


Corrosie van lassen in ferritisch roestvast staal
Door: A.J. Schornagel
Ferritisch roestvast staal kan worden ingedeeld in drie groepen. Groep I omvat de standaard, eerste generatie legeringen. Groep II de tweede generatie legeringen, in feite zijn dit gemodificeerde eerste generatie legeringen. Groep III omvat legeringen die een laag gehalte interstitiële elementen bevatten, of stabiliserende elementen ter verhoging van de weerstand tegen corrosie en de lasbaarheid. De groep I-ferrieten worden hoofdzakelijk gebruikt voor toepassingen bij hoge temperatuur. Lassen van deze typen verlaagt de sterkte, taaiheid en corrosieweerstand. De groep II-ferrieten zijn wat beter lasbaar omdat ze voor dat doel enige aanpassingen hebben ondergaan, zoals een lager koolstofgehalte en er zijn ferrietstabilisatoren toegevoegd. Het prototype uit deze groep is 409, dat 0,04% C, 11% Cr en 0,5% Ti bevat. Dit type wordt veel gebruikt in de automobielindustrie, voor onder andere uitlaatsystemen. Eind jaren zestig begin jaren zeventig drong het besef door dat hooggelegeerd (hoger chroom- en molybdeengehalte) ferritisch roestvast staal een zeer aantrekkelijke combinatie bezat van weerstand tegen algemene corrosie, putcorrosie en scheurvormende spanningscorrosie (SSC). Deze eigenschappen maakten de derde generatie van ‘super ferritische’ legeringen tot alternatieven voor de door chloride SSC geplaagde austenitische typen roestvast staal. Er werd opgemerkt dat door het beheersen van het gehalte aan interstitiële elementen (koolstof, zuurstof en stikstof) door hetzij ultrazuiver produceren, hetzij door stabilisatie, de vorming van martensiet kon worden vermeden en lassen corrosiewerend, sterk en taai zouden moeten zijn in de gelaste toestand. Om deze resultaten te bereiken werd er gebruikgemaakt van de volgende staalbereidingsprocessen:
- elektronenbundel vacuumraffinage, argon-zuurstofontkoling (AOD: argon oxygen decarburization);
- vacuum zuurstofontkoling (VOD: vacuum oxygen decarburization);
- vacuum inductiesmelten (VIM: vacuum induction melting).
Lasbaarheid
Ferritisch roestvast staal is in het algemeen minder goed lasbaar dan austenitisch roestvast staal en ze geven lasverbindingen met lagere sterkte wegens korrelvergroving, die optreedt bij de heersende hoge lastemperaturen. De groep I-legeringen vertonen de slechtste lasbaarheid. Deze legeringen vereisen zowel voorwarmen en warmtebehandeling na het lassen. Groep II-legeringen zijn makkelijker te lassen, maar vereisen toch ook voorwarmen en warmtebehandeling na het lassen. De groep III-superferrieten bevatten veel minder koolstof dan de andere ferritische typen en vertonen verbeterde lasbaarheid. De superferrieten vereisen geen voorverwarming of warmtebehandeling na het lassen. Lassen in ferritisch roestvast staal kunnen op verscheidene manieren worden geproduceerd:
- autogeen, dus zonder gebruik van lastoevoegmetaal
- met een overeenkomstig lastoevoegmetaal
- met een austenitisch lastoevoegmetaa
- met een hoog-nikkelhoudende legering als lastoevoegmetaal
Tabel 1 geeft een overzicht van enkele basis lastoevoegmetaalcombinaties voor een aantal ferritische roestvaststaaltypen. De meest gebruikte lasprocessen voor het verbinden van ferritisch roestvast staal zijn de booglasprocessen te weten MIG- en TIG-lassen, booglassen met beklede elektrode en plasmalassen. Andere bij gelegenheid gebruikte lasprocessen omvatten weerstandslassen, elektronenbundellassen, laserlassen en wrijvingslassen.
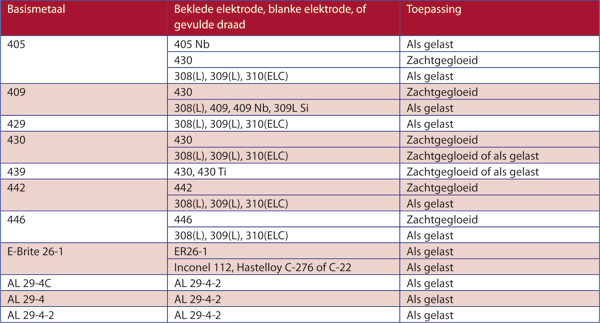
Tabel 1. Typische ferritische basismetaal-lastoevoegmetaal combinaties.
