


Aluminium algemeen deel 3; gietbaarheid, guinier-preston-zones, kneedlegeringen
Gietbaarheid
Het begrip gietbaarheid omvat een reeks van gieteigenschappen, zoals vloeivermogen, vormvullend en navoedend vermogen, warmscheurneiging alsook grootte en vorming van volumedefecten.
Moderne gietconstructies voor lichte werkstukken hebben dunne wanddiktes bij vaak grote oppervlakken en de
gieter moet dan ook allereerst weten of het vloeivermogen van het te gieten materiaal toereikend is om alle uithoeken van een dergelijk dunwandig gietstuk te kunnen bereiken alvorens te stollen. Onder vloeivermogen wordt de afgelegde vloeiafstand voor stolling in een loodrecht liggend kanaal met nauwe dwarsdoorsnede verstaan. Om het vloeivermogen vast te stellen wordt er gebruik gemaakt van een met het Croning vormmaskerproces vervaardigde gietspiraal, waarvan het onderste deel (afbeelding 1) de spiraal bevat, terwijl het bovenste deel (afbeelding 2) de doorgang en opnamesteunen voor het gietkanaal bevat. Afbeelding 3 toont de samengestelde en gelijmde, gietklare proefopstelling. De spiraal heeft een lengte van 200 cm bij een trapeziumvormige dwarsdoorsnede van 42 mm2. Voor het meten van de gegoten spiraallengte, die een maat is voor het vloeivermogen, wordt een meetsjabloon met centimeterverdeling gebruikt.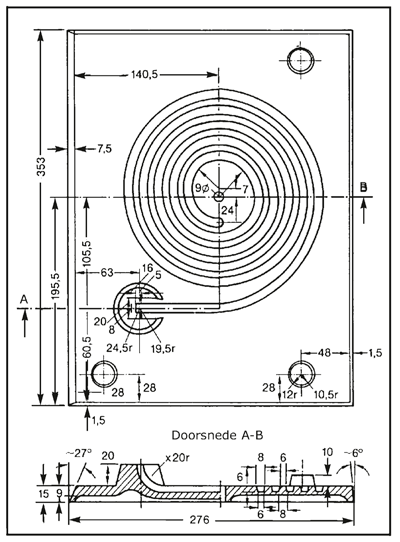
Afbeelding 1. Proefopstelling met gietspiraal: benedenstuk.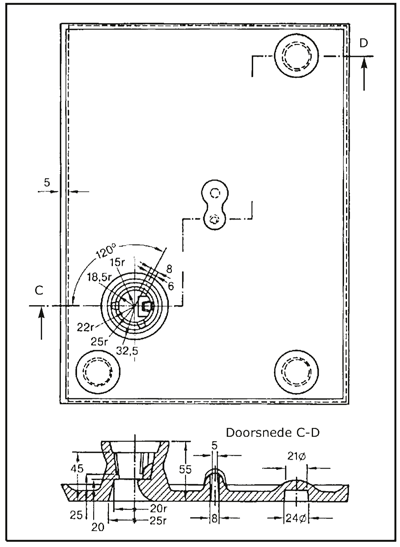
Afbeelding 2. Proefopstelling met gietspiraal: bovenstuk.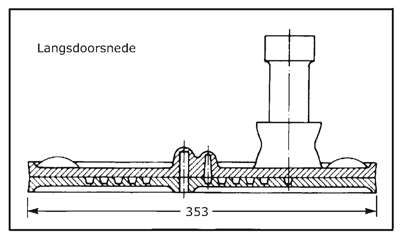
Afbeelding 3. Proefopstelling gietbaarheid.
De bepaling van het vloeivermogen kan ook worden gebruikt voor de beoordeling van de werking van smeltbehandelingen, voor zover die van invloed zijn op het vloeivermogen, zoals bijvoorbeeld de werkzaamheid van een reinigingsbehandeling van de aluminiumsmelt. Omdat van niet-metallische verontreiniging vrije smelten een beter vloeivermogen bezitten, is er sprake van een indirecte kwalitatieve uitspraak mogelijk over oxidegehalte. Bij de uitvoering van de proef moet de giettemperatuur altijd zeer nauwkeurig worden gemeten, omdat deze op grond van de daarmee gegeven warmteïnhoud van grote invloed is op de bij de proef bereikbare spiraallengte.
Guinier-Preston-zones
De Guinier-Preston-zones (GPZ) zijn de voor de harding van aluminium-koperlegeringen (met circa 2% tot 4%
Cu) verantwoordelijke tussenstappen van de uitscheiding. De GPZ kenmerken zich ten opzichte van de stabiele X (CuAl2) -fase door een wezenlijk lagere grensvlakenergie, hetgeen op volledige of gedeeltelijke coherentie is terug te voeren terwijl de X-fase volledig incoherent in de aluminiummatrix voorkomt.
