


Wat is aluminium? Deel 2
In dit deel zullen de verschillende gietmethoden en gietlegeringen behandeld worden. De laatste tijd staat het gieten van aluminium in verhoogde belangstelling omdat in de massafabricage de term 'near net shaping' intrede heeft gedaan. Dit is een verzamelnaam voor alle produktietechnieken die vanuit het ruwe materiaal met één produktiestap de eindvorm kunnen verwezenlijken. Een produktietechniek welke zich hiervoor uitstekend leent is gieten. Het gietproces maakt het soms mogelijk om het aantal componenten in een onderdeel of produkt van vele tot één of enkele te reduceren. Bij de machine en transportmiddelen industrie wordt near net shaping met succes toegepast. Wat aluminium betreft zijn de voornaamste gietprocessen: zand-, kokille- en spuitgieten.
Zandgieten
Zandgieten is de oudste gietmethode. M.b.v. houten, kunststof of metalen modellen wordt een zandvorm gemaakt waarin het vloeibare metaal wordt gegoten. Ten onrechte wordt vaak gedacht dat deze methode verouderd is. Naast het feit dat zandgieten voor het vervaardigen van kleine series of grote gietstukken de goedkoopste oplossing is, hebben nieuwe technieken deze gietmethode meer perspectieven gegeven. Het zgn. 'lagedrukgieten' (zie afb. 1) is een ontwikkeling welke de kwaliteit van het gietwerk aanzienlijk heeft verbeterd. Eén van die nieuwe technieken is het zgn. 'precial gieten'. Dit proces garandeert een betere kwaliteit van het gietsuk. Door gebruik te maken van nauwkeurige modellen en kernbakken en door toepassing van fijnere zandsoorten, worden voor zandgieten maatnauwkeurige produkten verkregen. Het proces is geschikt voor grote gietstuk~n met een kleinste wanddikte van 1,5 mm. Kenmerken voor deze gietmethode zijn de goede nauwkeurigheid en de betere mechanische eigenschappen. Dit laatste kan verklaard worden aan de hand van het feit dat dit proces een betere controle over de afkoeling van het gietstuk mogelijk maakt, waardoor een fijnere microstructuur wordt verkregen. Een ander zandgietproces wat nogal wat belangstelling geniet is het zgn. 'Cosworth proces'. Hierbij wordt de vorm d.m.v. een lagedruk giettechniek gevuld. Op deze manier kan het gietproces beter beheerst worden waardoor poreusvrije gietstuken met uitstekende maattolerantie ontstaan. Afb. 2 toont dat ook met zandgietwerk een goede maattolerantie kan worden verkregen.
Kokillegieten
Een groot voordeel van het gieten van aluminium t.o.v. het gieten van staal, is de relatief lage smelttemperatuur van aluminium waardoor het in een vorm die niet verloren gaat kan worden gegoten. Ook de dunvloeibaarheid van aluminium gietlegeringen en de goede goede beheersbaarheid tijdens het gieten, maken het metaal uiterst geschikt voor gieten in een vorm die niet verloren gaat. De meest toegepaste kokillematerialen zijn staal en gietijzer.
Voordelen van kokillegieten t.o.v. zandgieten zijn :
- de hoge maatnauwkeurigheid;
- een gunstig stollings- en afkoelingsverloop waardoor goede mechanische eigenschappen gewaarborgd zijn;
- goede oppervlaktegesteldheid.
