


Scheurvormende spanningscorrosie van lassen in KWR bedrijf (1/2)
Deel 1: analyse van het corrosieverschijnsel
Gedurende meer dan dertig jaar hebben KWR leidingsystemen, gefabriceerd van austenitisch roestvast staal, te lijden gehad van scheurvormende spanningscorrosie, afgekort SSC. Dit heeft geresulteerd in verlies aan capaciteit, hogere elektriciteitskosten en meer blootstelling aan straling van personeel dat inspecties en reparaties moest uitvoeren.
A.J. Schornagel
KWR leidingsystemen
Er bestaan verschillen in specifieke ontwerpdetails tussen de verscheidene kokend water reactor (afgekort: KWR) fabrikanten. In dit artikel is sprake van een General Electric ontwerp. Ongeacht het KWR model, zijn de leidingsystemen in essentie gelijk, gemaakt van de austenitische roestvast-staaltypen 304, 309 of 316 (de meeste installaties gebruiken 304).
Pijpen voor KWRs worden gefabriceerd door middel van extrusie of door het rondwalsen van plaat dat vervolgens overnaads wordt gelast. Pijpen met een diameter van 300 mm of minder worden in het algemeen geëxtrudeerd, terwijl grotere diameters van het overnaads gelaste type zijn. Geëxtrudeerde pijp wordt gewoonlijk geleverd in de in de fabriek zachtgegloeide toestand, die per fabrikant kan variëren. Zo kunnen sommige pijpen in de gesensitiseerde toestand verkeren. Overnaads gelaste pijpen ondergaan een oplosgloeibehandeling na het lassen om sensitisering als gevolg van het lasproces op te heffen, alsmede mogelijke sensitisering van het basismetaal en restspanningen.
Gevallen van SSC hebben zich voorgedaan in KWR verbindingslassen in austenitisch roestvast stalen pijp met diameters van 76 tot 710 mm. Het merendeel van de scheuren deed zich voor in het recirculatie-pijpsysteem. Afbeelding 1 geeft een schematische weergave van een recirculatie-pijpsysteem van een bepaald KWR model. Leidingsystemen bevatten typisch 150 tot 200 lasverbindingen.
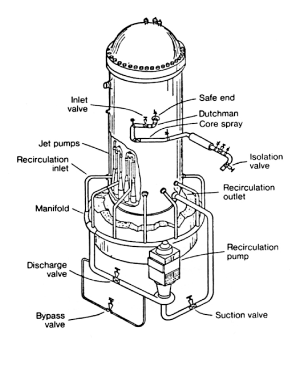
Afbeelding 1. Schematische weergave van een KWR recirculatie leidingsysteem.
SSC van verbindingslassen
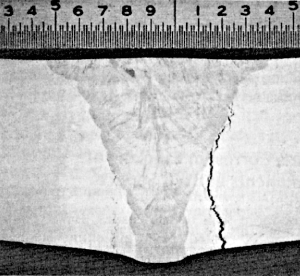
Scheuren in lassen in lassen in 304 en 316 pijpen blijven grotendeels beperkt tot de WBZ. De scheur verloopt interkristallijn en volgt de gesensitiseerde korrelgrenzen in de WBZ. Bij enkele verbindingslassen dringt de SSC door tot in het basismetaal. In het algemeen is de uitbreiding van SSC sterk begrensd wegens de lasmicrostructuur en mechanische eigenschappen van de las. Interkristallijne SSC, afgekort IKSSC, verloopt hoofdzakelijk langs de omtrek van de verbindingslas in de WBZ. Axiale spanningen zijn verantwoordelijk voor deze scheuroriëntatie. Hoewel er ook wel enkele axiaal verlopende IKSSC zijn waargenomen, vormen ze een minderheid en zijn het resultaat van rondspanningen in de pijp. Axiaal georiënteerde scheuren beperken zich tot de WBZ omdat deze enerzijds wordt begrensd door lasmetaal en anderzijds door basismetaal, welke beide bestand zijn tegen IKSSC. Afbeeldingen 2 en 3 tonen IKSSC bij een rondlas in een 304 pijp. De scheur verloopt in de WBZ en is ontstaan aan het binnenoppervlak van de pijp.
