Corrosie van lassen (deel 2)
Lassen vertonen kenmerkende microstructuurverschijnselen die dienen te worden onderkend en begrepen teneinde een voorspelling te kunnen doen aangaande hun corrosievastheid tijdens gebruik. Het is niet ongewoon om te ondervinden dat de kneedvorm van een metaal of legering wel bestand is tegen corrosie in een bepaald milieu, maar de gelaste tegenhanger niet. Voorts is het mogelijk om lassen te maken met gebruik van lastoevoegmetaal, maar ze kunnen ook langs autogene weg, dus zonder lastoevoegmetaal, worden vervaardigd. Er doen zich ook gevallen voor waarbij de lassen een corrosiegedrag te zien geven dat superieur is aan dat van ongelast basismetaal. En er doen zich gevallen voor waarbij het gedrag grillig is, waarbij afwisselend weerstand en gevoeligheid voor corrosieve aantasting optreedt. Corrosieschade aan lassen kan zich voordoen, ongeacht het feit of het juiste basis- en lastoevoegmetaal is gekozen, de geldende normen en standaarden zijn gevolgd en of er lassen zijn gelegd die beschikken over volledige penetratie, vorm en contouren.
Voor Corrosie van lassen Deel 1 klikt u hier!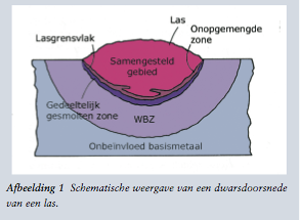
Door: A.J. Schornagel
Invloed van aanloopkleuren op de corrosieweerstand
Onder bepaalde laboratoriumomstandigheden is het mogelijk om een mechanisch stabiele chroomrijke oxidelaag op een RVS-oppervlak te laten ontstaan die de corrosieweerstand verhoogt. Onder de omstandigheden die heersen tijdens het booglassen ontstaat er een laag die bestaat uit elementen afkomstig uit het basismetaal die selectief zijn geoxideerd. Het gebied in de buurt van het oppervlak van geoxideerd roestvast staal is verarmd geraakt aan een of meer van de elementen die tijdens het lassen zijn weggenomen door oxidatiereacties met de omgeving. De oxidatiesnelheid van roestvast staal, en als gevolg daarvan de mate van verarming in het basismetaal, is onafhankelijk van de legeringssamenstelling en wordt uitsluitend beheerst door de diffusiesnelheid door het oxide. Het geoxideerde, verkleurde oppervlak bestaat uit een heterogeen oxide dat voornamelijk is opgebouwd uit ijzer en chroom en het is gelegen boven een chroomarm basismetaal. De eigenschappen van een dergelijk oppervlak hangen af van:
- de tijd en de temperatuur van de thermische blootstelling;
- de samenstelling van de atmosfeer die contact maakt met het hete metaaloppervlak;
- de chemische samenstelling van het basismetaal onder de aanloopkleur;
- de fysische condities van het oppervlak (contaminatie, ruwheid, thermomechanische voorgeschiedenis), voorafgaand aan de verkleuring;
- de hechting van de aanloopkleur op het basismetaal.
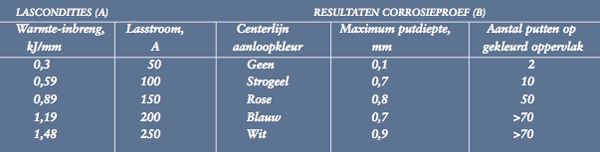
De fouten, interne spanningen en samenstelling van het oxide maken het tot een slechte barrière tegen om het even welk corrosief milieu dat lokale corrosie kan veroorzaken in het chroomarme onderliggende basismetaal. De ernst van de lokale corrosie in oxiderende chloridehoudende oplossingen hangt rechtstreeks af van de temperatuur van het hete metaaloppervlak tijdens lassen. Een aanloopkleur op austenitisch roestvast staal, die is ontstaan in lucht, wordt pas vanaf ongeveer 400°C zichtbaar. Naarmate de oppervlaktetemperatuur hoger is, ontwikkelen zich verschillende aanloopkleuren. Tabel 1 toont het verband tussen lascondities en aanloopkleur. Donkerblauwe aanloopkleur is het gevoeligst voor lokale corrosie. Oppervlakken die zijn gelast onder schermgas vormen niet van zulke uitgesproken gekleurde oxiden, maar ze kunnen toch nog wel gevoelig zijn voor lokale corrosie.