Een nadeel van kokillegieten is de hogere prijs van de vorm waardoor dit proces alleen voor grotere series rendabel is. Naast gieten onder invloed van zwaartekracht, kan kokillegieten ook d.m.v. de lagedrukgiettechniek uitgevoerd worden.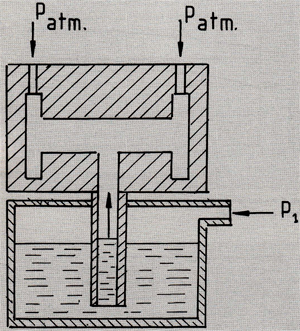
Afb. 1. Principeschets van het lagedruk gietproces. Patm =atmosferische druk, P1>Patm·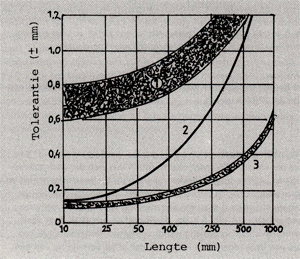
Afb. 2. Maattolerantie als functie van de lengte van het gietstuk. 1 = normaal zandgieten, 2= précial gieten, 3= Cosworth proces.
Spuitgieten
De voordelen van spuitgieten t.o.v. de andere gietmethoden zijn de hoge maatnauwkeurigheid, de contourscherpte van de gietstukken en de mogelijkheid om goedkoop grote series te maken. Het spuitgietproces verloopt verre van beheerst. Het vloeibaar metaal wordt onder hoge druk in de vorm gespoten waardoor het verstoven wordt. Vandaar dat spuitgietstukken over het algemeen een hogere poreusheid bezitten dan zand- en kokille gietwerk. Er zijn drie technieken om de vorming van porositeiten tegen te gaan:
- Vacuüm spuitgieten, hierbij wordt het vloeibaar aluminium in een vacuüm gezogen vorm gespoten.
- Het Acured Proces, dit is gebaseerd op een meer beheerste vormvulling en stolling van het metaal.
- Het Pore Free Proces, hierbij wordt vóór het gieten de lucht in de vorm door zuivere zuurstof vervangen.
Tijdens het gieten reageert het aluminium met de zuurstof onder vorming van aluminiumoxide wat na stolling zeer fijn verdeeld in het gietstuk terug te vinden is. Dankzij dit systeem ondervindt het vloeibare metaal minder tegendruk waardoor de vultijd aanzienlijk korter is. De mechanische eigenschappen en de lasbaarheid zijn beter en tevens zijn er meer mogelijkheden om een warmte-behandeling uit te voeren. Aan het eind van dit artikel zullen de mogelijkheden met spuitgieten nog wat nader worden toegelicht aan de hand van enkele toepassingsvoorbeelden.
Aluminium gietlegeringen
Naast eisen aan physische, chemische en mechanische eigenschappen speelt bij aluminium gietlegeringen de gietbaarheid een rol. Vandaar dat de samenstelling van gietlegeringen afwijkt van die van kneedlegeringen. Tabel 1 geeft een overzicht van verschillende vaak toegepaste gietlegeringen. Afb. 3 toont de verschillende treksterkten welke een bepaalde legering kan bezitten (afhankelijk van de uitgevoerde behandeling).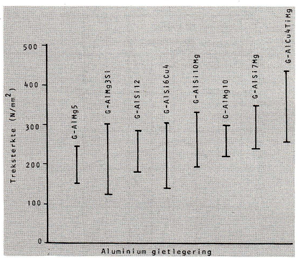
Afb. 3. Overzicht van de treksterkten welke een bepaalde gietlegering kan bezitten (afhankelijk van de behandeling).
Tabel1: Overzicht van enkele veel voorkomende aluminium gietlegeringen.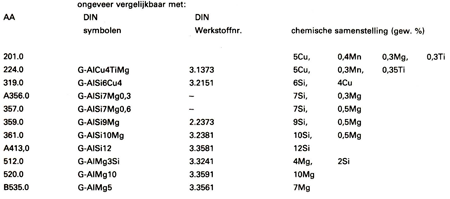
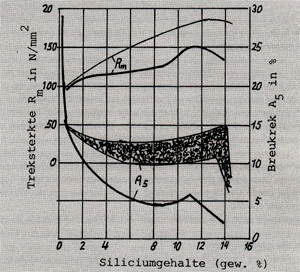
Afb. 4. Treksterkte en breukrek als functie van het siliciumgehalte van G-AlSi legeringen. De dunne lijn en de band zijn met natrium toevoeging, de dikke lijnen zijn zonder natriumtoevoeging.
