


Lasprocedure voor dikwandige leidingsystemen in Super Duplex 2507
Super Duplex 2507 wordt vaak gebruikt in toepassingen waar extra hoge eisen worden gesteld aan de corrosiebestendigheid. Om aan de gestelde voorwaarden van de opdrachtgever te voldoen is een correct uitgevoerde lasprocedure van cruciaal belang.
Bewerkt door J. Cobben - Böhler Lastechniek Groep NL B.V.
Dit artikel is gratis beschikbaar in de digitale (Super) Duplex Special (klik hier)
Typische toepassingen van Super Duplex leidingsystemen vind je in de offshore- en ontziltingsinstallaties. Hier vindt men relatief grote leidingsystemen in diameters van O.D. 300-500 mm met wanddikten t van 10-20 mm. Een correct uitgevoerde lasprocedure is zeer kritisch om aan de verschillende eisen te voldoen welke van toepassing zijn op dit soort leidingsystemen. Een voorbeeld is de NORSOK M 601; een gebeitste lasverbinding die getoetst wordt aan een putcorrosietest (ASTM G48-A) bij 40˚C mag geen indicaties vertonen en een corrosieafname van max. 4 gr/m2. Onderzoek heeft aangetoond dat het gevolg van aanwezigheid van secundaire (sigma-) fasen een bijzonder hoge negatieve invloed heeft op deze corrosieweerstand. Aanwezige oxiden ten gevolge van lassen hebben ook invloed op deze corrosieweerstand, echter deze invloed is minder groot dan de aanwezigheid van de genoemde secundaire (sigma-) fasen. Een typische en veelvoorkomende lasprocedure in deze Super Duplex 2507-toepassing is het verbinden van een pijpdiameter O.D. 300 mm met een wanddikte van t=10 door middel van twee lagen GTAW (Ø 2,4 mm - AWS A5.9: ER 2594) en vul-/sluitlaag SMAW met beklede elektroden (Ø 3,25 mm - AWS A5.4: E 2594-17).
Lasnaadvoorbewerking
De lasnaadvoorbereiding dient correct te worden uitgevoerd en is erg belangrijk om een acceptabele doorlassing te verkrijgen en een goede inbranding in het basismateriaal. Teveel opmenging met het basismateriaal resulteert in een hoger ferrietgehalte wat een negatief effect heeft op corrosiebestendigheid en taaiheid. Figuur 1a is een geschikte lasnaadvoorbewerking voor 1-zijdig lassen van Super Duplex met een wanddikte van 4-16 mm. Een nauwkeurige lasnaadopening is belangrijk voor een constante, hoge kwaliteit doorlassing. Om deze lasnaadopening goed te borgen wordt vaak gebruik gemaakt van zgn. ‘bullets’ (zie figuur 1b).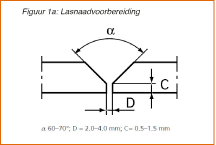

Figuur 1b. Bullets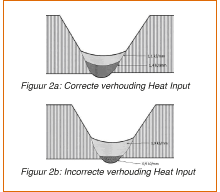
Lassen
De doorlassing (de zgn. ‘root-pass’) moet met een relatief dikke laagdikte (3 mm) , d.w.z. met een hoge Heat Input van 1,3-1,5 KJ/mm, gelast worden (figuur 2a). De daaropvolgende laslaag (de zgn. ‘cold-pass’) dient gelast te worden met een Heat Input die op 70–80 % ligt van de eerder genoemde Heat Input. In dit geval dus 0,9-1,2 KJ/mm. De vul- en sluitlagen kunnen met de standaard Heat Input gelast worden, dus 1.0-1.3 kJ/mm. Bescherm- en backinggassen hebben een grote invloed op de resultaten en in het bijzonder de corrosiebestendigheid. Door toevoeging van stikstof in de las, een Ar + (max.) 2% N2 beschermgas geeft een optimale corrosiebestendigheid. Gebruik niet meer dan 2% N2, dit voorkomt een te hoge slijtage van de wolframstift en een toenemende kans op porositeit. Geschikt backing gas is puur Ar (99.995%) of formeergas (90% N2 + 10% H2). De laatst genoemde zorgt voor een bijzonder schone en blanke doorlassing, echter is niet altijd toegestaan. De lasverbinding aan de doorlassingzijde heeft dankzij dit gas een betere weerstand tegen putcorrosie!
Corrosie
Studie heeft aangetoond dat de corrosiebestendigheid van een blauw verkleurde doorlassing minder goed is dan een geel verkleurde doorlassing (zie resp. figuur 3a en 3b). CPT tests conform de ASTM G48 Pr. E gaf aan dat het verschil echter wel klein is. Beide waren acceptabel bij een test op 40°C, maar bij 42,5°C werden aantastingen waargenomen. Ter vergelijking, een correct uitgevoerde en daarna gebeitste lasverbinding, presteerde nog beter in deze corrosietest. In dit onderzoek werd zelfs 47,5°C gehaald.
Microstructuur
Zowel in de doorlassing alsmede de toplaag is het ferrietgehalte acceptabel. Het ferrietgehalte in de doorlassing (GTAW) varieert tussen de 41 en 54%. In de toplaag (SMAW) ligt het ferrietgehalte tussen 35 en 40%. In het algemeen is de structuur vrij van secundaire fasen, soms kunnen er sporen van sigma-fasen waargenomen worden in de doorlassing.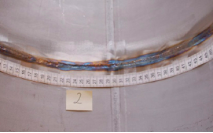
Figuur 3a: Blauw verkleurde doorlassing;
Figuur 3b: Geel verkleurde doorlassing.
Conclusies
Dikwandige Super Duplex leidingsystemen komen voor in vele applicaties. Goed voorbereide en uitgevoerde lasverbindingen zijn van essentieel belang om aan de strenge eisen te voldoen, zoals bijvoorbeeld NORSOK. Goede naadgeometrie, hechtlassen en lasparameters zijn zeer belangrijk. De doorlassing moet relatief dik zijn en met voldoende hoge Heat Input gelast worden. Aansluitend dienen de daaropvolgende lassen met lagere Heat Inputs gelast worden (op ca. 70–80% van de doorlassing). Dit ter voorkoming van de alom gevreesde sigma-fase die ontstaat ten gevolge van een te hoge Heat Input in de opvolgende lagen.
Houd er ook rekening mee dat de reinheid van de lasnaad voor, tijdens en na het lassen van groot belang is. Pas op voor beschadiging c.q. ‘besmetting’ van de passieve oxidehuid door bijvoorbeeld de aanwezigheid van staal, ‘arc-strikes’, bindingsfouten en lasspatten. Deze kunnen aanleiding geven tot versnelde lokale corrosie. Grove slijpsporen dienen behandeld te worden met fijnere schuur- c.q. polijstmiddelen (bijv. schuurpapier met een korrelgrootte van ‘320’). Het verwijderen van oxiden ten gevolge van lassen verbetert beduidend de corrosiebestendigheid. Geel tot blauwe verkleuring kan nog acceptabel zijn, sterkere oxidatie is niet acceptabel.
(Bron: Welding News – AVESTA)