


Toevoegingen ter verbetering van de verspaanbaarheid van roestvast staal
De belangrijkste toevoegingen ter verbetering van de verspaanbaarheid zijn die welke insluitsels vormen in het metaal. Zulke toevoegingen omvatten zwavel, seleen, telluur, lood, bismut en bepaalde oxiden. De rol van deze insluitsels bij het verbeteren van de verspaanbaarheid is onderwerp geweest van tal van studies en theorieën waarbij ook de smering, spaanverbrossing en spanningsconcentratie- effecten werden betrokken als mogelijke mechanismen die de verspaning zouden verbeteren.
J.P. SNELDERS
Om welke reden dan ook, bepaalde toevoegingen verlengen de beitelstandtijd, staan hogere snijsnelheden toe en kunnen van invloed zijn op het spaanbreuk/spaanafvoergedrag en op de oppervlakteafwerking. Elementen die de metaalmatrix veranderen of van invloed zijn op de grootte, verdeling en mechanische eigenschappen van de toevoegingen kunnen eveneens de verspaanbaarheid verbeteren tot voorbij het niveau dat wordt bereikt met alleen de toevoegingen die voor een verbetering van de verspaanbaarheid zorgen, hoewel deze bijkomende elementen van secundair belang zijn. Zwavel Het gebruik van zwavel ter verbetering van de algehele karakteristieken van roestvast staal dateert van het begin van de jaren dertig, toen legeringen werden ontwikkeld die overeenkomen met de huidige typen S41600 en S3030, en die een minimum gehalte van 0,15% S bevatten [2,3]. Sedertdien is zwavel het primaire element dat wordt gebruikt voor het verkrijgen van sneldraai-eigenschapen van roestvast staal. De hoeveelheid zwavel die aan roestvast staal kan worden toegevoegd wordt beperkt door toegestane mate van achteruitgang van andere eigenschappen, met name de warm- en koudbewerkbaarheid.
Een toenemend zwavelgehalte doet het gemak waarmee het metaal kan worden verspaand toenemen, zij het dat de stijging bij hogere zwavelgehalten afvlakt (zie afbeelding 1). Een toenemend zwavelgehalte geeft eveneens grote stijigingen te zien in de standtijd van het snijgereedschap, zelfs binnen de typische bovengrens van het zwavel gehalte (maximaal 0,030%) die wordt gehanteerd voor niet-vrij verspaanbare typen (zie afbeelding 2). Zwavel is in roestvast staal aanwezig in de vorm van afzonderlijke insluitsels (zie afbeelding 3). Sulfiden die groter en bolvormiger zijn, zijn gunstiger voor de verspaanbaarheid dan kleinere uitgerekte [4-6], zoals is te zien op de afbeeldingen 4 en 5. Hoewel grotere sulfiden gunstig zijn voor de standtijd van de beitel en het snij - gemak kunnen ze schadelijk zijn voor de opervlakte - afwerking (zie afbeelding 6). Behalve bij lage mangaanniveaus, zijn het voornamelijk mangaansulfiden - die verder ook nog chroom en ijzer bevatten - die aanwezig zijn in de vrij verspaanbare roestvaststaaltypen. Als het mangaangehalte of de mangaan zwavelverhouding stijgt, dan zal de samenstelling van het sulfide veranderen [7-9], zoals afbeelding 7 toont. Meer mangaan of een hogere mangaan- zwavelverhouding zal de verspaanbaarheid van vrij verspaanbaar ferritisch, martensitisch en austenitisch roestvast staal verhogen [10- 14], zoals op afbeelding 8 is te zien.