AISi-gietlegeringen
Toevoeging van silicium bevordert de gietbaarheid in hoge mate. De legering wordt dun vloeibaar en krijgt een lager smeltput. Afb. 4 laat zien dat siliciumtoevoeging ook de mechanische eigenschappen in positieve zin beïnvloedt. Een legering welke alleen met silicium is gelegeerd laat echter een grove structuur zien, wat ongunstig is voor de mechanische eigenschappen. Door toevoeging van natrium wordt de structuur verfijnd.
Het ongewenst aanwezige element ijzer vormt in combinatie met silicium naaldvormige AlFaSi-uitscheidingen welke de treksterkte en kerfslagwaarde verlagen. Vandaar dat de aanwezigheid van ijzer zoveel mogelijk beperkt dient te worden. Indien er toch teveel ijzer in de smelt zit, kan de nadelige invloed van dit element door mangaan toevoeging worden geëliminieerd. Door toevoeging van magnesium of koper worden de mechanische eigenschappen aanzienlijk verbeterd. Wel dient men er rekening mee te houden, dat door koper toevoeging
de corrosiebestendigheid wordt verlaagd. De koperhoudende uitscheidingen (precipitaten) hebben t.o.v. de matrix een veel hogere potentiaal waardoor het materiaal rondom de uitscheidingen t.g.v. galvanische corrosie versneld aangetast wordt. Kenmerken van aluminium-silicium gietlegeringen zijn de goede giet- en lasbaarheid, de uitstekende corrosiebestendigheid-maar minder goede sterkte-eigenschappen t.o.v. hoogwaardige aluminium gietlegeringen. Voorbeelden van Al-Si gietlegeringen: AA A413.0 en AA 361.0
AISiMg gietlegeringen
De gunstigste mechanische eigenschappen van legeringen uit deze groep worden bij een magnesiumgehalte tussen 0,2% en 0,5% bereikt. Een pluspunt van deze legeringen t.o.v. AISi legeringen is de hogere sterkte. Deze sterkteverhoging wordt bereikt door de legering te harden (het precipitaat Mg2Si wordt gevormd). Tevens zijn legeringen uit deze groep goed gietbaar, lasbaar en zijn ze corrosiebestendig. Voorbeeld van een legering uit deze groep: AA 361 .0
AISiCu legeringen
Deze bevatten 4-10% Si en 2-4% Cu. Verder kan er ook nog een weinig magnesium, mangaan of zink toegevoegd zijn. Door koper toevoeging wordt de sterkte verhoogd t.g .v. vorming van het precipitaat
AI 2Cu. Ditzelfde geldt voor magnesium toevoeging, wat uitscheiding van het precipitaat Mg2Si teweegbrengt. Sommige legeringen uit deze groep harden al bij kamertemperatuur uit. Kenmerken van deze legeringen: redelijk tot goede sterkte, redelijk tot goede gietbaarheid, echter vanwege de aanwezigheid van koper matige tot slechte corrosiebestendigheid. Een geschikte toepassing is b.v. frames voor typemachines, goede gietbaarheid gaat samen met hogere sterkte. Een voorbeeld van een legering uit deze groep is de AA 319.0 legering.
