


De doorlaszijde, vaak een vergeten gebied
In de praktijk blijkt veelal dat men de kwaliteit van een lasverbinding in leidingsystemen beoordeelt aan wat men aan de buitenkant ziet. Het is echter maar zeer de vraag of een mooi uitziende buitenkant automatisch inhoudt dat de lasverbinding inderdaad van voldoende kwaliteit is (zie afbeelding1). Dit is van extra belang indien we te maken hebben met roestvast staal. Dat is de reden dat er tegenwoordig steeds meer laswerk gecontroleerd gaat worden met een endoscoop zodat men de binnenzijde c.q. doorlaszijde goed kan aanschouwen.
N.W. Buijs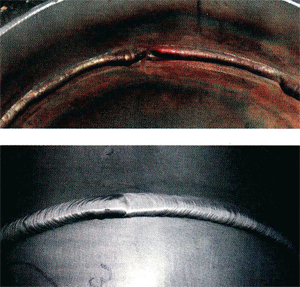
Afbeelding 1 Deze brandblusleiding in 304L was ogenschijnlijk goed gelast (zie onder) maar de doorlaszijde (zie boven) was zo slecht dat de leiding in korte tijd op deze plaatsen lek was.
Tijdens het lassen wordt normaal gesproken aan de binnenzijde van de buis een inert backinggas aangebracht dat de oxidatie van het materiaal moet voorkomen. Oxidatie wil in dit geval zeggen dat het oppervlak van het roestvast staal verbrandt en daardoor poreus wordt waardoor bijvoorbeeld het relatief kleine chloorion diep kan doordringen om zo haar verwoestend werk te doen. Des te donkerder de verbranding is, des te poreuzer is het oppervlak. M.a.w. de kans op corrosie aan de doorlaszijde is sterk afhankelijk van de verkleuring van de lasverbinding. In het algemeen kan men stellen dat een strogele verkleuring nog acceptabel is. De praktijk leert echter dat vaak veel zwaardere verkleuringen een-feit kunnen zijn en dat zelfs tot zeer donker aan toe. Indien er verkleuringen zijn ontstaan (zelfs ondanks het gebruik van backinggas), kan men de conditie van het roestvast staal weer op peil brengen m.b.v. het beitsproces, dat zelfs mobiel uitgevoerd kan worden.
'Backen is niet nodig'
Naast de mogelijke verkleuringen kan men ook nog pokdalige en/of ruwe doorlassingen krijgen die de corrosiebestendigheid ook bepaald geen goed doen, om nog maar niet te spreken over de vorming van ideale broedplaatsen waar zich allerlei ongewenste micro-organismen kunnen vormen. Dit zijn allemaal zaken die in directe afhankelijkheid staan van de bekwaamheid van de lasser en de kwaliteit van de apparatuur die hem ter beschikking staat. Ook kan men in de praktijk nog wel eens de uitdrukking horen 'backen is niet nodig want het is toch maar water wat er doorheen moet'. Meestal zijn dergelijke lasverbindingen binnen een jaar lek en dat zelfs ook bij het gebruik van AISI 316L. Vele schrijnende voorbeelden zijn inmiddels bekend en op afbeelding 2 ziet men een leiding van AISI 316L die reeds na 15 maanden lek bleek te zijn bij het gebruik in koud rivierwater. Bij het openmaken, zag men dan ook de zwaar verbrande doorlaszijde. Het zal verder duidelijk zijn dat dergelijke corrosieschades enorme financiële gevolgen met zich meebrengen. Zo is er bijvoorbeeld recent een leiding van AISI 316L van vele honderden meters op een zeeveerboot na ruim 1 jaar zwaar aangetast op de lasverbindingen, omdat stilstaand bluswater aangevuld met een weinig chloorbleekloog te agressief bleek te zijn voor dit roestvast staal. Eigenlijk moet men primair stellen dat de verbrande doorlassingen niet in staat zijn deze corrosieve belasting te weerstaan. Ook in dit geval was geen backinggas gebruikt en nu is de leiding inderdaad zo lek als een vergiet op de lasverbindingen. In feite is er slechts één oplossing en dat is de leiding geheel vervangen en dat betekent een enorme kostenpost, want de plafonds van alle cabines, gangpaden, restaurants enz. moeten opengelegd worden om nog maar niet te spreken over de omzetderving want het schip moet een tijd uit de vaart.