Onderpoederlassen is ongeschikt voor het merendeel van de ferritische roestvaststaaltypen. Het begrip ‘lasbaarheid’ moet worden geïnterpreteerd als het gemak waarmee goede lassen kunnen worden vervaardigd en de geschiktheid van deze lassen om naar behoren te functioneren tijdens bedrijf. Het is daarom noodzakelijk dat lasbaarheid de zowel mechanische aspecten dekt, zoals sterkte, taaiheid en Charpy-V kerfslagsterkte, alsmede corrosieaspecten, zoals weerstand tegen interkristallijne corrosie, SSC en algemene corrosie. Over de jaren bestaan er twee scholen aangaande het lassen van groep III ferritisch roestvast staal. De ene school beveelt aan om deze legeringen te lassen zoals ook austenitisch roestvast staal wordt gelast (dit is onacceptabel) en de andere school beveelt aan om extra zorg te besteden en speciale technieken toe te passen die wel wat lijken op die, welke ook wel worden gebruikt voor het lassen van titanium. Extra zorg en speciale technieken zijn vereisten voor groep III-legeringen. Terwijl groep I-legeringen ook de nodige zorg vereisen, is het lassen van groep II-legeringen routinewerk.
Van begin tot midden 1970, ontstond er onwil van de kant van veel gebruikers en verwerkers om de aanbevolen richtlijnen op te volgen. Als gevolg hiervan werden er tal van lassen geproduceerd met inferieure corrosieweerstand, taaiheid en kerfslagsterkte. Wegens deze problemen werd de lasbaarheid van de nieuwste ferritische typen door menigeen verkend. De unieke eigenschappen in gelaste toestand van de groep III-ferrieten is mogelijk geworden door het verkrijgen van zeer lage verontreinigingsniveaus, waaronder koolstof, stikstof en zuurstof (ultra zuivere groep III-legeringen) en een zorgvuldige balans van niobium en/of titanium ter compensatie van de koolstof-, stikstof- en zuurstofgehaltes (middelmatig zuivere groep III-legeringen). Om deze redenen moeten alle mogelijke voorzorgen worden getroffen en moeten er lasprocedures worden gekozen die optimale gasbescherming en reinheid bieden, om opname van koolstof, stikstof, zuurstof en waterstof te vermijden. Autogene lassen in ferritisch roestvast staal vertonen betrekkelijk simpele microstructuren. De korrelafmetingen nemen geleidelijk toe vanaf de rand van de warmtebeïnvloede zone naar de fusielijn.
In ongestabiliseerde of met niobium gestabiliseerde lassen, strekken stengelvormige korrels zich uit vanaf de fusiegrens om elkaar tegen te komen in een goed gedefinieerd midden. In met titanium gestabiliseerde of met niobium plus titanium gestabiliseerde lassen, vindt er een kenmerkende overgang plaats van stengelvormige korrels nabij de fusielijn naar willekeurig georiënteerde korrels nabij de middenlijn. Eerstgenoemde structuur vertoont een sterkere neiging tot warmscheuring. Bij ferritische roestvaste legeringen met lager chroomgehalte of hoger koolstofgehalte, treedt er martensietvorming op tijdens lassen. Dit leidt tot verhoogde gevoeligheid voor lasscheuring. Voorzichtigheid is geboden bij het lassen onder hoge belasting of van dikwandige werkstukken. Onder dergelijke omstandigheden kan gebruik worden gemaakt van voorwarmen om de afkoelsnelheid te verlagen en om spanningen te verkleinen die zouden kunnen leiden tot scheuring. Een verder woord van waarschuwing is op zijn plaats met betrekking tot de keuze van voorwarm- en lasparameters.
Er mag niet worden vergeten dat hoewel hogere warmte-inbreng en voorwarming lasscheuring in sommige ferritische RVS-typen vermindert, er ook korrelgroei in de warmtebeïnvloede zone kan optreden, wat gepaard gaat met verlies aan taaiheid, kerfslagsterkte en corrosieweerstand. Onder sommige omstandigheden kan zachtgloeien plaatsvinden om martensiet te doen verdwijnen, maar daardoor kunnen de korrels die al zijn gegroeid nog verder groeien. Zachtgloeien na lassen is in het algemeen prijzig, kan vervorming veroorzaken en is bij werk te velde onpraktisch. Zachtgloeien van buisvormige producten in de fabriek vormt de uitzondering en kan als standaardprocedure plaatsvinden. Dit zachtgloeien van buizen wordt uitgevoerd bij hoge doorloopsnelheden en wordt gevolgd door afschrikken. Ongeacht welk lasproces er wordt gebruikt zijn een zorgvuldige naadvoorbereiding en grondige reiniging met oplosmiddel dat geen residu achterlaat aan beide zijden van de naad van het allerhoogste belang.
