


Verspanen van roestvast staal
Verspanen van roestvast staal beperkt zich hoofdzakelijk tot lange producten, terwijl boren, frezen en tappen vaak wordt toegepast op vlakke producten. In laatstgenoemde gevallen gaan deze bewerkingen vooraf aan het mechanische verbinden met behulp van schroeven, bouten of klinknagels. Verspanen is in het algemeen een vormgevingsproces waarbij materiaal wordt weggenomen met behulp van snijgereedschap. Het gemak waarmee dit kan worden gedaan hangt naast andere zaken of van het te bewerken materiaal. Hieruit vloeit het begrip van verspaanbaarheid voort.
A.J. Schornagel
Inleiding
In het geval van roestvast staal werd verspaanbaarheid lange tijd van bijkomstig belang beschouwd, aangezien dit materiaal de reputatie had van moeilijk te verspanen, met name de austenitische typen. Staalfabrikanten hebben echter pogingen ondernomen om deze eigenschap onder controle te krijgen en zijn daarin geslaagd met de ontwikkeling van verspaanbare roestvaststaal-typen, waarbinnen twee klassen zijn te onderscheiden:
- verspaanbare typen waaraan zwavel is toegevoegd;
- verspaanbare typen waaraan geen zwavel is toegevoegd, maar waarbij het zwavelgehalte juist binnen
bepaalde grenzen wordt gehouden en waarvan de verspaanbaarheid is verbeterd door een beheerste verdeling van oxide insluitsels.In beide gevallen zorgt nauwkeurige beheersing van de chemische samenstelling en van het raffinageproces voor de aanwezigheid van niet-metallische insluitsels die spaanbreuk bevorderen en een smerende laag creëren op het grensvlak gereedschap/spaan tijdens verspanen.
Verspaningscriteria
Verspaanbaarheid kan door een groot aantal factoren worden beïnvloed, maar er zullen uit praktische overwegingen slechts die worden beschouwd die makkelijk kunnen worden waargenomen of worden gemeten, zoals spaanbreuk, standtijd gereedschap, verspaand oppervlak (ruwheid) en opgenomen vermogen. De productiviteit zal dan afhangen van de snijcondities en van de rangschikking van het te bewerken materiaal met betrekking tot deze criteria.
Gedrag van de verschillende soorten roestvast staal
Austenitisch roestvast staal
Deze soort bezit een sterke mate van vervormingsharding en in de koudbewerkte toestand zal dit leiden tot snelle gereedschapsslijtage. Zelfs in sterk koudvervormde toestand is de resterende taaiheid voldoende om de vorming van lange spanen te veroorzaken, welke de neiging hebben om aan het gereedschap te blijven kleven. Er zijn daarom hoge snijkrachten vereist hetgeen leidt tot snelle gereedschapsslijtage, met het risico van breuk wegens beschadiging van de snijkant. Verder is de warmtegeleidbaarheid van deze staalsoort ongeveer drie keer lager dan die van gewoon koolstofstaal, wat leidt tot hoge temperaturen aan het grensvlak werkstuk/snijgereedschap waardoor de standtijd van het gereedschap korter wordt. Wegens al deze redenen bezitten austenitische roestvast-staaltypen die zijn bedoeld voor verspaning gecontroleerde zwavelgehaltes liggend tussen 0,15 en 0,35 gew.%.
Ferritisch roestvast staal
Ferritisch roestvast staal vertoont veel minder vervormingsharding dan austenitisch roestvast staal. In geval van 50% koude vervorming neemt de treksterkte met slechts 200 N/mm2 toe vergeleken met meer dan 1000 N/mm2 voor bepaalde austenitische typen. Ook al is de warmtegeleidbaarheid hoger dan die voor austenitisch roestvast staal, heeft ferritisch roestvast staal toch een sterke neiging tot het vormen van lange spanen zodat het risico van het kleven van de spanen hoog blijft. Aan ferritisch roestvast staal dat is bedoeld voor verspanende bewerking bevat daarom bijna altijd zwavel toegevoegd.