Het gebruik van meer mangaan ter verbetering van de verspaanbaarheid heeft eveneens invloed op de corrosieweerstand. Roestvast staal dat mangaanrijke sulfiden bevat kan een lagere corrosieweerstand hebben dan die welke sulfiden bevatten met een hoger chroomgehalte [8-10]. Of zo’n verlies aan corrosieweerstand significant is zal afhangen van het milieu waaraan het metaal zal worden blootgesteld. Vrij verspaanbaar austenitisch roestvast staal wordt niet in dezelfde mate beïnvloed als vrij verspaanbaar ferritisch en martensitisch roestvast staal (zie afbeelding 9). Roestvast staal waaraan extra mangaan is toegevoegd ter verbetering van de verspaanbaarheid omvat S20300 (5 tot 6,50% Mn), S30310 (2,50 tot 4,50% Mn) en S41610 (1,50 tot 2,50% Mn). Bij de typen S30300 en S41600 wordt het mangaangehalte met opzet beperkt voor betere corrosieweerstand. In plaats van beperking van het mangaangehalte ter verbetering van de corrosieweerstand van een vrij verspanend roestvast staal kan ook worden getracht een ander soort sulfide te vormen, zoals titaansulfide [15-17].
Een voorbeeld van deze benadering is S18235 dat 0,15 tot 0,35% S bevat en 0,30 tot 1,00% Ti. Seleen Seleen is het op een na meest voorkomende element dat wordt toegepast ter verkrijging van een vrij verspanend roestvast staal. Het vormt insluitsels die sterk gelijken op sulfiden. Seleen is echter minder effectief dan een equivalent gewichtspercentage zwavel [6,12,18-21], zoals uit afbeelding 10 blijkt. Er doen echter meldingen van het tegendeel de ronde [1]. Seleenhoudende legeringen, die normaal een minimum van 0,15% Se bevatten, kunnen een betere oppervlakteafwerking opleveren dan zwavelhoudende legeringen (zie afbeelding 11). Naast de mogelijkheid van een betere oppervlakteafwerking, biedt seleenhoudend roestvast staal betere koudvervormbaarheid en een iets betere corrosieweerstand vergeleken met de overeenkomstige zwavelhoudende legeringen [6,18-22]. Seleentoevoegingen worden ook wel toegepast in zwavelhoudende legeringen ter bevordering van de vorming van sulfiden die groter zijn [23,24].
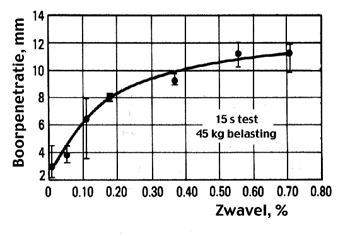
Afbeelding 1 Invloed van zwavelgehalte op verspaanbaarheid bij een boorpenetratieproef op 18Cr-9Ni roestvast staal.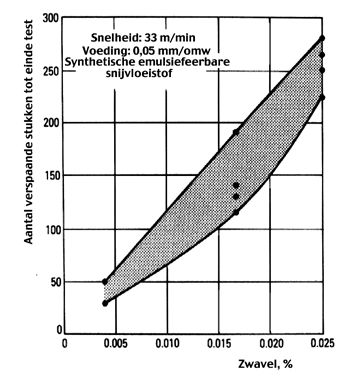
Afbeelding 2 Invloed van lage gehaltes zwavel op de verspaanbaarheid van een schroefdraadsnijproef op austenitisch roestvast staal S30400. Beëindiging wordt gedefinieerd door een toename van de diameter van het bewerkte werkstuk met 0,075 mm.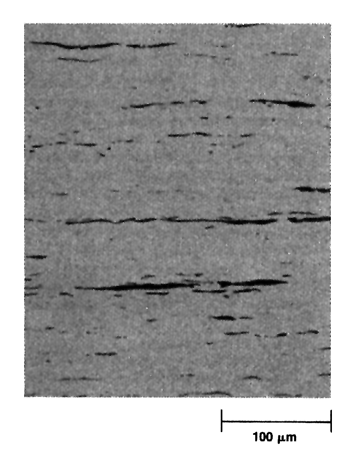
Afbeelding 3 Sulfide-insluitsels in austenitisch roestvast staal S30300.