Interkristallijne SSC ontstaat aan het binnenoppervlak van de pijp, waar de drie noodzakelijke voorwaarden, nodig voor het ontstaan, aanwezig zijn: trekspanningen, sensitisering in de WBZ en een waterig milieu dat wordt geleverd in de vorm van koelwater van de KWR. Is eenmaal IKSSC ontstaan, dan blijft de scheur zich uitbreiden, op voorwaarde dat er voldoende trekspanningen aanwezig zijn. Scheurinitiatie kan op tal van plaatsen in de WBZ optreden, afhankelijk van de lokale condities die IKSSC bevorderen. Zowel initiatie als voortplanting zijn sterk variabele processen die afhangen van de mate van sensitisering., de chemie van het koelwater en de spanningstoestand.
IKSSC model
Aan de hand van talrijke onderzoeksresultaten is er een model opgesteld voor het verschijnsel IKSSC. De basis van dit model is het tegelijkertijd bestaan van drie contribuanten in de lasverbinding:
- trekspanningen die hoger zijn dan de rekgrens van het basismetaal;
- een gesensitiseerde microstructuur;
- een corrosief milieu, hier koelwater.
De trekspanningen kunnen het gevolg zijn van bedrijfsomstandigheden, van aanwezige restspanningen die het gevolg zijn van het laswerk en installatie van de leiding en van de pijpfabricage zelf.
Sensitisering treedt op als er gedurende een bepaalde tijd verhitting van het metaal plaats vindt zodat er chroomrijke carbiden kunnen worden gevormd met als gevolg chroomverarming langs de korrelgrenzen. Als het chroomgehalte tot onder 12 gew.% gaat de passivering van het staal verloren. Dit biedt gelegenheid voor het ontstaan van IKSSC die de korrelgrenzen volgt.
Het koelmiddel bestaat uit zeer zuiver water met een neutrale pH. Bij de KWR bedrijfstemperatuur van 290°C bevat het water geringe hoeveelheden onzuiverheden alsmede 100 tot 300 ppb opgeloste zuurstof die resulteert van radiolytische dissociatie van het water. In dit milieu bevindt de elektrochemische potentiaal van gelast 304 en 316 roestvast staal zich in het gebied van IKSSC.
Afbeelding 4 geeft een schematische voorstelling van de drie factoren die leiden tot interkristallijne SSC. De mate waarin elke factor werkzaam moet zijn wil er IKSSC optreden hangt af van de intensiteit en mate van overlap met andere twee factoren. Zo zal in geval van sterke sensitisering en hoge trekspanningen een betrekkelijk onagressief milieu al tot IKSSC kunnen leiden. Anderzijds zal eliminatie van een van de drie factoren scheurvorming onderdrukken.
Afbeelding 2. Micro-opname van IKSSC in een las in een type 304 pijp.
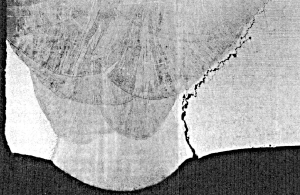
Afbeelding 3. Pijptest resultaten die IKSSC toen in een 400 mm diameter type 304 pijp WBZ (V = 13x).
Restspanningen ten gevolge van laswerk
Restspanningen kunnen het gevolg zijn van pijpfabricage, montage en laswerk. Die als gevolg van laswerk vormen het leeuwendeel van de totale spanningen die op pijplaswerk inwerken.
Las-restspanningen, zowel aan het oppervlak als in de pijpwand, zijn gemeten in een variëteit van 304 pijpafmetingen met behulp van rekmeters en röntgenmethodes. Afbeelding 5 toont axiale piekspanningen voor verbindingslassen in pijp met diameters van 100, 254 en 660 mm. Axiale spanningen zijn verantwoordelijk voor de initiatie van IKSSC, lopend in de omtrek richting. Zoals afbeelding 5 laat zien komen er zeer hoge trekspanningen voor in het oppervlak van de gesensitiseerde WBZ. Het mag duidelijk zijn dat deze spanningen een grote bijdrage leveren aan de totale trekspanningen die op de rondlassen in de pijpen inwerken.
Metingen van restspanningen in de wanddikte van voornoemde pijpen toonden restspanningen aan op het inwendig oppervlak die zich in het geval van de 100 en 254 mm diameter pijpen gedeeltelijk tot in de pijpwand uitstrekten. De 660 mm pijp vertoonde echter drukspanningen net onder het oppervlak die zich tot in de pijpwand uitstrekten (afbeelding 6).
