


Enige fabricageprocessen van onder meer roestvast stalen
Wat koperdraad en koperbanen zijn voor de elektrotechniek en elektronica dat zijn buizen en pijpen voor vrijwel alle andere takken van bedrijvigheid en industrie en niet te vergeten het huishouden. Dit artikel is geschreven ten tijde van strenge vorst en ten huize van de auteur zijn toen de buizen van de badkamer dichtgevroren, waardoor hem de rol van buizen, al zijn ze dan niet altijd van roestvast staal, krachtig onder de aandacht zijn gebracht. In het nu volgende worden enkele fabricageprocessen beschreven voor de vervaardiging van naadloze en langsnaadgelaste buizen.
A.J. Schornagel
(artikel gepubliceerd in Roestvast Staal nummer 3, 1991- artikel 130)
Begripsomschrijvingen
Er zijn veel verschillende opvattingen in omloop over de terminologie voor pijpen en buizen, die sterk afhangen van de aard van de bedrijvigheid en het land waar ze worden gebruikt. Zo wordt bijvoorbeeld in de hydraulica een buis opgevat als een geleider met een kleine inwendige diameter en in de mijnbouw en aanverwante
ondergrondse bouwnijverheid wordt bij een buis gedacht aan een geleider met een grote inwendige diameter, zoals tunnels voor diverse vormen van verkeerstransport. Een bruikbare definitie voor een buis zou kunnen zijn: een homogeen hol voorwerp met een glad binnenoppervlak, gewoonlijk geëxtrudeerd of getrokken, hetzij buigzaam of star, met een binnendiameter die klein is ten opzichte van de lengte. Een pijp kan dan worden gedefinieerd als een starre of wat minder starre buis, die op vele verschillende manieren van diverse materialen kan worden gemaakt. Het inwendige oppervlak van pijpen kan uiteen lopende ruwheden bezitten, al naar gelang het toegepaste materiaal en de gevolgde fabricagemethode.
Indeling
Indeling van pijp en buis kan volgens verscheidene criteria plaatsvinden, zoals:
- Aan de hand van het materiaal: buis wordt vervaardigd van technische materialen waaronder staal, aluminium, koper, messing roestvast staal, titaan. Soms wordt er een combinatie van materialen toegepast, waardoor er een bimetallische buis ontstaat; een voorbeeld hiervan is een koolstofstalen buitenpijp, die voor de nodige mechanische sterkte dient met daarin een roestvast stalen binnenpijp, die dient voor de nodige corrosievastheid en niet hoeft bij te dragen aan de sterkte en derhalve relatief dunwandig kan zijn.
- Indeling in naadloze buis en buis met een langsnaad (gewoonlijk gelast).
- Indeling door middel van afmetingen en wanddikte, te weten dik en dunwandige buis of grote-en kleine-diameterbuis.
- Indeling naar speciale kwaliteit (met betrekking tot afmetingen, oppervlakteafwerking of homogeniteit van het materiaal). bijvoorbeeld precisiebuis.
- Indeling naar toepassing. Buizen kunnen zijn bedoeld voor het transport van gas, vloeistof of korrelig materiaal en zelfs voor elektriciteit of radiosignalen.
Fabricage processen
Walsen
Langsnaad gelaste buis en pijp kan worden vervaardigd via het continu wals-buigproces, zie afbeelding 1, direct van een strip. De strip wordt afgerold van een haspel en wordt continu vlakgemaakt, terwijl de voorste rand wordt afgesneden waardoor een rechte, schone rand ontstaat die wordt vastgelast aan de op dezelfde wijze bewerkte achterste rand van de voorgaande strip. Aldus beweegt, continu en zonder enige vertraging, de strip naar en door de bewerkingseenheid die de zijranden van de strip bewerkt en de lasnaadbreedte bepaalt en zorgt voor een schone laskant. Vanaf de kantenbewerkingseenheid gaat het door een aantal walsrollen, die elk onder een steeds scherpere hoek staan opgesteld en die de strip heel geleidelijk ombuigen waarbij de vorm verandert van vlak naar buisvormig.
De langsnaad wordt gewoonlijk met één van de volgende lasprocessen gelast:
- elektrisch weerstandlassen
- stomplassen
- elektrisch lassen.
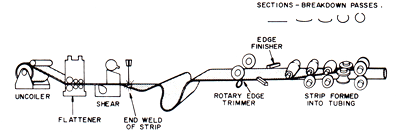
Afbeelding 1. Rondwalsen van vlakke strip tot buis.