In binaire Al-Cu-legeringen ontstaan er GPZ van de 1e en 2e soort (GP I en GP II) alsmede de metastabiele X’-fase en tenslotte de X-fase een opeenvolgende reeks vormen van fasen met toenemende thermodynamische stabiliteit, dat wil zeggen afnemende oplosbaarheid van Cu in Al. De oplosbaarheidsverschillen maken het ontstaan van de opvolgende fase in de reeks mogelijk door het in oplossing gaan en weer uitscheiden van de voorafgaande fase. De reden voor het feit dat de minder stabiele fase zich ook in de tijdsvolgorde voor de stabielere fase kan vormen, ligt besloten in de remming van de kiemvorming van de stabielere fase.
GP I-uitscheiding
De uitscheiding van GP I als eerste stap van de reeks bestaat uit het bij elkaar komen van Cu-atomen in de vorm van geïsoleerde mono-atomaire vlakken in het Al-rooster (afbeelding 4). Vanwege het lagere atoomvolume van Cu ten opzichte van Al maken de GP Izones een samentrekken van de omringende Al-vlakken mogelijk, dat wil zeggen er ontstaat plaatselijk een aanzienlijke roostervervorming.
GP II-uitscheiding
De uitscheiding van GPII (ook wel aangeduid met X’’) stelt een stapeling voor van roostervlakken met Cu-atomen en roostervlakken met Al-atomen. Ze liggen evenwijdig aan en zijn coherent met de koperlagen, terwijl in loodrechte richting bezien hun roosterlengte 5% korter is. De met de GPZ gepaard gaande roostervervorming is de oorzaak van de harding van de Al-Cu-legeringen. Voor hun vorming volstaan diffusieprocessen, die door het in beweging komen van de tijdens het afschrikken ingevroren vacatures (dit zijn open plaatsen in het kristalrooster) op gang kunnen komen.
Omdat hun concentratie orden van grootte hoger is dan eigenlijk noodzakelijk zou moeten zijn om te kunnen spreken van thermisch evenwicht, verloopt de vorming van GPZ zelfs bij lage temperatuur nog tamelijk snel en is er sprake van ‘koudharden’ (in het uiterste geval bij kamertemperatuur). De extreem korte diffusieafstanden in het nanometerbereik maken het aflopen van deze reactie mogelijk, nog voor de overschietende vacatures door herstel op de veel zeldzamere dislocaties respectievelijk korrelgrensvlakken zijn opgevuld en daarmee verdwenen. X’ en X vormen daartegen grovere uitscheidingen, vereisen derhalve grotere diffusielengtes en daarmee ook de medewerking van thermische evenwichts-vacatures, en er is sprake van ‘warmharding’.
De grovere deeltjesuitscheiding van X’ en X is, behalve de afbouw van de door GPI en GPII veroorzaakte coherentiespanningsvelden, oorzaak van het feit dat na lange verouderingsduur of door verhoging van de verouderingstemperatuur er sterkteverlies optreedt, ook wel oververoudering genoemd.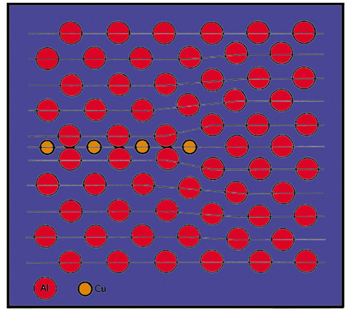
Afbeelding 4. Schematische weergave van het atoomrooster in een GPI zone (Cu-atomen in aluminium).
Kneedlegeringen
Deze legeringen verschillen van gietlegeringen in samenstelling. Gietlegeringen worden ontworpen met als belangrijke eigenschap goede gietbaarheid, dat wil zeggen goed vormvullend vermogen bij een zo gunstig mogelijke stollingsstructuur door middel van vermindering van de mogelijkheid tot het vormen van slinkholtes. Dit zijn allemaal eigenschappen waarmee bij kneedlegeringen geen rekening hoeft te worden gehouden. Bij kneedlegeringen komt het voor alles aan op goede vervormbaarheid en goede sterkte-eigenschappen, die onder bepaalde omstandigheden nog kunnen worden verbeterd door middel van warmtebehandelingen en die gewoonlijk ver boven die van gietlegeringen liggen. Kneedlegeringen kunnen worden verwerkt tot halffabrikaten of eindproducten met behulp van processen als walsen, smeden, persen enzovoort.