Ook hier won destijds de nonchalance 'het is toch maar water' en nu zit men met de gevolgen. Zo zal iedere corrosiedeskundige zijn verhalen kunnen houden. Men denkt goedkoop uit te zijn tijdens het installeren maar ook in deze sector geldt uiteindelijk 'goedkoop is duurkoop'. Corrosiebestendigheid krijgt men alleen indien de passieve oxidehuid zijn werk kan doen en dat wordt vaak onderschat. Verbrand roestvast staal heeft een actief oppervlak en zelfs water zal zich in relatief korte tijd als een soort chemische boormachine een weg banen dwars door de wanddikte heen. Ook een pokdalig en ruw karakter van de doorlassing is dus ongewenst voor een goede corrosiebestendigheid en bovendien verhoogt het dus de kans op de aanhechting van allerlei micro organismen en bacteriën die de kwaliteit van het product, wat er doorheen moet stromen, ondermijnt. Bij waterleidingbedrijven heerst nog wel eens de opvatting dat backen tijdens het lassen niet zo nodig is omdat het drinkwater immers zo mild is. Op afbeelding 3 ziet men een hoofdleiding van geschilderd AISI 304L die na ongeveer 1 jaar lek was net naast de rondnaadlas.
Daarom is het van groot belang om een zo glad mogelijke en blanke doorlassing te krijgen, maar dan stuit men gelijktijdig op de persoonlijke en veelal beperkte vakbekwaamheid van de lasser. Om deze invloeden te elimineren, dient men gebruik te gaan maken van nieuwe digitale lastechnieken die de laatste tijd zijn ontwikkeld. Een absolute topper in deze is de ServoTIG-lasmachine, die voorzien is van een doorlassensor die ook wel Automatic Peneteation Control (APC) wordt genoemd. Daarom kan men als contrast een dergelijke lasverbinding zien in afbeelding 4.
De betreffende RVS-buis is open gezaagd en door midden gehaald zodat men goed de doorlassing kan waarnemen. Het zal verder duidelijk zijn dat een dergelijk inwendig oppervlak superieure corrosie eigenschappen heeft en nauwelijks gevoelig is voor het aanhangen van allerlei ongewenste stoffen. Daarom zullen dergelijke lassen een grote vlucht gaan nemen omdat de afhankelijkheid van de lasser hiermee omzeild wordt. Een extra voordeel is de goede mogelijkheid om een dergelijke leiding te reinigen omdat de reinigingsplug (pig) niet gehinderd wordt door uitpuilende lasrupsen.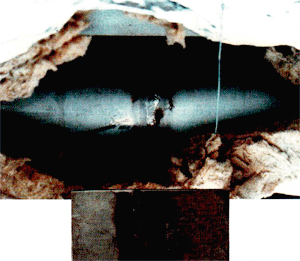
Afbeelding 2 Lekke koelwaterleiding in AISI 316L vanwege het niet backen. Op de onderste afbeelding is de verbrande doorlaszijde waarneembaar.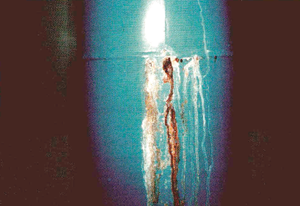
Afbeelding 3 Een gecorrodeerde hoofdleiding van AISI 304L in een waterwinbedrijf dat na 1 jaar lek was vanwege het niet backen.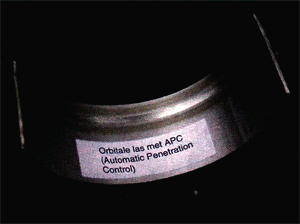
Afbeelding 4 Een perfecte doorlassing dankzij APC (Automatic Penetration Contra/).
Orbitaallassen van roestvast staal
Bij het orbitaallassen wordt gebruik gemaakt van het TIG-lasproces (wolfraamelektrode met inert gas) waarbij het basismetaal tot smelting wordt gebracht en dat aldus de las vormt. Er komt in de regel geen lastoevoegmetaal aan te pas, hoewel het wel mogelijk is. Men kan zowel met gesloten als met open koppen werken en het laatstgenoemde is nodig indien men toch lastoevoegmateriaal wenst te gebruiken. Zie afbeelding 5 en 6.