Interkristallijne corrosie
Interkristallijne corrosie (IKC) is veruit de meest voorkomende schadeoorzaak bij lassen in ferritisch roestvast staal. Het mechanisme van IKC komt neer op vorming van chroomverbindingen die zich afzetten op korrelgrenzen hetgeen leidt tot chroomverarmde zones in directe nabijheid. Deze lokale verlaging van het chroomgehalte leidt op zijn beurt weer tot toenemende corrosiegevoeligheid. Er bestaan een aantal verschillen tussen sensitizering van ferritisch en van austenitisch roestvast staal. Het eerste is dat de oplosbaarheid van stikstof in austenitisch roestvast staal hoog genoeg is dat chroomnitride uitscheiding geen significante oorzaak is van IKC in austenitisch roestvast staal.

Tabel 2. Resultaten van de ASTM A 63, practice Z-test op representatieve ferritisch roestvast staal monsters in de gelaste toestand. Lassen zijn gemaakt met het TIG-proces zonder lastoevoegmetaal.
Het is echter wel een significante oorzaak in ferritisch roestvast staal. Het tweede is de temperatuur waarbij IKC optreedt. Sensitizering in austenitisch roestvast staal vindt plaats bij verwarmen tussen 425° en 800°C. In conventionele ferritische legeringen wordt sensitizering op gang gebracht door verwarmen boven 925°C. Dit verschil is het resultaat van de relatieve oplosbaarheid van koolstof en stikstof in ferriet en in austeniet. Omdat de sensitizeringstemperaturen voor austenitisch en ferritisch staal verschillen, is het duidelijk dat het lassen van gevoelig staal verschillende zones oplevert waar zich IKC voordoet. Bij austenitisch roestvast staal treedt IKC op enige afstand van de las, waar de piektemperatuur die tijdens lassen wordt bereikt in de buurt komt van 700°C. Aangezien de sensitizering van ferritisch roestvast staal bij hogere temperatuur optreedt, zijn de fusiezone en de las zelf de waarschijnlijkste plaatsen voor IKC. Het alleen maar aanwezig zijn van chroomcarbiden en -nitriden in ferritisch roestvast staal is nog geen afdoende reden dat het staal ook gevoelig zal zijn voor IKC. In tegendeel, de gebruikelijke zachtgloeibehandeling voor conventioneel ferritisch roestvast staal is er een waarbij de carbiden en nitriden uitscheiden, maar waarbij ook chroom weer terug kan diffunderen naar de chroomarme zones. Dezelfde behandeling zou austenitisch roestvast staal wel sensitizeren, omdat het terugdiffunderen van chroom hier veel te traag verloopt.
Vermijden van IKC
Verlagen van interstitiëlen De meest directe methode om IKC van ferritisch roestvast staal te vermijden is het beperken van gehalte aan interstitiële elementen. De resultaten van tabel 2 geven een indicatie van de koolstof- en stikstofgehaltes die vereist zijn om IKC van Fe-Cr-Mo-legeringen in een kokende 16% H2SO4-koper-CuSO4-oplossing tegen te gaan. Om 18Cr-2Mo-legeringen immuun te maken voor IKC schijnt het maximum niveau van koolstof plus stikstof 60 tot 80 ppm te bedragen. Voor 26Cr-1Mo staal stijgt dit niveau naar ongeveer 150 ppm. Uit het gedeeltelijk falen van 26Cr-1Mo-staal dat 0,004% C en 0,010% N bevat wijst erop dat slechts enkele korrelgrenzen zich openden bij het buigen van het proefstuk en dat dit waarschijnlijk de uiterste grens van de samenstelling aanduidt waarbij net wel net geen IKC optreedt. Met de 50% H2SO4- Fe2(SO4)3-test werd vastgesteld dat grenswaarden voor interstitiële elementen voor het 29Cr-4Mo-staal ligt bij 0,010% C en 0,020% N, met de bijkomstige beperking dat het totaal niet hoger mag zijn dan 250 ppm. Naarmate hun legeringsgehalte toeneemt, schijnen de Fe-Cr-Mo-legeringen meer interstitiëlen te kunnen bevatten voordat er IKC optreedt. De koolstof- en stikstofniveaus die nodig zijn om 18Cr- Mo-legeringen vrij te houden van IKC zijn zodanig dat varianten van 18% Cr-legeringen met zeer laag interstitiëlen gehalte weinig commerciële aandacht hebben ontvangen. De 26Cr-1Mo- en de 29Cr-4Mo-typen worden in aanzienlijke hoeveelheden geproduceerd met zeer laag gehalte aan interstitiëlen, bijvoorbeeld niet meer dan 20 ppm C en 100 ppm N. Afbeelding 1 laat het verband zien tussen chroomgehalte en gehalte aan interstitiëlen (C + N) op de corrosieweerstand en taaiheid in de gelaste toestand. Tabel 3 geeft een lijst van dit verband voor elke eigenschap afzonderlijk. Naarmate het chroomgehalte stijgt, neemt ook de hoeveelheid (C + N) die kan worden getolereerd inzake IKC toe. Omgekeerd neemt voor de taaiheid de hoeveelheid (C + N) die kan worden getolereerd drastisch af. Dus is bij lage chroomniveaus de corrosieweerstand in de gelaste toestand de bepalende factor, bij hoge chroomniveaus, is de taaiheid in de gelaste toestand de beperkende factor voor het gebruik van hoog-chroomhoudend ferritisch roestvast staal.