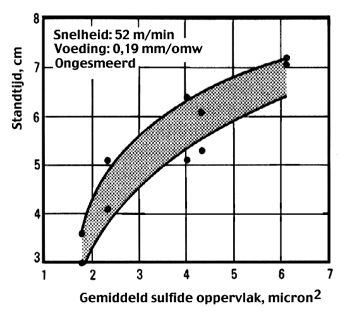
Afbeelding 4 Invloed van grootte van sulfide op de verspaanbaarheid bij een standtijdproef op austenitisch roestvast staal S30300. Standtijd wordt gemeten door het opmeten van de afgelegde afstand langs een staaf met een diameter van 23,2 mm totdat de beitel het begeeft.
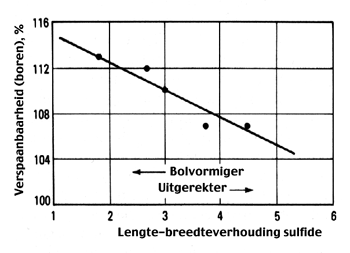
Afbeelding 5 Invloed van de vorm van sulfide op de verspaanbaarheid bij een boorproef op austenitisch roestvast staal S30300 [4].
Telluur
Telluur vormt net als seleen insluitsels die overeenkomst vertonen met sulfiden. Het element blijkt veel effectiever te zijn dan zwavel voor de verbetering van de verspaanbaarheid van austenitisch roestvast staal (zie afbeelding 12). Net als seleen kan telluur worden gebruikt voor het bevorderen van het ontstaan van bolvormige insluitsels [23,24], zoals is te zien op afbeelding 13. De bruikbaarheid van telluur is beperkt, hoofdzakelijk vanwege zijn ongunstige invloed op de warmbewerkbaarheid. Dit geldt vooral voor austenitisch roestvast staal [6,12,21].
Lood en bismut
Zowel lood als bismut zijn in geringe mate oplosbaar in roestvast staal, waarbij ze metallische insluitsels vormen die de verspaanbaarheid bevorderen, met name bij austenitisch roestvast staal [12,18-20,25-29]. Lood heeft een gunstiger inwerking op de verspaanbaarheid van austenitisch roestvast staal dan andere gangbare toevoegingen (zie afbeelding 12). He gebruik van lood, met of zonder een beperkte hoeveelheid zwavel, geeft ook een betere oppervlakteafwerking, een hogere corrosieweerstand en een betere koudvervormbaarheid dan in het geval met alleen een hoger zwavelgehalte [20,25,27]. Enigszins vergelijkbare gunstige effecten worden toegeschreven aan het gebruik van bismut [29]. 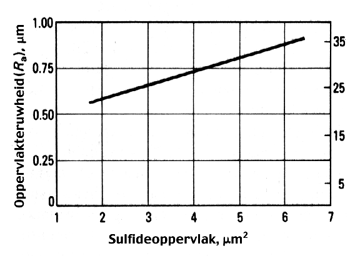
Afbeelding 6 Invloed van grootte sulfide op verspaand oppervlak van een vrij-verspaanbaar austenitisch roestvast staal [6].