Afbeelding 5 Enclosed Servo Weldheads Basisuitvoering gesloten digitale laskappen.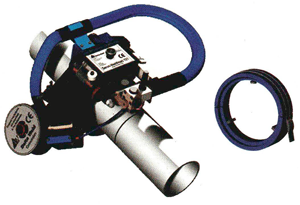
Afbeelding 6 Open Servo Weldhead. Universele standaard open laskoppen (met of zonder koude draad toevoer) geschikt voor alle diameters pijp boven 20 mm.
Tijdens het lassen vormt zich tussen de wolfraamelektrode en het werkstuk een boog. Om de boog te starten, wordt met een hoogfrequente of hoge spanningspiek het schermgas geïoniseerd zodat er een pad ontstaat voor de lasstroom. Een condensator stuurt stroom in de boog zodat de boogspanning daalt tot een punt waar de energietoevoer geregeld kan gaan worden. De energietoevoer reageert op de vraag naar vermogen en verschaft stroom om de boog in stand te houden.
De redenen om te kiezen voor het orbitaallassen zijn de volgende:
- Productiviteit. Een orbitale lasmachine is aanzienlijk productiever dan handmatig lassen, mits er veel gelijksoortige lassen gemaakt moeten worden en er afdoende energie in scholing en doorlascontrole wordt gestoken.
- Kwaliteit en consistentie. Voor de farmaceutische industrie is orbitaallassen in feite het enige proces om tegemoet te kunnen komen aan de geëiste kwaliteits- en consistentieniveaus. De kwaliteit en reproduceerbaarbeid van de lasverbindingen gemaakt met het conventionele orbitaal lassen en gestuurd door een correct lasprogramma is veruit superieur aan die van handmatig lassen. Echter, zekerheid van een goede doorlassing is er eigenlijk nooit omdat de productielas altijd onder andere omstandigheden uitgevoerd moet worden en daardoor altijd extra controle plaats moet vinden.
- Gecertificeerde lassers zijn steeds moeilijker te vinden. Met orbitale lasapparatuur is een gecertificeerde bediener in de meeste gevallen nodig, tenzij men met een doorlassensor werkt.
- Het orbitale lasproces kan soms de enige oplossing betekenen in die gevallen waar buizen of pijpen niet kunnen worden geroteerd voor het uit te voeren laswerk. Het wordt ook toegepast op die plaatsen die voor andere lasmethodes ontoegankelijk zijn. Voor bijvoorbeeld het lassen van pijpen en pijpenplaten, waarbij de lasser maar moeilijk met zijn lastoorts toegang heeft en de gelegde lassen slecht kan overzien, is het gebruik een orbitaal lassysteem te verkiezen.
Conventionele orbitale lasmethoden zijn inmiddels lasprocessen die steeds meer voorkomen, maar een proces met een doorlassensor is geheel nieuw en uniek en daaromvolgt een korte omschrijving van deze veelbelovende technologie. De ServoTIG-machine is ontwikkeld door Dynamicc Welding B.V. in Coevorden.
Servo-TIG
ServoTIG-lassen is een combinatie van het TIG-lasproces met een doorlassensor en Weldvision. Men kan ook spreken van een zichzelf controlerend TIG-lasproces. De doorlassensor geeft de mogelijkheid de smeltbadtrillingen c.q. smeltbadoscillaties te meten en op basis van deze gegevens de benodigde energie te regelen om tijdens de smeltbadfase te komen tot een perfecte beheersbare doorlassing. De doorlassensor van Dynamicc Welding B.V. werkt op basis van gemeten smeltbadoscillaties. Omdat er een relatie bestaat tussen de smeltbadfrequentie en de mate van doorlassing bepaalt de ServoTIG het doorlasmoment zelf. Daardoor kan gesproken worden van een intelligente doorlassensor. Grafiek 1 geeft op de meest eenvoudige manier deze relatie aan.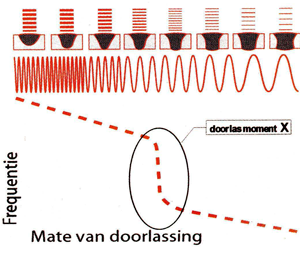
Grafiek 1 Grafische voorstelling van het moment van door/assen.
Met de APC-functie (Automatic Penetration Control) zoekt de ServoTIG het doorlasmoment X. De doorlassensor controleert dus de gehele orbitaallas op basis van moment X. Met behulp van WCC (Weid Cruise Control) kan de vakkundige lasser het doorlasmoment X desgewenst ook vinden op basis van zijn eigen ervaring.