Elektrisch weerstandlassen wordt uitgevoerd door twee koperen walsrollen tegen de tegenover elkaar liggende laskanten te drukken. De doorstromende elektrische stroom verhit de laskanten. Voor stompe lassen wordt de hele strip verhit, gewoonlijk in een gas-of oliegestookte oven en het lassen zelf krijgt zijn beslag door de laskanten tegen elkaar te drukken.
Elektrisch booglassen is een wat minder populair alternatief. De lasspetters aan de buitenkant kunnen worden verwijderd met behulp van snijgereedschap of door middel van schuren. Bij grotere buisdiameters is het mogelijk om lasmetaal te verwijderen aan de binnenkant met behulp van snijgereedschap dat op een stang is gemonteerd en naar binnen wordt gestoken. Buizen tot een diameter van 50 cm en soms nog groter worden routinematig door middel van koudwalsen vervaardigd. Aan het eind van de fabricagelijn wordt de continu vervaardigde buis op vaste lengten gesneden met snij-, zaag-of slijpschijf. Roestvast stalen buis met kleine diameter (tot 10 mm) kan worden opgehaspeld. In geval van diameters die de breedte van de strip te boven gaan, wordt de strip spiraalgewijs gewonden. De lasnaad loopt dan ook als een sp iraal over het buisoppervlak, zie afbeelding 2. Rolwalsen wordt gewoonlijk bij kamertemperatuur gedaan en de maatnauwkeurigheid is niet hoog. Een aansluitende calibreerbehandeling kan met behulp van een aantal alternatieve processen plaatsvinden zoals bijvoorbeeld trekken met of zonder doorn, walsen of lichte expansie in een vorm met behulp van v loeistof onder druk of met een expansiedoorn. Voor buizen waarbij dat nodig is, is strekken op een pers met een driepuntsbelasting heel gebruikelijk. Vanwege de terugvering vereist deze handeling een goed beoordelingsvermogen en behendigheid van de operator. De bewerking vindt met de hand plaats en verloopt traag. De rechtheid is nooit bijzonder goed. Buis met een kleinere diameter kan worden gestrekt door het aanleggen van een dermate hoge trekbelasting, dat de buis even tot in het plastische vervormingsgebied wordt gebracht, hetgeen een relaxatie tot gevolg heeft van ongelijk verdeelde buigspanningen. In kritische gevallen moet de lasnaad na zulke nabewerkingen worden geïnspecteerd. Daarbij vullen röntgenstralings-en ultrasone technieken elkaar aan bij het opsporen van inwendige scheuren. Fluxmethoden kunnen van nut zijn bij het opsporen van oppervlaktedefecten.
Afbeelding 2. Spiraalgewonden gelaste buis: lasnaad volgt een schroeflijn.
Diameterreductie
Het walsen van buis tussen twee gegroefde rollen, zie afbeelding 3, reduceert de buisdiameter. Deze bewerking kan zowel heet als koud,worden uitgevoerd. Als er slechts één paar walsrollen wordt toegepast, neemt de wanddikte toe en de buis wordt langer. Het uitwendige buisoppervlak wordt glad, maar het inwendige oppervlak wordt onregelmatig van afmeting en vertoont een sinaasappelschil uiterlijk. Als er een aantal stellen achter elkaar worden opgesteld kunnen er grote diameterreducties worden verkregen. Door een afgewogen beheersing van de doorgangssnelheid tussen twee opeenvolgende walsrolparen kan de buis onder trekspanning worden gehouden. Hoe hoger deze spanning des te dunner wordt de wanddikte van de buis. Dus het continu in serie walsen van buis bij hoge produktiesnelheden is een zeer effectieve methode om zowel de diameter als de wanddikte van buis te verlagen . De oppervlaktekwaliteit en maatbeheersing bij het walsen van buis zijn beter dan bij het doorsteken van buis, maar niet zo goed als bij het trekken van buis. Het walsen van buis kan een tussenfase vormen, dat plaatsvindt na het rondwalsen of doorsteken en het kan worden gevolgd door het natrekken van de buis over een doorn ter verkrijging van betere nauwkeurigheid.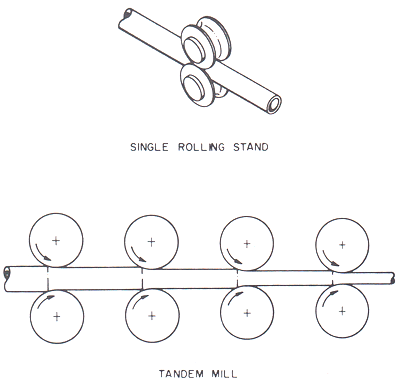
Afbeelding 3. Op maat brengen door middel van walsen.