Als deze trekspanningen worden opgeteld bij de bedrijfsspanningen, dan kan de rekgrens van het staal zeer wel worden overschreden. De hoge axiale piekspanningen in het staaloppervlak dragen voor het overgrote deel bij aan de initiatie van IKSSC. De axiale trekspanningen in de pijpwand dragen bij tot de voortplanting van de gevormde scheuren. De gevoeligheid voor IKSSC is groter voor de 100 mm pijpen en daalt met toenemende pijpdiameter. In pijpen met 660 mm diameter, verlengen de lagere restspanningen in het staaloppervlak de initiatietijd voor scheurvorming, terwijl de drukspanningen onder het oppervlak de voortplanting van eenmaal gevormde scheuren tegengaan. Pijpen met grotere diameters kunnen dus langer in bedrijf zijn voordat er IKSSC optreedt.
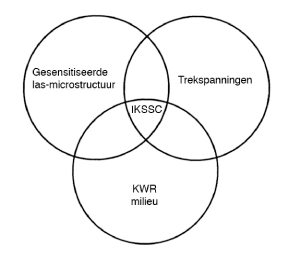
Afbeelding 4. Drie effecten die tegelijkertijd moeten optreden wil er IKSSC optreden in austenitisch roestvast staal.
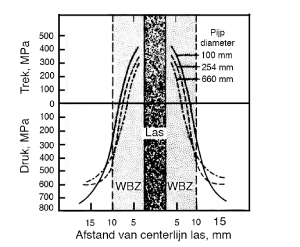
Afbeelding 5. Piek axiale restspanningen aan het inwendig oppervlak van gelaste 304 pijpen.
Het blijvend karakter van las-restspanningen
Er werd min of meer vanuit gegaan dat bij verblijf op de bedrijfstemperatuur van 288°C de hoge restspanningen in de lassen in het austenitisch roestvast staal wel zouden dalen. Daarom werden las-restspanningen niet opgenomen in de betreffende pijpcodes. Deze overtuiging werd echter losgelaten nadat er metingen van restspanningen op een 610 mm diameter 304 pijplas, genomen uit een KWR na 10 jarig gebruik, waren gedaan. Uit deze metingen bleek dat de restspanningen nog altijd even hoog waren als die welke waren gemeten aan een pas gelaste 660 mm 304 pijp (afbeelding 6). Dit beeld werd bevestigd aan de hand van metingen aan pijpen, afkomstig uit andere installaties. Dit heeft geleid tot de overtuiging dat ook las-restspanningen moeten worden meegenomen in spanningsanalyses van pijpsystemen.
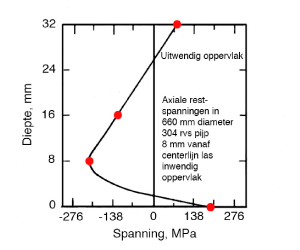
Afbeelding 6. Dwars door de pijpwand optredende verdeling van las-restspanningen in een 660 mm diameter type 304 pijp.
Mechanische eigenschappen van lassen
De mechanische eigenschappen van lassen hangen af van een aantal factoren. De chemische samenstelling van het lastoevoegmetaal en de afkoelsnelheid tijdens het lassen bepalen de verhouding austeniet/ferriet in het lasmetaal. Ferriet is veel sterker dan austeniet, naarmate het ferrietniveau stijgt, stijgt ook de sterkte van de las. Taaiheid daarentegen daalt met stijgend ferrietgehalte. De morfologie en fijnheid van de microstructuur zijn eveneens van invloed op de mechanische eigenschappen. Lastoevoegmetaal met een chemische samenstelling als die van 308 wordt normaal gebruikt voor het lassen van roestvast staal 304. Een wordt een minimum van 5% ferriet in de neergesmolten toestand gespecificeerd om warmscheuring van de las tegen te gaan.De aanwezigheid van ferriet op dit niveau verhoogt ook de weerstand tegen IKSSC.
