


Verlijmen van warmtewisselaars als alternatief voor (hard) solderen
Hardsolderen is een verbindingsmethode die al vele jaren wordt gebruikt om een warmtewisselaar te verbinden aan een eindstuk. De methode kent echter diverse nadelen ten aanzien van onder meer de gezondheid en veiligheid tijdens het soldeerproces zelf. Daarnaast is het met solderen niet mogelijk om verschillende materialen te verbinden en bovendien mag er sinds 2006 geen lood meer worden toegepast in soldeerverbindingen.
Ing. Marjolein de Wit - Blok
Koper en aluminium
Een aansprekend voorbeeld hiervan is een bedrijf waar voorheen een koperen eindstuk middels hardsolderen werd verbonden met een aluminium warmtewisselaar (radiateur) voorzien van ribben. Medewerkers kampten bij het soldeerproces echter met problemen ten aanzien van de gezondheid en veiligheid. Deze problemen werden onder meer veroorzaakt door het feit dat zij met gevaarlijke stoffen werkten zoals een orthofosforzuur flux (vloeimiddel) en loodhoudende soldeer. Daarnaast bestond een continue gevaar op brandwonden door de hete gereedschappen, en werd gebruikt gemaakt van asbest handschoenen. Bij het analyseren van het specifieke soldeerproces bleek bovendien dat bijna 10% van de verbindingen werd afgekeurd omdat er lekken waren geconstateerd; verder was de productiesnelheid laag door het arbeidsintensieve karakter. Buiten de nadelen die inherent zijn aan solderen, kent deze verbindingsmethode ook beperkingen ten aanzien van de te verbinden materialen. Binnen de automotive industrie wordt bijvoorbeeld dankbaar gebruik gemaakt van kunststoffen of andere composietmaterialen vanwege hun lage soortelijke gewicht. Hoe lichter een voertuig immers is, hoe minder brandstof hij verbruikt. Helaas zijn deze materialen niet middels solderen te verbinden met de metalen warmtewisselaar waardoor ontwerpers ervan worden weerhouden ze toe te passen. En dat is jammer, want naast een gewichtsbesparing is de levensduur van een kunststof eindstuk ten opzichte van de metalen variant ook hoger door onder meer de corrosiebestendigheid.
Pakket van eisen
Het bedrijf besloot dus toch een glasvezelversterkte polyamide (nylon) eindstuk toe te passen en op zoek te gaan naar een alternatieve verbindingsmethode. Deze methode moest niet alleen een goede verbinding tussen de polyamide en het aluminium realiseren; hij moest ook geschikt zijn om de thermische expansie en contracties op te vangen en in staat zijn om af te dichten. Verder was het van belang dat de uiteindelijke verbinding bestand was tegen zowel hoge als lage temperaturen, drukverschillen en diverse vloeistoffen zoals olie, water en koelvloeistoffen (afhankelijk van de soort warmtewisselaar). Tenslotte werden eisen gesteld ten aanzien van duurzaamheid, snelheid van het proces, gezondheid en veiligheid. Uiteindelijk is gekozen voor een ééncomponent-epoxylijm die uithardt door middel van warmte (zie kader 1). Deze groep lijmen biedt de beste thermische en chemische weerstand en daarnaast goede hechteigenschappen; ook onder moeilijke omstandigheden en bij moeilijke materialen. De keuze voor variant ESP 108 werd gemaakt op basis van de geometrie van de verbinding, de ruimte die moest worden opgevuld en de oriëntatie van de onderdelen gedurende het verbindingsproces. Omdat het vloeigedrag van ESP 108 na verwarmen te vergelijken is met soldeer, is hiermee een goede afdichting te realiseren (dit in tegenstelling tot ESP 110 die altijd een pasta blijft en weer geschikt is voor andere toepassingen).

Het verlijmen van een warmtewisselaar is een goed alternatief voor hardsolderen; zeker nu in 2006 loodhoudend soldeer verboden wordt.
Verwerking
In tegenstelling tot de meeste verbindingsmethoden luistert de voorbereiding van een lijmproces zeer nauw. Pas wanneer alle condities vooraf goed zijn, kan een betrouwbare verbinding worden gerealiseerd. Zoals Bondmaster zelf opmerkt: "Het is erg eenvoudig om twee componenten te verbinden met een willekeurig gekozen lijm. Het is echter een ander verhaal om een verbinding te realiseren die onder moeilijke omstandigheden 15 jaar onderhoudsvrij in stand blijft." Belangrijk is vooral dat de oppervlakken die verlijmd worden vooraf zeer grondig zijn gereinigd; het liefst chemisch. Hierdoor heeft de lijm alle mogelijkheid om zeer nauw contact te maken met het oppervlak zelf (en niet met bijvoorbeeld vet- of olieresten). Het glasvezelversterkte polyamide is bijvoorbeeld hygroscopisch en moet derhalve goed worden gedroogd voordat het wordt verlijmd. Wanneer de oppervlakken schoon zijn, is het bij deze ééncomponenten-epoxylijmen verder een kwestie van het toevoeren van warmte. Een minimum temperatuur van 100°C is vereist, maar een typisch uithardingschema 'betreft een uur drogen bij een temperatuur van 150°C. Hogere temperaturen verkorten de benodigde uithardtijd. De warmte is op diverse manieren toe te voeren; bijvoorbeeld middels infrarood, hete luchtpistool, inductie, hete platen enzovoorts. De meeste gebruikte methode is echter om de componenten door een hete luchtoven te voeren. Deze methode zorgt voor een gelijkmatige verwarming van alle onderdelen van de warmtewisselaar zonder risico van koude plekjes en hiermee onuitgeharde lijm. Na het uitharden van de lijm is geen nabewerking meer nodig.