Het zal voor zich spreken dat een dergelijke machine niet goedkoop is qua investering, maar een rendementsberekening kan aantonen dat de aanschaf in de meeste gevallen verantwoord is. In ieder geval kan men uitgaan van goedkopere machineoperators i.p.v. hoog opgeleide vakmensen, waardoor men aanzienlijk veel arbeidsloon kan besparen. Daarbij komt nog dat men met een dergelijke digitale lasmachine 50 tot 500% van de tot nu toe mogelijke output kan realiseren. E.e.a. is afhankelijk van de omstandigheden waaronder gewerkt wordt want bijvoorbeeld lassen met draadtoevoer vraagt nu eenmaal meer visuele controle. Men kan dus in feite minimaal uitgaan van een productie die 50% hoger ligt en dat betekent dat iedere operator in staat is om 50% meer opbrengst te generen. Zo kan men met deze technologie meer orbitaallassen en zal men minder snel terug grijpen op handlassen waardoor men nog eens extra productie realiseert.
Omdat er geen materiaalverlies ontstaat voor het maken van proeflassen en het uitslijpen of uitzagen van foutieve lassen, bespaart men ook nog eens op materiaalkosten. Daar er geen controle meer hoeft plaats te vinden, bespaart men ook op tijd, investeringen, opslag en opleidingen ten behoeve van de controle-apparatuur. Doordat elke las een productielas is en doordat men continue van pijpdiameter kan wisselen, is men in staat zeer veellogistieke kosten (lopen/verplaatsen) op een plant te besparen. Men kan dan vanuit één hoek van de plant met alle te lassen pijpdiameters naar de andere zijde toewerken. Zo zal bij inzet van deze lasmachine op montageprojecten in het veld de totale bouwtijd aanzienlijk verkort worden door de hogere productie per operator. Kortere bouwtijden betekenen voor de opdrachtgevers een beter rendement op het geïnvesteerde vermogen. Al met al is gebleken dat men in diverse gevallen de aanschaf van de machine binnen het jaar gemakkelijk terugverdient.
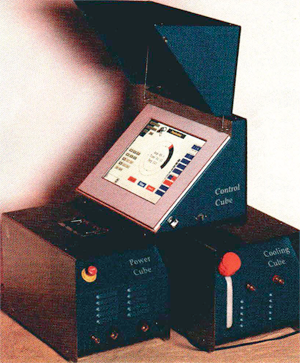
Afbeelding 7 toont een dergelijke orbitale lasmachine die uit kubussen is opgebouwd. Naarmate men meer rijen met kubussen krijgt, zal men op meerdere plaatsen tegelijk kunnen starten met het lassen dankzij het multilinksysteem wat dan ontstaat. Zo is het zelfs mogelijk om op vier verschillende plaatsen van de pijpverbinding te gaan lassen, zoals dat in afbeelding 8 schematisch is weergegeven. Op deze wijze wordt de uiteindelijke lastijd naar een kwart teruggebracht.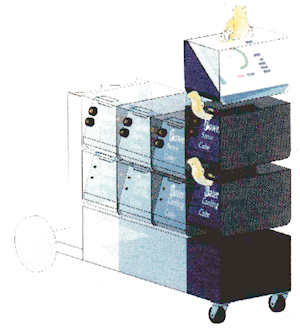
Afbeelding 7 De orbitale lasmachine met doorlassensor van Dynamicc We/ding.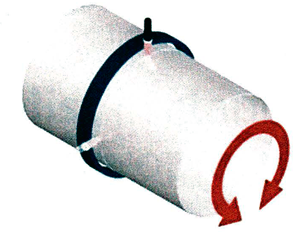
Afbeelding 8 Bij een multilink kan men desgewenst op vier plaatsen tegelijk starten met lassen.
In afbeelding 9 ziet men het digitale brein van de machine dat ook in een kubus is verwerkt. Het is voorzien van een bijzondere gebruikersvriendelijke interface waardoor men m.b.v. een touch screen heel eenvoudig de diameter, de wanddikte, het Soort materiaal, de startpositie e.d. in kan geven met een vingertop. Na het inklemmen van de buis en het aanbrengen van het backinggas zal de machine de rest doen om een hoogwaardige lasverbinding te gaan leggen.
Afbeelding 9 Het digitale brein voorzien van een touch screen.