Martensitisch roestvast staal
Het vervormingshardingsgedrag en de warmtegeleidbaarheid van martensitisch roestvast staal komt nagenoeg overeen met die van laaggelegeerd staal, in het bijzonder constructiestaal. Omdat martensitisch roestvast staal sterk is, zijn er hoge snijkrachten noodzakelijk.
Invloed van niet-metallische insluitsels
Sulfide insluitsels
Het opzettelijk gebruik van hoge zwavelgehaltes, liggend tussen 0,15 tot 0,35%, is een veel gebruikte techniek die leidt tot een spectaculaire verbetering van de verspaanbaarheid. De toevoeging van zwavel veroorzaakt de vorming van mangaansulfiden die een gunstige invloed hebben op de verspaanbaarheid. Daar staat tegenover dat ze de corrosie weerstand aanmerkelijk verlagen, met name onder omstandigheden die aanleiding geven tot putvormige corrosie. Voorts hebben dergelijke hoge zwavelniveaus een nadelig effect op zowel de warmbewerkbaarheid als de lasbaarheid, wegens een toegenomen risico op warmscheuring. Om deze reden, hebben metaalkundigen gezocht naar andere mechanismen die de verspaanbaarheid verbeteren. Verspaanbare types met hoog zwavelgehalte zijn verkrijgbaar voor de drie roestvast-staalfamilies, austenitisch, ferritisch en martensitisch en ze vormen de groep meest gebruikte typen voor verspaande werkstukken. Hun standaardaanduidingen zijn als volgt:
- austenitisch: X8CrNiS18-9 (1.4305) en X6CrNiCuS18-9-2 (1.4570);
- ferritisch: X6CrMoS17 (1.4105);
- martensitisch: X12CrS13 (1.45005) en X29CrS13 (1.4029).
Oxide insluitsels
Het is een bekend feit dat harde oxiden, zoals die welke rijk zijn aan Al2O3, SiO2 of Cr2O3, niet vervormen en hun hardheid behouden tot op zeer hoge temperaturen. Insluitsels van dit type, die vaak aanwezig zijn in standaard roestvast staal, zijn daarom hoogst abrasief en bekorten in sterke mate de standtijd van snijgereedschap. Als daarentegen de smelt- en raffinagepraktijk worden aangepast opdat er een mengsel wordt verkregen van SiO2-CaO-Al2O3 oxiden, die bij hoge temperaturen vervormbaar zijn, dan kunnen de insluitsels vervormen tijdens verspanen, worden ze sterk uitgerekt in de afschuifzones van de spaan en maken het afbreken ervan mogelijk. Bovendien vormen ze een smerende laag aan het gereedschapsoppervlak, waardoor verhitting en slijtage worden beperkt. Ten opzichte van een equivalente standaardtype kan bij het verspanen van een oxidenhoudend type een winst in productiviteit worden geboekt die in de orde van grootte van 25% ligt. In tegenstelling tot de typen waaraan zwavel is toegevoegd gaat bij de legeringen die oxide-insluitsels bevatten de verbetering in verspaanbaarheid niet ten koste van de corrosieweerstand, deze blijft strikt onbeïnvloed.
Gecombineerde invloed van zwavel en oxiden
Als de beide mechanismen ter verbetering van de verspaanbaarheid van roestvast staal worden gecombineerd, dan blijkt er een zekere mate van synergisme op te treden, die kan oplopen van 35 tot 50% in vergelijking met standaard typen.
Keuze gereedschap
Juiste keuze van het gereedschap is van zeer groot belang bij het verspanen van roestvast staal en is direct bepalend voor de productiviteit. Er kunnen vandaag de dag zes verschillende categorieën gereedschapsmateriaal worden onderscheiden:
- snelstaal (HSS: high speed steel);
- hardgesoldeerde carbiden;
- onbeklede carbide inzetstukken;
- beklede carbide inzetstukken;
- cermets (keramisch-metallisch materiaal);
- keramiek.
