


Het tappen van Roestvast Staal
Waar mogelijk is het aan te bevelen om verspaanbare typen te gebruiken voor tappen, zeker als blinde gaten zijn gespecificeerd. Dit alles ter vermindering van verwijderen en afvoeren van spanen. De zich rubberachtig gedragende, langgerekte spanen die ontstaan bij het verspanen van niet speciaal verspaanbare typen vormen een bron van moeilijkheden bij tappen.
Inleiding
Bij het tappen van alle typen roestvast staal, met name de niet vrij verspaanbare typen geldt het volgende:
- Maak gebruik van tappen met een zo groot mogelijke diameter.
- Houd de schroefdraadhoogte zo fijn mogelijk, omdat er dan minder metaal wordt verwijderd per tand.
- Houd het percentage volle draad zo laag mogelijk (60 tot 75% is een voorkeursbereik, maar daar waar de diepte van het getapte gat tweemaal de diameter van de tap overschrijdt, is het economischer om slechts 50% draad te gebruiken).
- Maak overvloedig gebruik van snijolie (bij een druk van tenminste 35 kPa, bij het tappen van blinde gaten).
De moeilijkheden waarmee men wordt geconfronteerd bij het tappen van roestvast staal zijn vaak het resultaat van verstevigde oppervlakken die zijn ontstaan tijdens voorafgaande boor- of ruimbewerkingen. Dus als er problemen ontstaan bij het tappen, dan is een kritische blik op de boor- en ruimcondities zeker aan te bevelen. Bij boren en bij ruimen moeten er spanen worden gesneden, als dus boren of ruimers in plaats van te snijden het staaloppervlak min of meer glad strijken, dan worden die oppervlakken harder als gevolg van deze vorm van versteviging. De mate van versteviging varieert tussen de verschillende typen roestvast staal, waarbij de austenitische typen hiervoor het gevoeligst zijn.
Tapmateriaal en tapontwerp
Voor het tappen van roestvast staal wordt bijna altijd gebruik gemaakt van tappen van snelstaal. Spaanafvoer is belangrijk bij het tappen van nauw passende, draad met scherpe tolerantie (klasse 3) en de spaangroeven mogen niet te ondiep zijn en de snijkanten niet te breed. Er dient enige consideratie te worden geweid aan het aantal spaangroeven op de tap. Bij kleine gaten zal een tap met vier spaangroeven meer kans geven op verstopping door spanen dan een tap met minder spaangroeven. Het is daarom algemeen gebruik om een tap te kiezen met minder spaangroeven naarmate de gatdiameter afneemt. Voor het snijden van klasse 3 draad dienen tappen twee spaangroeven te hebben voor gaten tot grootte No. 6 (5,2 mm in diameter). Tappen met drie spaangroeven werken goed voor gaten tussen 5,2 en 13 mm in diameter. Tappen met drie spaangroeven reduceren de mogelijkheid van het snijden van iets te grote gaten, maar geven minder spaanvrijloop dan tappen met twee spaangroeven. Gaten groter dan 13 mm in diameter worden getapt met tappen met vier spaangroeven.
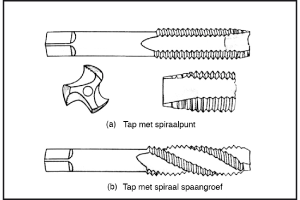
Afbeelding 1. Twee basis typen van tappen die worden gebruikt voor roestvast staal.
Typen
Tappen met spiraalpunt en spiraal spaangroef worden gewoonlijk gebruikt voor het tappen van roestvast staal (afbeelding 1). Tappen met spiraalpunt duwen de spanen voor de tap uit en mogen niet worden gebruikt voor het tappen van blinde gaten tenzij er voldoende ongetapte diepte voorhanden is om de ruimte te bieden aan de spanen op de bodem van het gat. Spiraal spaangroef tappen trekken de spanen uit het getapte gat en kunnen worden gebruikt voor het tappen van hetzij blinde gaten hetzij doorgaande gaten. Rechte spaangroef tappen worden gebruikt voor gaten die een diameter hebben die groter is dan 13 mm.
Tapgeometrie
Voor austenitische legeringen is een onder een hoek geslepen punt het best. De hoek bedraagt gewoonlijk 15 tot 20° voor austenitische legeringen met een hardheid van 135 tot 275 HB. Soms geeft een dergelijke tap wegens een combinatie van factoren geen bevredigende resultaten. In zulke gevallen kan een onderbroken-draad tap met een oneven aantal spaangroeven uitkomst bieden omdat die 40 tot 50% minder vermogen vereist dan reguliere tappen (dit kan van belang zijn als de machine vermogen tekort komt). Voor ferritisch, martensitisch en precipitatie hardend roestvast staal, bedragen de gangbare spaanhoeken 8 tot 12° voor legeringen met een hardheid van 135 tot 275 HB en 0 tot 5° voor legeringen met een hardheid van 275 tot 325 HB. Boven 325 HB is 0° de gangbare spaanhoek voor de martensitische en precipitatie hardende typen.