Resultaat
De toepassing van de nieuwe verbindingsmethode heeft binnen het bedrijf voor zeer bevredigende resultaten gezorgd. Ten eerste is men erin geslaagd een lichter voertuig te realiseren waarvan de warmtewisselaar een verbeterde thermische schokweerstand heeft. De verbinding is bestand tegen glycoloplossingen binnen een temperatuurbereik van -50 -120°C.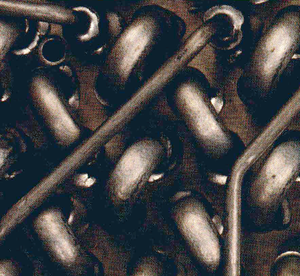
Ook bij industriele warmtewisselaars kunnen ééncomponentenepoxylijmen uitkomst bieden. Het uitharden geschiedt middels warmte en het verbindingsproces is te automatiseren.
Daarnaast zijn er belangrijke kostenbesparingen gerealiseerd. Zo is het lijmproces geautomatiseerd waardoor bespaard kon worden op arbeidsloon en het verbindingspraces sneller verliep. Verder realiseert de geautomatiseerde oplossing altijd een betrouwbare verbinding waardoor het aantal afgekeurde producten als gevolg van een slechte verbinding werd gereduceerd tot 0. De mogelijkheid om nu wel polyamide te gebruiken in plaats van metaal bracht de materiaalkosten omlaag. Het geautomatiseerde lijmproces zorgde er tenslotte voor dat het (gezondheids)risico ten aanzien van de medewerkers daalde.
Hoe werken epoxylijmen?
Bij ééncomponent-epoxylijmen van Bondmaster is de stof die ervoor zorgt dat de lijm uithardt al opgenomen in het product; dit in tegenstelling tot de tweecomponentenversies waarbij de harder is gesepareerd van de eigenlijke lijm. De harder in de ééncomponentenlijm wordt pas geactiveerd wanneer de lijm wordt verwarmd. De methode van verwarmen is in principe ondergeschikt. Heteluchtovens leveren een kostengunstig lijmproces op terwijl inductieverwarmen populair is ten aanzien van de snelheid waarmee de lijmverbinding uithardt.
Bondmaster ESP108
Binnen de ESP-lijmen zijn diverse soorten te vinden die geschikt zijn voor verschillende toepassingen; zo bestaat er ook een variant die geschikt is voor de voedingsmiddelenindustrie. Voor bovenstaande toepassing is ESP 108 gebruikt. Dit is een lijm die bij het verlijmen net zo vloeit als soldeer. Bij de ontwikkeling ervan werden met name eisen gesteld aan de schokbestendigheid en de weerstand tegen afschuifkrachten, splijten (een zeer gevoelig punt ten aanzien van lijmverbindingen) en trekkrachten. Daarnaast heeft het uiteindelijke product een goede duurzaamheid, chemische bestendigheid en is bovendien te gebruiken bij hoge temperaturen. ESP108 is te gebruiken voor het verbinden van een groot aantal verschillende materialen. In veel gevallen is de lijmverbinding zelf sterker dan de materialen die zijn verbonden. De sterkte van het totale product hangt dus niet af van de lijmverbinding maar van de sterkte van de materialen zelf.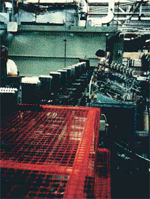
Gedroogde polyamide eindstukken komen uit de oven waarna ESP automatisch wordt gedoseerd in de geschikte uitsparingen.
Het verlijmen van de warmtewisselaars zorgde ervoor dat geen enkel product op de verbinding werd afgekeurd.
Conclusie
Hoewel de verbindingsmetbode lijmen nog niet op alle fronten door iedereen serieus wordt genomen, blijkt uit de diverse praktijkgevallen toch dat het een volwaardig alternatief is met bovendien additionele voordelen. Het is dan ook vooral op die voordelen dat lijmen het kan 'winnen' van onder meer solderen; denk hierbij aan het feit dat verschillende materialen zijn te verlijmen, dat een lijmproces is te automatiseren en dat het ten aanzien van solderen veiliger en gezonder is. Ook de eigenschappen ten aanzien van chemische bestendigheid en het vermogen trillingen en schokken te absorberen mogen bij een lijmverbinding niet worden onderschat.