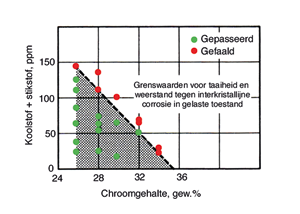
Afbeelding 1 Het effect van interstitiëlen niveaus en chroomgehalte op de taaiheid en interkristallijne corrosie in
de gelaste toestand.
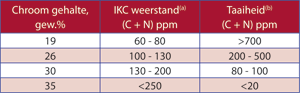
Tabel 3. Grenzen van gehalte aan interstitiële elementen (C +N) voor acceptabele corrosieweerstand en taaiheid in de gelaste toestand.
(a) IKC weerstand in kokende 50% ferrisulfaat - 50% zwavelzuur oplossing
(b) Geen scheuring zoals vastgesteld tijens langzaam buigen over een 5 mm doorn. Het laag-interstitiële ferritisch roestvast staal reageert op warmtebehandeling ongeveer net zo als austenitisch roestvast staal. Snelle afkoeling vanaf hoge temperaturen handhaaft de weerstand tegen IKC. Afhankelijk echter van het gehalte aan legeringselementen en interstitiëlen niveaus, kunnen deze legeringen gevoelig zijn voor een afkoelsnelheid vanaf temperaturen boven ongeveer 600°C. Minder zuivere Fe-Cr-Mo-legeringen kunnen worden beïnvloed door een afkoelsnelheid vanaf ongeveer 800°C, maar bij hogere temperaturen is het onmogelijk om ze snel genoeg af te schrikken om IKC te vermijden.
Stabilisatie van koolstof en stikstof
De zeer lage niveaus van interstitiëlen die nodig zijn om er zeker van te zijn dat ferritisch roestvast staal immuun is voor IKC doet vermoeden dat stabilizerende elementen mogelijk een middel vormen om dit type corrosie te verhinderen zonder restricties met betrekking tot de koolstof- en stikstoflimieten. Zowel titanium als niobium zijn te gebruiken en elk heeft zo zijn eigen voordelen. In het algemeen is de lastaaiheid wat beter bij de titaniumhoudende legeringen, maar de sterkte van het niobiumhoudende staal is beter. Met titanium gestabiliseerde legeringen worden niet aanbevolen voor gebruik met HNO3, maar het niobiumhoudende staal kan in dergelijke milieus wel worden gebruikt.Tabel 4 (zie volgende pagina) toont de resultaten van Cu-CuSO4-16% H2SO4-proeven met 26Cr-1Mo- en 18Cr-2Mo-staal met toevoeging van hetzij titanium en/of niobium. Uit de gegevens blijkt dat de vereiste hoeveelheid titanium niet kan worden beschreven als een eenvoudige verhouding, zoals wel het geval is bij austenitisch roestvast staal. De minimum hoeveelheid titanium of niobium die is vereist om 26Cr-1Mo- en 18Cr-2Mo-legeringen immuun te maken voor IKC in de Cu-CuSO4-16% H2SO4-test wordt gegeven door:
Ti + Nb = 0,2 + 4(C + N)
Deze betrekking is geldig voor gezamenlijke koolstof + stikstofgehaltes tussen 0,02 en 0,05%. Deze richtlijn is empirisch en is iet te verklaren op basis van evenwichten. Correcte las- en gloeiprocedures Er moet op worden gewezen dat de corrosieweerstand van lassen kan worden verbeterd door het volgen van de juiste lasprocedures en aanbevelingen. Dit geldt met name voor het lassen van groep III superferritisch roestvast staal.