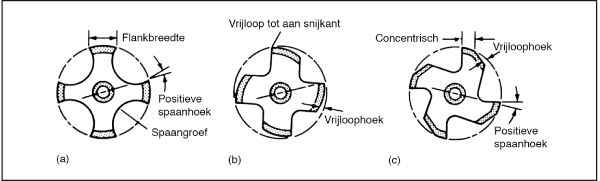
Afbeelding 2. Reliëf van tapflanken. (a) Flanken die concentrisch zijn met het gat. (b) Flanken die geheel excentrisch zijn met het gat, met volledige vrijloop. (c) Flanken die gedeeltelijk concentrisch zijn met het gat, maar met gedeeltelijke vrijloop.
Het probleem van ruwheid van het achtervlak van de draad kan soms worden verholpen door de hiel van de spiralen te polijsten. Hiermee wordt afbrokkelen van de draad voorkomen bij het uithalen van de tap. Ruwheid kan ook worden veroorzaakt door onvoldoend grote spaanhoek. Vrijloop kan gepaard gaan met hetzij snijstroken die geheel excentrisch lopen ten opzichte van het gat of die gedeeltelijk excentrisch lopen met het gat (afbeelding 2). Aanbevolen vrijloophoeken bedragen 10° voor austenitische legeringen met hardheden van 135 tot 275 HB en 8° voor ferritische, martensitische en precipitatie hardende legeringen met hardheden van 135 tot 325 HB. De vrijloophoek is ongeveer 5° voor diepe gaten en 6 tot 8° voor de martensitische en precipitatie hardende legeringen met hardheden van 325 tot 425 HB.
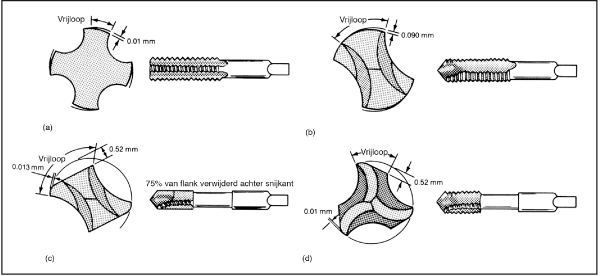
Afbeelding 3. Voortgaande modificatie van tapontwerp voor het tappen van ¼ - 32 draad in 6 mm diameter gaten in roestvast staal. (a) Oorspronkelijk ontwerp: stift met vier spaangroeven en conventionele vrijloop. Standtijd: 2 gaten. (b) Gewijzigd in tap met twee spaangroeven en spiraalpunt en 70% vrijloop. Standtijd: 8 gaten. (c) Tap met twee spaangroeven en volledige vrijloop en verwijdering van alle draad op 17 na. Standtijd: 264 gaten. (d) Uiteindelijk ontwerp: tap met drie spaangroeven en volledige vrijloop. Standtijd: 3000 gaten. Alle tappen waren gemaakt van M2 snelstaal met standaard spoed- en spaanhoek. Roestvast staal verkeerde in zachte toestand en was van het type UNS S30400, S31600 en N08330.
Aanpassing van de tap tijdens gebruik
Als gevolg van een aantal aanpassingen in tapontwerp kon de standtijd van het tapgereedschap voor het tappen van roestvast staal van het type 304 en 316 op een enkelspindel automaat worden verlengd van 2 gaten per tap naar 3000 gaten per tap. Voordat echter tot het uiteindelijke en ook het gunstigste tapontwerp kwam, braken de tappen als gevolg van opeenhoping van spanen in de spaangroeven en als gevolg van het tappen van gaten die voordien waren verstevigd als gevolg van de boorbewerking. Verder braken er als gevolg van buitensporige warmteontwikkeling tijdens tappen tanden van de tap af ter plaatse van de snijpunten. De beide austenitische roesvast-staaltypen verkeerden in de zachtgegloeide toestand en hadden een hardheid van 208 HB. De toepassing bestond uit boren en tappen van gaten met een diameter van 6 mm. Alle onderdelen dienden op 80% van de draad een klasse 3 passing te hebben en de het draad moest glad zijn en vrij van krassen. Het uiteindelijke tapontwerp ontstond in zes stappen. Alle tappen waren vervaardigd van M2 snelstaal zonder speciale oppervlaktebehandeling. De oorspronkelijke tap en drie herontwerpen inclusief het finale ontwerp zijn afgebeeld op afbeelding 3. In het begin werd er een standaard tap gebruikt (afbeelding 3a). Er stonden twee machinesnelheden ter beschikking en er werd getapt met een omwentelingssnelheid van 275 omw/minuut (~5,5 m/minuut) en de tap werd teruggetrokken bij een snelheid van 610 omw/minuut (~12 m/minuut). De verhouding terugtreksnelheid/draadsnijsnelheid was 2,2 : 1. Als smeermiddel werd een minerale olie gebruikt die vette oliën en actieve zwavel bevatte, met een viscositeit die overeenkwam met die van SAE 20 olie. Onder deze omstandigheden konden niet meer dan twee gaten worden getapt voordat zware spanen de spaangroeven verstopten hetgeen leidde tot breuk van de tap.