In het algemeen hebben hardgesoldeerde carbiden en beklede en onbeklede carbide inzetstukken de voorkeur bij het verspanen van roestvast staal. In het geval van bekleed gereedschap, gaat de voorkeur uit naar bekledingen waarvan de zichtbare buitenlaag bestaat uit titaniumnitride (TiN). De karakteristieke goudkleur van dit materiaal maakt de corresponderende gereedschappen en inzetstukken duidelijk herkenbaar.Keuze van het type carbide is eveneens belangrijk. P10-P30 of M10-M30 typen hebben de voorkeur voor draaien en P20-P40 of M20-M40 voor boren. In alle gevallen moet het gebruik van type K carbide worden vermeden voor het verspannen van roestvast staal, omdat hun prestaties sterk variëren en ze zeer snel slijten als de snijcondities zwaar worden. Cermets worden in hoofdzaak gebruikt voor nabewerking, zoals fijn draaien en draadsnijden. Ze geven een uitstekende oppervlaktekwaliteit en ze maken het gebruik van een nabewerking zoals slijpen overbodig. Keramisch gereedschap wordt weinig gebruikt voor roestvast staal, omdat in tegenstelling tot hun gebruik bij koolstofstaal, hun prestaties bij roestvast staal teleur stellen. Afbeelding 1 (zie volgende pagina) geeft typische snijsnelheden die mogelijk zijn bij het verspanen van roestvast staal met verschillende typen gereedschap.
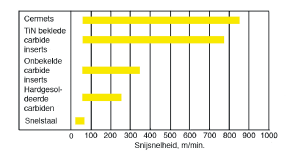
Afbeelding 1. Bereik van verspaningssnelheden die mogelijk zijn bij het draaien van roestvast staal met verschillende typen snijgereedschap.
Draaien
Bij het draaien van roestvast staal moet het werkstuk veel steviger worden ingekelmd dan het geval is bij gewoon koolstofstaal. Afhankelijk van het staaltype dient bij gebruik van bekleed of onbekleed carbide snijgereedschap de snijsnelheid te liggen in het gebied van 100-800 m/min, met aanzetten van 0,1 tot 0,3?mm per omwenteling, bij een snedediepte van 1,5 mm. In geval van voordraaien moet de snijsnelheid worden gereduceerd en de aanzet te worden verhoogd en vice versa voor nadraaien. Afbeelding 2 toont kenmerkende gereedschapsgeometrieën, waarbij de exacte waarden afhangen van de aard van het gereedschapsmateriaal.
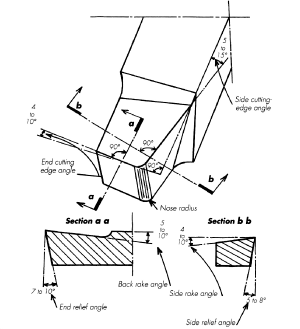
Afbeelding 2. Draaibeitel.
Snijvloeistoffen
Roestvast staal verspanen zonder een snijvloeistof moet beperkt blijven tot kleine werkstuk aantallen of in die gevallen dat het gebruik van een snijvloeistof onpraktisch is, zoals het verspanen van heel grote werkstukken of complexe vormen. Het gebruik van een snijvloeistof is wenselijker voor het verspanen van roestvast staal dan voor koolstofstaal of laaggelegeerd staal. Roestvast staal is in het algemeen minder verspaanbaar dan koolstofstaal en laaggelegeerd staal en de geringere warmtegeleidbaarheid van roestvast staal vraagt om koeling. In water oplosbare oliën (doorgaans in de verhouding van 1 deel olie op 12 tot 20 delen water) en gesulfochloreerde snijoliën zijn de meest gebruikte snijoliën voor het verspanen van roestvast staal. Als koeling een belangrijk aspect vormt bij het verspanen van roestvast staal wordt er wel gebruik gemaakt van emulsifieerbare vloeistoffen. Dit zijn in water oplosbare snijvloeistoffen. Ze zijn echter onbruikbaar in die gevallen waarbij de mogelijkheid bestaat dat de snijvloeistof zich kan vermengen met de smeervloeistof.