmetaal bedroeg rond de 50FN. Bij het lassen van trappen, loopbruggen en bevestigingen binnenin de duplex roestvast stalen ladingtanks is er sprake van verbinding van AISI 316L of 317L met 1.4462. In het algemeen zijn de aan te brengen onderdelen relatief klein en dienen volgelast te worden zonder enige spleten achter te laten. Aanbevolen lastoevoegmateriaal voor dit soort werk is Arasta 4462 of Car-A-Rasta (P) 4462.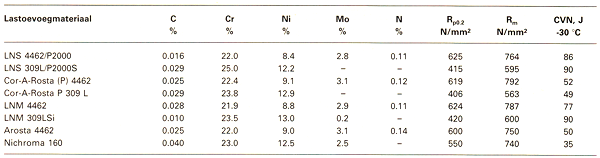
Tabel 3. Kenmerkende chemische samenstellingen en mechanische eigenschappen van alle voor de bouw toe te passen lastoevoegmaterialen.
Om te zorgen voor de correcte grondnaadopening en/of het beperken van vervorming tijdens het eigenlijke lassen moet er gebruik worden gemaakt van hechtlassen. Deze hechtlassen kunnen hetzij in volledige doorlassing worden gelegd, zodat ze naderhand deel kunnen uitmaken van de definitieve las of op zodanige wijze dat ze makkelijk weer zijn weg te slijpen op het moment dat de eerste definitieve lasrups in aantocht is. Het verwijderen van hechtlassen magalleen plaatsvinden door zorgvuldig verspanen of slijpen, waarbij zo min mogelijk basismetaal mag worden verwijderd. Voor 8-12 mm dikke plaat moet de hechtlas een lengte hebben van ongeveer 50 mm met onderlinge afstanden van ongeveer 200 mm. Als een volledig doorgelaste hechtlas deel moet uitmaken van de feitelijke las, moet de eindkrater volledig worden uitgeslepen alvorens met het lassen door te gaan . Aanbevolen lastoevoegmateriaal voor hechtlassen is Arosta 4462, Cor-A-Rosta (P) 4462 en LNM 4462. Naast voornoemd lastoevoegmateriaal kunnen voor zwart-wit hechtlassen ook Arasta 309(Mo)L en Cor-A-Rosta 309(Mo)L worden toegepast. Voor het opstellen en assembleren van grote plaatsecties zoals bijvoorbeeld gegolfde en vlakke 'bulkhead ' panelen wordt er in de scheepsbouw vaak gebruik gemaakt van een klemsysteem, waarbij tapeinden op de platen worden gelast zodat de klemmen kunnen worden vastgeschroefd. Dit systeem zal een sterke verdunning opleveren van de duplex roestvast staalplaat en de AISI 316L tapeinden . Dit betekent dat de uiteindelijke samenstelling en structuur van de plekken, waar de tapeinden zijn weggeslepen nadat ze hun doel hebben gediend, aan corrosievastheid hebben ingeboet. Om toch optimale corrosievastheid te verkrijgen moeten de tapeindlassen volledig worden uitgeslepen en moet ter plekke worden gerepareerd met de juiste elektrode. Mogelijk kunnen duplex roestvast stalen tapeinden met een verhoogd nikkelgehalte in deze uitkomst bieden. Als alternatief kan het conventionele hechtlassen worden toegepast.
Referenties
[1] Peters, J.E.M. and Hilkes, J.L.P.: X-Weld, a technical information system for the modern welding engineer; Conf. Proc. Eurojoin 1, 5/7 Nov. 1991, Strassbourg, France.
[2] Hilkes, J. and Bekkers, K.: Duplex Stainless Steel welding and applications ; Conf. Proc. Stainless Steels '87, 14/16 Sept. 1987, York, U.K.
(3] Van Nassau, L., Meelker, H. and Hilkes, J.: Welding duplex and super-duplex stainless steel -A guide for industry; NIL-project DSSphase 2, DUS 91-06, May 1991, Netherlands lnstitute of Welding.
Erkentelijkheid
De auteurs zijn de leiding van de ' IJssel-Vliet Combinatie BV' erkentelijk voor hun hulp en bijstand bij de voorbereiding van dit artikel en voor hun toestemming tot publikatie.