DE lasprocessen zijn van invloed op de uiteindelijke microstructuur van de las en dus op de mechanische eigenschappen. Voor het binnenshuis lassen wordt in het algemeen gebruik gemaakt van onder poeder lassen. Voor veldwerk wordt lassen onder beschermgas en TIG-lassen gebruikt. De grondnaad wordt met het TIG-proces gelegd, gevolgd door lassen onder beschermgas of geautomatiseerd TIG-lassen. De beste balans van mechanische eigenschappen wordt behaald met TIG-lassen gevolgd door lassen onder beschermgas. Onder poeder lassen leert een aanvaardbare maar minder wenselijke balans tussen sterkte en taaiheid. De mechanische eigenschappen van een las variëren van de centerlijn van de las naar het basismetaal. Met behulp van micro-trekstaven, genomen uit een las in een 660 mm diameter type 304 pijp bij een temperatuur van 288°C, kon het verloop worden geconstrueerd dat is te zien op afbeelding 7. De hoogste rekgrenswaarde wordt gevonden in het lasmetaal, met een continue daling in de richting van het basismetaal. De reden voor deze variatie is de aanwezigheid van delta-ferriet in de las en de warmharding in de WBZ die het gevolg is van de krimp van het lasmetaal tijdens stolling. In de nabijheid van de fusielijn doet zich sterkere warmharding voor die afneemt naarmate het basismetaal wordt bereikt.
Uit deze resultaten komen twee belangrijke feiten naar voren. De ene is de hoge rekgrens van de las bij de bedrijfstemperatuur van 288°C van de KWR. Dit verklaart waarom de restspanningen boven de rekgrens van 304 bij kamertemperatuur liggen. De andere heeft betrekking met het gebied in de pijplassen waarbinnen IKSSC voorkomt optreedt. Vanuit rekgrens beschouwd is het basismetaal de zwakste plek van de las. Het basismetaal is echter ongevoelig voor IKSSC omdat het net is gesensitiseerd. De aanwezigheid van delta-ferriet in de las geeft het metaal extra weerstand tegen IKSSC. Daarom blijft de WBZ over met een zodanige microstructuur en rekgrenswaarde waardoor deze gevoelig is voor IKSSC. Initiatie in de WBZ hangt af van lokale van de intensiteit en overlapping van treksterkte en sensitisering (aangenomen dat de milieufactor constant is over de las).
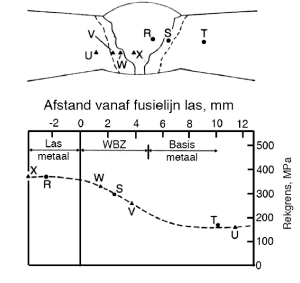
Afbeelding 7. Rekgrensprofiel bij 288°C genomen over de doorsnede van een las in een 660 mm diameter type 304 pijp.
Invloed van de lasvoorbereidingsmethode
Bij het voorbereiden van een pijp voor lassen, wordt het inwendig oppervlak van de pijp verspaand of geslepen om beide pijpdelen op elkaar te laten aansluiten. Afhankelijk van de pijpdiameter, kan slijpen van de las ook worden toegepast als reiniging vooraf aan inspectie. De oppervlaktebehandelingsmethode zal van invloed zijn op de restspanningen in het oppervlak. Zwaar verspanen of slijpen al resulteren in koudbewerking, hoge restspanningen en plaatsen met spanningsconcentratie. Deze koudbewerkte plaatsen zullen ook resulteren in rekristallisatie tijdens lassen. Al die veranderingen bevorderen de initiatie van IKSSC.
Oppervlakte-restspanningen veroorzaakt door oppervlaktebewerking zijn vermeld in tabel 1. Deze gegevens tonen aanzienlijke restspanningen die samenhangen met verspanen en slijpen. Deze spanningen, opgeteld bij las-restspanningen dragen bij tot de initiatie van IKSSC. De hoge restspanningen in het oppervlak na lasvoorbereiding versterken de rekristallisatie tijdens lassen. Dit proces verergert IKSSC initiatie.
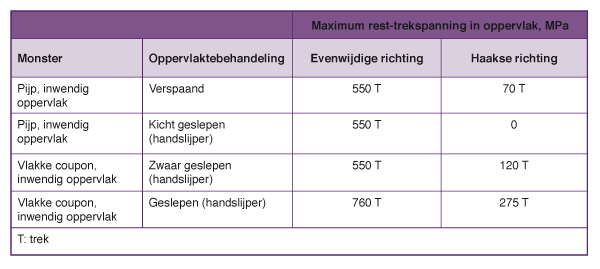
Tabel 1. Maximum trekspanning in het oppervlak veroorzaakt door oppervlaktebehandeling van 304 roestvast staal.