AIMg gietlegeringen
Deze bevatten 3-12% magnesium. Afb. 5 laat zien dat door toevoeging van grotere hoeveelheden magnesium de treksterkte en tot op zekere hoogte ook de breukrek toenemen. Boven 7% magnesium moet de structuur d.m.v. een warmtebehandeling gehomogeniseerd worden. Uit afb. 5 blijkt, dat vooral de breukrek door deze
warmtebehandeling gunstig wordt beïnvloed. Een belangrijk kenmerk van deze legeringen is het feit dat ze ter verkrijging van een hogere sterkte geen warmtebehandeling nodig hebben, m.a.w. ze zijn niet precipitatie hardend. Echter door toevoeging van een weinig silicium worden de aluminium-magnesium gietlegeringen precipitatiehardend (t.g.v. het precipitaat Mg2Si) waardoor de mechanische eigenschappen nog beter worden. Deze legering wordt dan toegepast als een redelijke sterkte en een goede corrosiebestendigheid op het verlanglijstje staan.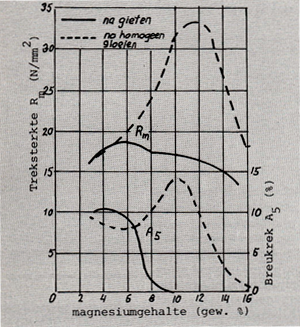
Afb. 5. De treksterkte en de breukrek van G-AIMg legeringen als functie van het magnesiumgehalte.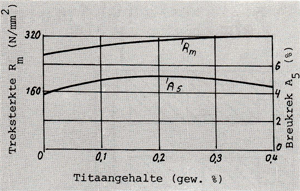
Afb. 6. Invloed van het titaangehalte van een G-AICuTi legering op de treksterkte en de breukrek.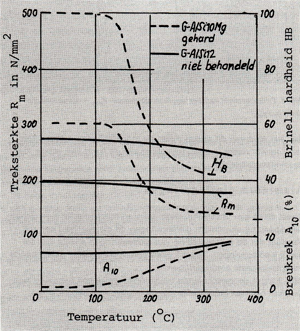
Afb. 7. Invloed van hogere temperaturen van een wel en een niet precipitatiehardende gietlegering op de hardheid, treksterkte en breukrek.
AICuTi-gietlegeringen
Dit zijn precipitatiehardende legeringen met 4-5% koper. Er wordt 0,3% titaan toegevoegd om de structuur te verfijnen (de korrelgrootte neemt door titaantoevoeging af), waardoor zowel de breukrek als de treksterkte toenemen (zie afb. 6). Deze hoogwaardige legeringen worden toegepast als een hoge treksterkte verlangd wordt. De breukrek is middelmatig terwijl de corrosiebestendigheid slecht is. Een voorbeeld van een legering uit deze groep is de AA 201 .0 gietlegering.
Andere aluminium gietlegeringen
Zoals al is vermeld, bevordert magnesiumtoevoeging de uitharding bij lagere temperatuur. Zo kan een gietlegering evenals een kneedlegering al bij kamertemperatuur uitharden. M.a.w. na het gieten, neemt de treksterkte van het materiaal vanzelf toe. Ook zink heeft deze eigenschap, vandaar dat er G-AIZnMg legeringen op de markt zijn. Soms wordt magnesium toevoeging tot een minimum beperkt wat verhoging van de breukrek tot gevolg heeft. Door kopertoevoeging wordt de natuurlijke uitharding (uitharding bij kamertemperatuur)
beperkt, waardoor pas na ongeveer een maand de evenwiehtstoestand bereikt wordt. Een dergelijke legering is wenselijk als b.v. na het gieten nog een vervormende bewerking uitgevoerd moet worden. Chroomtoevoeging aan aluminium vermindert de spanningscorrosiegevoeligheid. Nikkeltoevoeging bevordert de bestendigheid van de legering bij hogere temperaturen (toepassing b.v. zuigers in verbrandingsmotoren).