Het Mannesmannproces
Bij het Mannesmannproces wordt een voorverhitte massieve staaf voortgetrokken door een paar tegenover elkaar opgestelde walsrollen, zie afbeelding 4. De staaf wordt in rotatie gebracht, terwijl een kleine verdraaiingshoek tussen beide walsrollen ervoor zorgt dat de staaf met toenemende snelheid voortbeweegt. De walsrollen drukken ook op de staaf, waardoor zijn diameter afneemt. De resulterende plastische vervorming zorgt voor een zachter worden van de kern van de staaf. Als de staaf nu in aanraking komt met de stilstaande doorn, dan kan deze er relatief makkel ijk in doordringen, waardoor er een buis ontstaat. De diverse stadia van dit doordringen van de doorn in de staaf en de vervorming die optreedt naarmate de staaf buis voortschrijdt langs de doorn zijn schematisch weergegeven in afbeelding 5. Een variant van dit proces maakt gebruik van 3 walsrollen, hetgeen minder vervorming geeft en een betere kwaliteit van het produkt tot gevolg heeft. De lengte va n de buis wordt beperkt door de lengte van de doorn. Met het Mannesmannproces kunnen alleen dikwandige buizen worden vervaardigd met een geringe maatnauwkeurigheid. Daar staat tegenover dat de buis naadloos is en de maatnauwkeurigheid kan door nawalsen of natrekken worden verbeterd. De grote wanddikte kan verder worden gereduceerd door roterend walsen met scheefstaande walsrollen over een doorn, zie afbeelding 6. Hierbij neemt de buisdiameter toe en de wanddikte neemt af. Er kunnen aldus buizen worden vervaardigd met een lengte van 15 meter, een diameter van dichtbij 1 meter met minimale wanddikten van 10 mm. Bij het walsen over een plug, zie afbeelding 7, blijft de nominale buisdiameter behouden of neemt iets af als de wanddikte wordt gereduceerd. Zowel het roterend walsen en het walsen over een doorn verbeteren de maatnauwkeurigheid. Niettemin zijn beide processen die bij hoge temperatuur moeten plaatsvinden en het uiteindelijke produkt vertoont onrondheid en wat buiging. 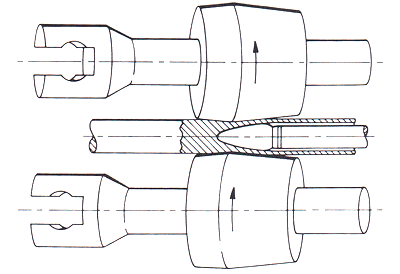
Afbeelding 4. Mannesmannproces.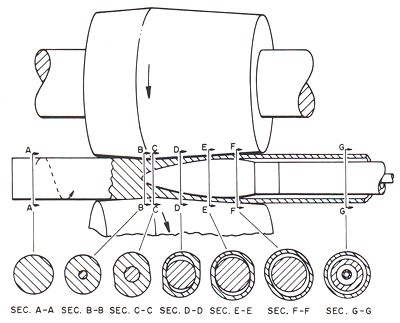
Afbeelding 5. Diverse vervormingsstadia tijdens het fabriceren van buis volgens het Mannesmannproces.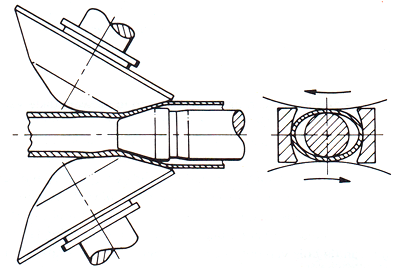
Afbeelding 6. Reductie wanddikte door middel van roterend walsen met scheef staande walsrollen over een doorn.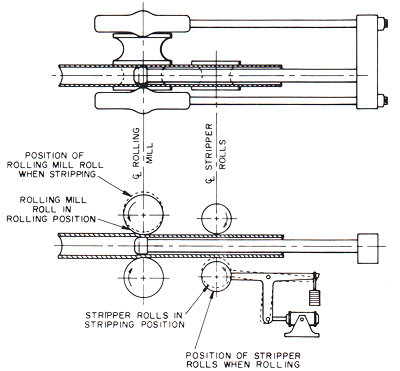
Afbeelding 7. Walsen over een plug.