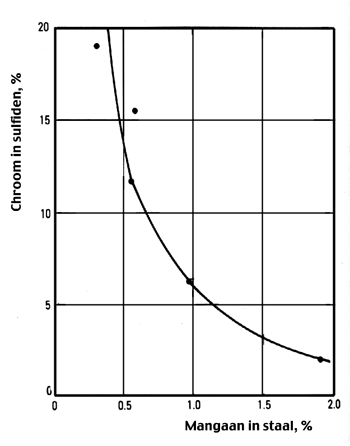
Afbeelding 7 Invloed van mangaangehalte in staal op het chroomgehalte van sulfiden in een vrij-verspaanbaar 13%Cr-houdend martensitisch roestvaststaaltype [9].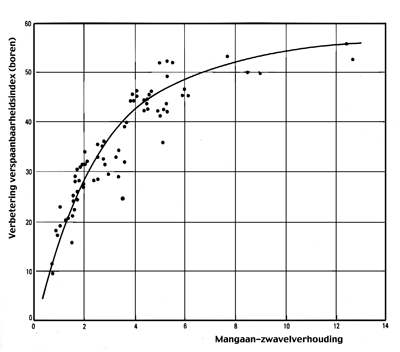
Afbeelding 8 Invloed van de mangaan-zwavelverhouding op de verspaanbaarheid bij een boorproef op een vrij-verspaanbaar austenitisch roestvast staal [11].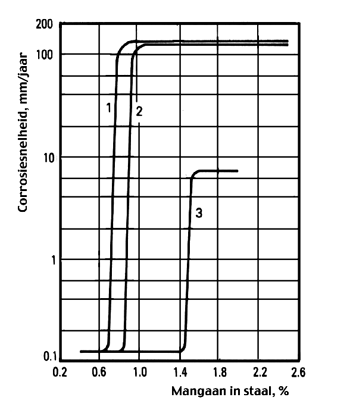
Afbeelding 9 Invloed van mangaangehalte op de corrosie van vrijverspaanbaar austenitisch roestvast staal in een 10% salpeterzuuroplossing bij 24°C. 1: 13% Cr martensitische legering; 2: 17% Cr ferritische legering; 3: 18Cr-9Ni austenitische legering [9].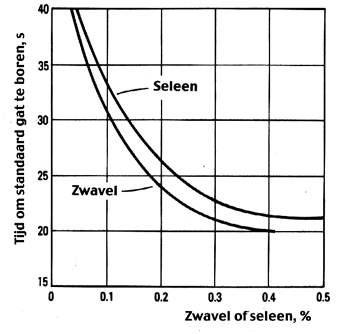
Afbeelding 10 Vergelijking van de invloed van seleen en zwavel op de verspaanbaarheid bij een boorproef op een 13,5% Cr martensitisch roestvast staal met een hardheid van 19 tot 21 HRC [19].
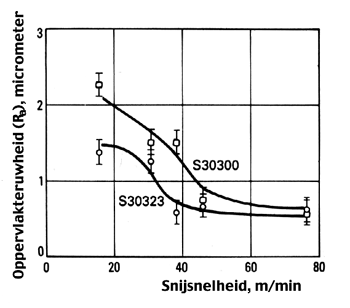
Afbeelding 11 Vergelijking van verspaand oppervlak verkregen met zwavelhoudend (S30323) austenitisch roestvast staal [1].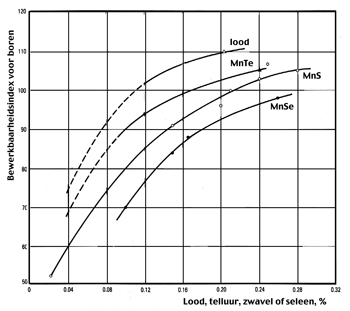
Afbeelding 12 Vergelijking van de invloed van lood of telluur (MnTe) met zwavel (MnS) en seleen (MnSe) op de verspaanbaarheid bij een boorproef op een 18Cr-9Ni austenitisch roestvast staal [12].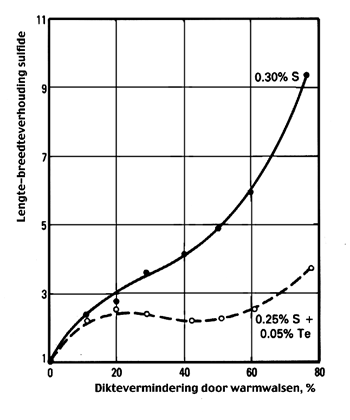
Afbeelding 13 Invloed van fosfor op de snijsnelheid (standtijd) voor een 18Cr-8Ni-0,19S austenitisch roestvast staal in vergelijking met een overeenkomstig staaltype dat alleen zwavel of seleen bevat [18].