Omdat er kennelijk betere spaanafvoer nodig bleek werd er een tap met twee spaangroeven geprobeerd (afbeelding 3b). Er werd getapt bij verder gelijke omstandigheden. Deze tap gaf meer wrijving. Tijdens terugtrekken van de tap bij hoge snelheid deed zich vreten voor en de spanen verstopten de spaangroeven, waardoor de snijvloeistof niet vlot kon toestromen. De tap met twee spaangroeven werd aangepast naar volledige vrijloop, waardoor er meer snijolie rond de snijpunt kon stromen. Hierdoor nam de standtijd van de snijkanten toe en verminderde het vreten en konden er al met al 22 gaten worden getapt. Om nu verder de aanvoer van snijvloeistof naar de tappunt te vergroten werden alle tanden achter de 17de tand (er waren minimaal 17 tanden nodig om de gewenste hoeveelheid draad te tappen) verwijderd. Onder die condities nam de draadkwaliteit toe en de standtijd van de tap steeg tot 85 gaten per tap. De tap met twee spaangroeven werd nog verder aangepast door ongeveer 75% van de flank achter de snijrand te verwijderen tot de diepte van de steeldiameter ter plaatse van de achterloop van de flank (afbeelding 3c). Door deze afname van het snijoppervlak kon er meer snijolie worden aangevoerd naar de snijkanten. De tap met drie spaangroeven, die de finale verbetering van het ontwerp vormde, omvatte een verhoging van het aantal snijkanten (van twee naar drie), waardoor de toevoer van snijvloeistof rondom elke rij snijkanten groter werd. Behalve dat de tap drie spaangroeven bezat (afbeelding 3d), had hij hetzelfde ontwerp als die van de tap met twee spaangroeven. Om de hoeveelheid verstevigd metaal die was ontstaan bij het boren te verlagen, werd de boorgrootte gewijzigd van een No. 5 in een No. 6 en er werd een 5,3 mm boor gebruikt voor het nabewerken van het gat alvorens te gaan tappen. Na 3000 gaten te hebben geproduceerd, vertoonde de nieuwe tap weinig tekenen van slijtage. Vreten en metaalvloei aan de roestvast stalen draadpunten was vrijwel geëlimineerd.
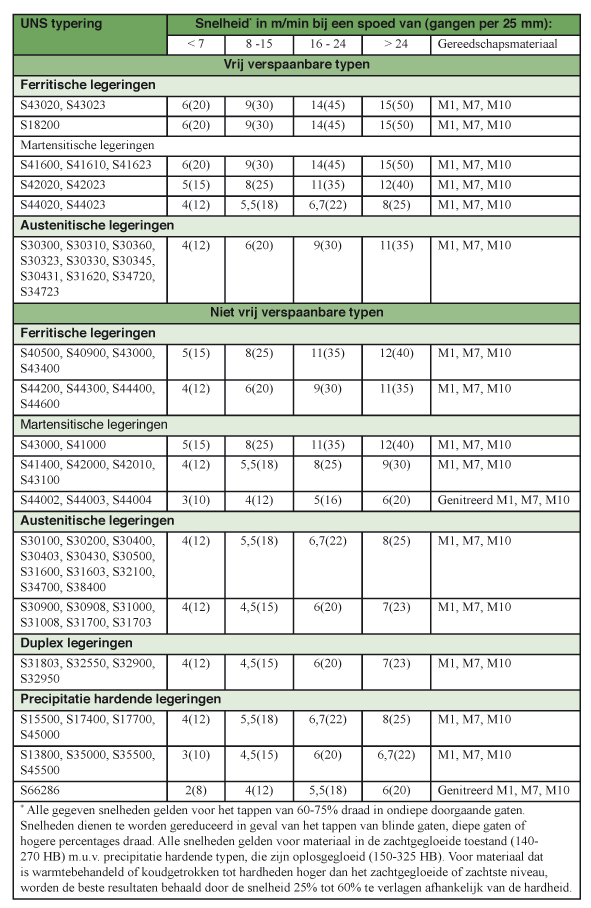
Tap parameters en snijvloeistof
Typische snijsnelheden voor het tappen van verscheidene roestvast-staaltypen zijn verzameld in tabel 1. Juiste smering speelt eveneens een belangrijke rol. Hoewel de zwavelhoudende oliën zeer goed voldoen, zijn voor bepaalde bewerkingen specifieke samenstellingen of mengsels van zwavelhoudende oliën en oliën op paraffine basis nodig. Nadat de juiste mengverhouding is vastgesteld moet ook worden gelet op de toevoer naar de snijkanten. Het is vaak wenselijk om twee stromen snijvloeistof te gebruiken, een aan elke zijde van de tap. De stroom moet worden gestart voordat de tap gaat snijden en mag pas worden gestopt nadat het draad is gesneden.