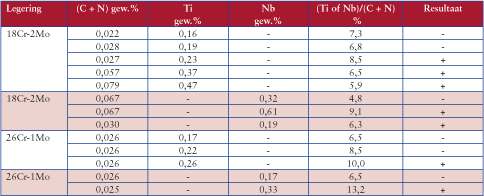
Tabel 4. Resultaten van de ASTM A 63, practice Z-test op representatieve ferritisch roestvast staal monsters, die titanium of niobium bevatten, in de gelaste toestand. Lassen zijn gemaakt met het TIG-proces zonder lastoevoegmetaal.
De unieke laseigenschappen van dit staal is mogelijk gemaakt door het realiseren van zeer lage onzuiverheidsniveaus. In het geval van de legeringen die worden aangeduid als ultra zuiver worden koolstof, stikstof, waterstof en zuurstof tot verontreinigingen gerekend. Verder worden genoemde laseigenschappen mogelijk gemaakt door middel van een zorgvuldige balans tussen enerzijds het gehalte aan niobium en/of titanium en anderzijds het koolstofgehalte in geval van de middelmatig zuivere legeringen. Om deze redenen moet elke voorzorgsmaatregel worden genomen en dienen er lasprocedures te worden gekozen met optimale gasbescherming en reinheid om opname van koolstof, stikstof, waterstof en zuurstof te vermijden. Om maximale corrosieweerstand te bereiken, alsmede maximum sterkte en taaiheid, wordt doorgaans het TIGproces met een overeenkomstig lastoevoegmetaal gespecificeerd, hoewel ook hooggelegeerd lastoevoegmetaal met niet overeenkomstige samenstelling met succes is gebruikt. In dat laatste geval moet de keuze van niet overeenkomstig lastoevoegmetaal de integriteit van het ferritischmetaalsysteem garanderen. Ongeacht welke legering uit de groep III ferritisch roestvast staal wordt gelast, worden de volgende voorzorgen beschouwd als essentieel.
- Ten eerste dienen voor het lassen de laskanten en aangrenzende oppervlakken grondig te worden ontvet met een oplosmiddel, zoals aceton, dat geen resten achterlaat. Dit voorkomt de opname van onzuiverheden, vooral koolstof. Het lastoevoegmetaal moet ook zorgvuldig worden behandeld om opname van onzuiverheden te voorkomen. Reinigen met oplosmiddel wordt aanbevolen. Bij het gebruik van oplosmiddelen kan er onder bepaalde omstandigheden sprake zijn van brand- en/of gezondheidsrisico’s.
- Ten tweede zijn een lastoorts met grote uitstroommond binnen diameter, bijvoorbeeld 19 mm, en een gaslens nodig. Zuiver argon met een stroomsnelheid van 28 liter per minuut is vereist voor deze monddiameter. Verder is het gebruik van een nalopende gasmantel gunstig, vooral bij het lassen van dikwandig metaal. Het gebruik van deze middelen zal de opname van stikstof en zuurstof tijdens lassen drastisch beperken. Het gebruik van argon als tegengas is eveneens van essentieel belang. Lasprocedures voor austenitisch roestvast staal bevelen vaak het gebruik aan van stikstof als tegengas. Stikstof mag niet worden gebruikt bij het lassen van ferritisch roestvast staal. Standaard TIG-procedures voor het lassen van roestvast staal zijn ontoereikend en moeten worden vermeden.
- Ten derde moeten oververhitting en verbrossing door buitensporige korrelgroei in de las en warmtebeïnvloede zone worden vermeden door de warmte-inbreng tot een minimum te beperken. Bij meervoudige lassen kunnen oververhitting en verbrossing worden vermeden door de interpasstemperatuur beneden 95°C te houden.
- Ten slotte om verbrossing nog verder te vermijden, moet worden afgezien van voorwarmen (behalve om vocht te verwijderen) of warmtebehandeling na lassen. Warmtebehandeling na lassen wordt alleen toegepast bij de conventionele ferritische RVS-typen. Warmtebehandeling na lassen is een ander kritisch element in het lasproces. De groep I- en groep II-legeringen moeten een warmtebehandeling na lassen ondergaan. Een correcte warmtebehandeling na lassen kan de taaiheid van de las herstellen alsmede de corrosieweerstand.