Ondanks de gunstige effecten die samengaan met het gebruik van lood of bismut, zijn legeringen die deze elementen bevaten slechts in beperkte mate commercieel verkrijgbaar. Problemen met lood omvatten zijn giftigheid, reductie van de warmvervormbaarheid en wisselende verspaanbaarheid die samenhangt met de moeite die het kost om een gelijkmatige verdeling in het staal te bewerkstelligen [12,18,29]. Toevoeging van boor wordt wel gebruikt om de warmbewerkingsproblemen te lijf te gaan [32]. Het gebruik van bismut gaat gepaard met overeenkomstige moeilijkheden; alleen is dit element niet giftig [28,29].
Fosfor
Fosfor wordt toegevoegd tezamen met zwavel of seleen ter verbetering van de verspaanbaarheid, niet door middel van de vorming van insluitsels maar door verandering van de matrixeigenschappen van de legering. De aanvankelijke bedoeling van de toevoeging van fosfor was de verbrossing van taai roestvast staal. Fosfor heeft slechts een beperkt gunstig effect bij austenitisch roestvast staal en is boven een bepaald niveau schadelijk (zie afbeelding 14).
Oxiden
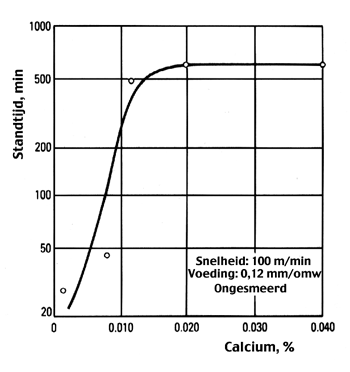
Roestvast staal kan oxiden bevatten als gevolg van desoxidatie of reoxidatie. In sommige gevallen kunnen dergelijke oxiden schadelijk zijn voor de verspaanbaarheid. De des - oxidatie van standaard aan lucht gesmolten roestvast staal vindt in het algemeen plaats met behulp van silicium. De desoxidatie van verspaanbare typen met behulp van aluminium moet worden vermeden, omdat aluminium oxiden uiterst abrasief zijn en de standtijd van de beitel aanzienlijk verkorten [6,10,23,24,30], zoals is te zien op afbeelding 15. Desoxidatie met calcium kan echter insluitsels opleveren die gunstig zijn voor de verspaanbaarheid onder bepaalde omstandigheden [30-32]. Hierbij gaat het om de vorming van calcium-(aluminium)-silicaten in het staal. Dergelijke insluitsels zullen tijdens verspanen bij hoge snijsnelheid met snijgereedschap op basis van titaancarbide een beschermende laag op het snijgereedschap vormen. De toename van de standtijd bij stijgend calciumgehalte is te zien op afbeelding 16. De samenstelling van de insluitsels, dat wil zeggen de verhoudingen van CaO, SiO2 en Al2O3, moet nauwgezet onder controle worden gehouden teneinde oxiden te verkrijgen die naar behoren zachter worden in het te gebruiken snijsnelheidsinterval [31]. 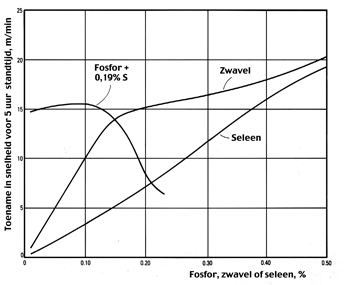
Afbeelding 14 Invloed van aluminiumoxide-insluitsels op de beitelstandtijd bij het verspanen van austenitisch roestvast staal S43020 [10].
Afbeelding 15 Invloed van telluur op de sulfidevorm in een 13% Cr martensitisch roestvast staal, dat verscheidene percentages warmwalsing heeft ondergaan bij 1177°C.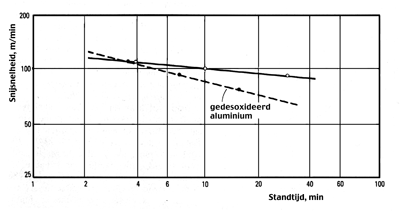
Afbeelding 16 Invloed van calciumgehalte op standtijd van carbidebeitel voor een austenitisch roestvast staal [32].