Controle
Omdat niet zomaar iedereen geautoriseerd is om met de machine te mogen werken, heeft iedere lasser een persoonlijke key (zie afbeelding 10) waarmee hij zich met pincode aanmeldt bij de lasmachine. Na afloop van een werkdag wordt deze key ingeleverd bij bijvoorbeeld de projectleider die deze sleutel op de USB-poort van zijn PC aansluit. Zo krijgt hij een totaaloverzicht over de prestaties van de lasser en de kwaliteit omdat iedere las grafisch weergegeven kan worden m.b.v. Weldvision (afbeelding 11). Deze informatie kan op elk gewenste wijze opgeslagen worden. In vele gevallen kan men zelfs additionele kostbare testen zoals een röntgenonderzoek achterwege laten. Bovendien doet Weldvision dienst als laslogboek waardoor er separaat geen logs geschreven behoeven te worden.
Afbeelding 10 Dynamicc Key is een persoonlijke sleutel voor aanmelding en opslag t.b.v. het laslogboek, managementinformatie en projectlasbeheer.
Afbeelding 11 Een grafische voorstelling van de lasverbinding nadat de key uitgelezen wordt in de PC.
wcc
Ook nieuw is de WCC, wat staat voor 'Weld Cruise Control'. Op basis van door de gebruiker bepaalde stroomfiguren kan men de orbitale lasmachine laten functioneren. Tijdens de zogenaamde 'up-slope' naar de doorlassing kan men dan handmatig de stroomfiguur wijzigen totdat de vakman heeft vastgesteld dat er een goede doorlassing is. Dus in dit geval neemt men visueel de dootlassing waar en als de machine aangeeft de juiste parameters te hebben gevonden dan licht de WCC-knop op. Daarna kan men d.m.v. deze WCC-knop de Weid Cruise Control inschakelen om de machine de gewenste doorlassing over de gehele omtrek van de buis te laten geschieden. De door de vakman en lasmachine gevonden instellingen kunnen opgeslagen worden om deze desgewenst te kunnen herhalen om een constante laskwaliteit te reproduceren. Na het beëindigen van een WCC-las krijgt men alle gegevens d.m.v. Weidvision op het beeldscherm gepresenteerd, evenals de listing van alle meet- en regelmomenten en het laslogboek.
Database
De gerealiseerde doorlassing (productielas, APC-las of WCC-las) met alle machine- en lasparameters, kan men na selectie .van Werkstoffnummer, diameter en wanddikte opslaan onder een product- of klantnaam of een uniek nummer. Dit opgeslagen programma kan men onbeperkt ophalen teneinde lasprocessen te starten. Overigens is het niet verplicht zoiets op te slaan, want men kan immers altijd weer een APC-las of WCC-las maken om de goede doorlassing te creëren en te reproduceren. Na het beëindigen van een las uit de database krijgt men eveneens alle gegevens d.m.v. Weidvision op het beeldscherm gepresenteerd. Weidvision is in feite de doeurnentering c.q. listing van de gerealiseerde las op basis van alle gemeten smeltbadoscillaties en geregelde lasstro men, inclusief grafische weergave, laslogboek, meet- en regelmomenten en managementinformatie.
Conclusie
Ondanks de geavanceerdheid van deze bijzondere digitale ServoTIG-lasmachine is de gebruikersvriendelijkheid een vaststaand feit waardoor inderdaad bevestigend geantwoord kan worden op de vraag of zelfs een kind de las kan doen. Men kan inderdaad met onervaren medewerkers c.q. leken optimale lasverbindingen leggen die bovendien een zeer hoge zekerheid geven om geen inwendige aantasting te krijgen of aangroei van allerlei ongewenste stoffen en bacteriën. Daarom kan men niet stellen dat dergelijke lasverbindingen alleen maar een uitkomst zijn voor de farmacie en de zuivelsector, maar feitelijk ook voor alle andere sectoren waar corrosieve belastingen aan de binnenzijde van leidingnetten een feit zijn. Ook kan men optimaal leidingnetten reinigen omdat dankzij de ServoTIG geen hoge of verhoogde inwendige lasrupsen ontstaan die de reinigingspluggen doen blokkeren.
Verantwoording
De auteur is dank verschuldigd aan de heer G. Heerbaart van Dynamicc Welding B.V. in Coevorden die veel relevante informatie heeft verstrekt.