Sterkte-eigenschappen bij hogere temperatuur
Een nadeel van aluminium t.o.v. staal is dat de eigenschappen bij hogere temperatuur minder goed zijn. Aluminium smelt immers al bij 660 °C wat inhoudt, dat de mechanische eigenschappen in de buurt van deze temperatuur al nihil zijn. Sommige staallegeringen kunnen nog bij 1000 °C succesvol worden ingezet. Ook leveren precipitatiehardende legeringen problemen op omdat deze bij hogere temperatuur ongewenst kunnen stabiliseren, m.a.w., ten gevolge van het 'samenklonteren' van precipitaten neemt de treksterkte blijvend af (zie afb. 4, deel 1 van deze serie). Afb. 7 toont dat de sterkte-eigenschappen van een niet uithardende legering bij toenemende temperatuur veel constanter blijven dan de sterkte eigenschappen van een wel uithardende legering. Tevens wordt bij hogere temperatuur een eventueel uitgevoerde versteviging (koud plastisch vervormen waardoor de treksterkte toeneemt) t.g.v. rekristallisatie teniet gedaan. Als laatste kan vermeld worden dat metalen en legeringen (dus ook aluminium en zijn legeringen) bij hogere temperatuur merkbaar 'kruipen'. Dit houdt in, dat deze metalen of legeringen bij een belasting ver beneden de rekgrens langzaam plastisch kunnen vervormen, wat tot breuk kan leiden. Wat aluminiumlegeringen betreft, wordt dit fenomeen bij temperaturen boven 100-150 oe merkbaar. Bij dergelijke relatief lage temperaturen moet aan uiterst lange tijden tot breuk gedacht worden. De legering G-AISi10Mg breekt bij een temperatuur van 150 oe en een belasting van 90 N/mm2 pas na 100.000 uur(= 12 jaar). De treksterkte van deze legering bij 150 °C is 200 N/mm2. Zoals reeds is vermeld, wordt door nikkel toevoeging de bestendigheid van aluminiumlegeringen bij hogere temperatuur verbeterd. Ook siliciumhoudende legeringen zijn geschikt om bij hogere temperatuur ingezet te worden.
Sterkte-eigenschappen bij lage temperaturen
Het gedrag van een metaal of legering bij lage temperatuur hangt in hoge mate van de roosterbouw af. Aluminium heeft net als koper, nikkel en austenitisch staal een kubisch vlakken gecentreerd rooster (zie afb. 8B). Gewoon staal heeft daarentegen een zgn. kubisch ruimtelijk gecentreerd rooster (zie afb. SA) wat de bekende moeilijkheden bij lage temperaturen oplevert (plotselinge spectaculaire daling van de kerfslagwaarde (taaiheid)). Deze roosterbouw van aluminium maakt het metaal geschikt voor toepassingen bij lagere temperatuur. De treksterkste neemt bij dalende temperatuur toe, maar belangrijker is, dat de breukrek vrijwel niet afneemt waardoor aluminiumlegeringen dus niet zoals koolstofstaal bij lage temperaturen gevaarlijk bros worden. Afb. 9 toont de mechanische eigenschappen van AISi-gietlegeringen uitgezet tegen de temperatuur.
Van aluminium-magnesium gietlegeringen neemt de treksterkte bij dalende temperatuur af, aanvankelijk weinig maar onder 100°C aanzienlijker. Dit van andere aluminiumlegeringen afwijkende gedrag is te wijten aan het hoge magnesiumgehalte, wat de legering ook enkele eigenschappen van het veel brossera metaal magnesium meegeeft.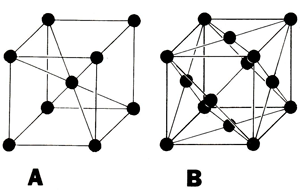
Afb. 8:
A: kubisch ruimtelijk gecentreerd rooster, wijze waarop de atomen in b.v. gewoon staal gestapeld zijn.
B: kubisch vlakken gecentreerd rooster, wijze waarop de atomen in b.v. aluminium gestapeld zijn.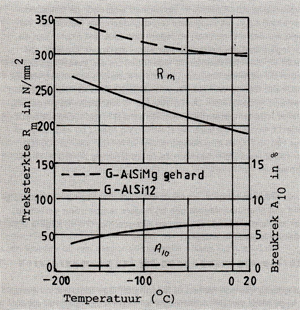
Afb. 9. Invloed van lagere temperaturen en wel- en niet precipitatiehardende aluminium-silicium gietlegeringen.