Bimetalen buis
Bimetalen buis, ook wel beklede, duo-metale of dualmetalen buis genaamd, is gemaakt van twee verschillende metalen, de ene aan de binnenzijde en de andere aan de buitenzijde. Beide metalen worden gewoonlijk nauw met elkaar in contact gebracht om als eenheid te kunnen functioneren. De bruikbaarheid van bimetalen buis komt voort uit de mogelijkheden die de combinatie van verschillende metalen biedt. Zo vereisen buizen voor het transport van zout water de nodige corrosievastheid aan de binnenzijde, terwijl aan de buitenzijde geen bijzondere eisen worden gesteld en een eenvoudig materiaaltype al ruimschoots zou voldoen. In dat geval kan gebruik worden gemaakt van een mantelbuis van koolstofstaal met binnenin een relatief dunwandige binnenbuis van roestvast staal, waardoor de hoge materiaalkosten van roestvast staal kunnen worden beperkt. Er zijn nog veel meer voorbeelden te bedenken waar een systeem bestaande uit bimetalen buis zou kunnen voldoen, ware het niet dat er zich aanzienlijke fabricageproblemen voordeden bij de vervaardiging van dergelijke bimetalen buizen, die fabricage hetzij onmogelijk maken, hetzij bijzonder duur. De produktie van bimetalen buizen kan in twee stappen worden onderverdeeld: eerst de twee metalen buizen over elkaar schuiven en dan trekken over een doorn, heet extruderen, trekken over een zwevende plug of enige andere aanverwante deformatie. Tijdens het met elkaar verbinden, zie ook afbeelding 7, worden de twee buizen eerst losjes over elkaar geschoven. De buizen moeten vrij kort zijn met een grote diameter en wanddikte. Nadat de kopse kanten aan elkaar zijn gestuikt, worden ze door de matrijs getrokken. Bij het verlaten van de matrijs zijn de binnen-en de buitenbuis innig met elkaar verbonden en bewegen ze als een eenheid met dezelfde snelheid V1. Normaliter zijn de veranderingen in de wanddikte van de beide buizen niet hetzelfde. Het hardere metaal zal meer verdikking vertonen dan het zachtere metaal. De ingangssnelheid van de ene buis zal dus verschillen van die van de andere buis. De afmetingen van de ingaande buizen zijn niet hetzelfde en t01 en t02 zijn zodanig gekozen dat de wanddikteverhouding bij de uittrede van de binnen-en de buitenbuis voldoet aan de ontwerpeisen. De uitgangslengte van de buis van het hardere metaal is in verhouding langer dan die van de buis van het zachtere metaal, omdat eerstgenoemde wat dikker zal worden dan laatstgenoemde. Bij de tweede en opvolgende gangen zijn de lagen waaruit de bimetalen buis is opgebouwd inmiddels mechanisch met elkaar verbonden en ze moeten als eenheid fungeren of anders zullen ze scheuren. Ze moeten in precies dezelfde mate rekken en derhalve op identieke wijze in wanddikte veranderen. Het hardere metaal zal echter vervorming in sterkere mate weerstaan, dikker worden en minder rekken. Daaruit volgt dat de kans op breuk onder trekbelasting van het hardere metaal een voorname hindernis vormt bij het vervaardigen van bimetalen buizen met behulp van trekken of extrusie. Hoe groter het verschil in sterkte tussen de twee metalen, des te waarschijnlijker is het optreden van breuk van het hardere metaal. De afschuivingshoek van de matrijs, de diameterreductie en de afmetingenverhouding van de twee metalen zijn procesvariabelen die van invloed zijn op het al of niet optreden van breuk. De combinatie van de parameters waarbij beide metalen tezamen vloeien zonder scheuring vormt een zeer nauwe band, die experimenteel moet worden vastgesteld. Dit betekent dat voor elke nieuwe combinatie een uitputtende en kostbare instelperiode aan de feitelijke produktie vooraf moet gaan. Succes is daarbij geenszins gegarandeerd en het is dan ook niet verwonderlijk dat er zeer beperkt aanbod is op de markt van bimetalen buizen en hun toepassing alleen dan wordt gerechtvaardigd als andere soorten en typen het laten afweten.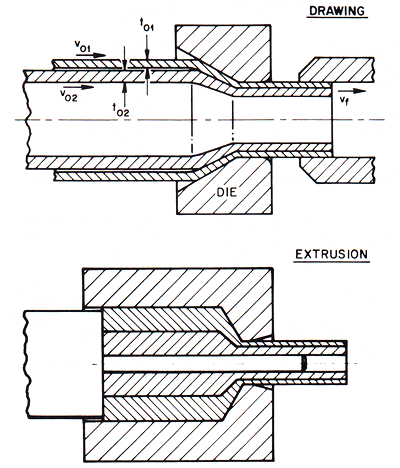
Afbeelding 8. Kenmerkende vorm van de matrijs bij het trekken en van de matrijs en doorn bij het extruderen van bimetalen buizen.