Literatuur
1. V.A. Tipnis. Wire, Aug(1971) p. 153-161.
2. F.R. Palmer. Antifriction Corrosion-Resisting Steel, U.S. Patent 1,835,960, 1931.
3. F.R. Palmer. Ferrous Alloy, U.S. Patent 1,961,777, 1934.
4. F.M. Richmond. Met. Prog., Aug(1967) p. 85-86.
5. C.W. Kovach. Sulfide Inclusions in Steel. ASM, 1975, p. 459-479.
6. C. Sparre. Wire, April(1972) p. 56-60.
7. C.W. Kovach et al. Trans. ASM, Vol 61(1968) p. 575-581.
8. A.J. Sedriks. Int. Met. Rev. Vol 28, No. 5(1983) p. 295-307.
9. M. Henthorne. Corrosion, Vol 26, No. 12, Dec(1970) p. 511-528.
10. H.W. Garvin, R.M. Larrimore Jr. Mechanical Working of Steel, American Institute of Mining, Metallurgical, and Petroleum Engineers, 1965, p. 13- 150.
11. C.W. Kovach, A. Moskowitz. Trans. Met. Soc., AIME, Vol 245, Oct(1969) p. 2157-2164.
12. C.W. Kovach, J.J. Eckenrod. Proc. 13th Mech. Working and Steel Processing Conf., American Institute of Mining, Metallurgical, and Petroleum Engineers, 1971, p. 300-325.
13. C.W. Kovach et al. Improved Free-Machining Ferritic Stainless Steel, British Patent 1,137,295, 1968.
14. J.A. Ferree Jr., Free-Machining Austenitic Stainless Steel, U.S. Patent 3.888,659, 1975.
15. R. Kiessling. Sulfide Inclusions in Steel. ASM, 1975, p. 104-122.
16. R. Kiessling. Influence of Metallurgy on Machinability of Steels. Proc. of an Int. Symp, ASM, 1977, p. 253-261.
17. H. Kiesheyer, H. Brandis. Bull. Cercle d’Études Metaux, Vol 15, No. 11(1986).
18. W.C. Clarke. Metalwork. Prod. 27 May(1964) p. 43- 45.
19. W.C. Clarke. Metalwork. Prod. 9 Sept(1964) p. 68- 71.
20. T. Fujiwara et al. Influence of Metallurgy on Machinability of Steels. Proc. of an Int. Symp, ASM, 1977, p. 231-240.
21. E. Herzog, J. Bellot. Selenium and Tellurium in Iron and Steel. Swedish Institute for Metal Research, 1969. 22. Free machining Stainless Steels, AISI, 1975.
23. V.A. Tipnis. Stainless Steel Having Improved Machinability, U.S. Patent 3,846,186, 1974.
24. V.A. Tipnis. Method of Making Stainless Steel Having Improved Machinability, U.S. Patent 3,933,480, 1976. 25. N.L. McClymonds. Met. Prog., Aug(1964) p. 166, 168.
26. N.L. McClymonds. Met. Prog., Aug(1967) p. 183- 184.
27. K. Ono et al. Denki Seiko (Electro. Furn. Steel), Vol 54, No. 4, Nov(1983) p. 265-274.
28. H. Pray et al. Addition of Bismuth for Producing Free- Machining Stainless Steels, Proc. ASTM, Vol 41(1941) p. 646-658.
29. A. Kimura et al. Bull. Bismuth Inst.(1986) p. 1-5.
30. B. Heritier et al. Bull. Cercle d’Études Metaux, Vol 15, No. 1(1986).
31. T. Kato et al. The Machinability of Engineering Materials, ASM, 1983, p. 323-337.
32. T. Fujiwara, T. Ito. Bull. Jpn. Inst. Met., Vol 15, No. 10(1976) p. 613-620 (BISI 17016)