Of een aanloopkleur moet worden verwijderd hangt af van het corrosiegedrag van de gegeven legering in een bepaald milieu. Als de legering al aan de grens van zijn kunnen zit, dan zal de aanwezigheid van aanloopkleur zeker tot lokale corrosie leiden. Toch zullen bepaalde oplossingen ook in zulke gevallen niet altijd tot lokale aantasting leiden. De volgende factoren dienen in ogenschouw te worden genomen:
- de snelheid waarmee putten, eenmaal geïnitieerd in de chroomarme oppervlaktelaag, zullen uitgroeien in het normale basismetaal;
- de risico’s die samengaan met de penetratie van een procesonderdeel vanwege lokale corrosie;
- de prijs en effectiviteit van een bewerking die is gericht op het verwijderen van de aanloopkleur.
De corrosieweerstand van gebieden met aanloopkleur kan in drie fasen worden hersteld. Eerst wordt het gekleurde oxide en de chroomverarmde laag verwijderd door middel van slijpen of borstelen. Dan wordt het geslepen of geborstelde oppervlak gereinigd met een acetonoplossing of beitspasta (een mengsel van HNO3 en HF gesuspendeerd in een inerte pasta of gel) om alle oppervlakteverontreinigingen te verwijderen en ter bevordering van het herstel van de passieve laag. Tenslotte wordt, na een voldoende lange contacttijd, het behandelde oppervlak grondig schoongespoeld met water, bij voorkeur gedemineraliseerd water of water met een minimaal chloride-iongehalte. Slijpen of borstelen kan mogelijk ontoereikend zijn. Dergelijke behandelingen kunnen het gekleurde oxide wel eens alleen maar versmeren en in het oppervlak wrijven, de onderliggende chroomarme laag blootleggen en het oppervlak verontreinigen met ijzerdeeltjes die door het slijpwiel of staalborstel zijn opgepikt. Een RVS-oppervlak mag nooit worden behandeld met een wiel of borstel die in aanraking is geweest met koolstofstaal of laaggelegeerd staal. Borstels moeten zijn voorzien van roestvast-staaldraad van dezelfde soort als het te behandelen roestvast staal.

Omgekeerd kan een poging om de gekleurde oxidelaag alleen met een beitspasta of zuuroplossing te lijf te gaan mogelijk uitlopen op juist meer vlekken of zelfs aantasting van het onderliggende metaal als de contactduur te lang uitvalt. Als het zuur te zwak is, kan er een chroomarm oxideresidu op het staaloppervlak achterblijven, zelfs als de chroomarme laag geheel is verwijderd door een slijpbehandeling. Mechanisch geslepen oppervlakken vertonen in het algemeen een geringere corrosieweerstand in vergelijking met correct met zuur gebeitste oppervlakken.
Onopgemengde zones
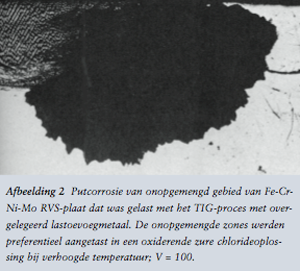
Alle methodes voor het lassen van roestvast staal met lastoevoegmetaal geven een inbrandingsgrens die bestaat uit basismetaal dat is gesmolten maar niet is gemengd met lastoevoegmetaal en een gedeeltelijk gesmolten zone in het basismetaal. De fusiegrens ligt tussen een lascomposiet die bestaat uit lastoevoegmetaal dat is opgemengd met basismetaal en een WBZ in het basismetaal (afbeelding 1). De breedte van de onopgemengde zone hangt af van de plaatselijke thermische condities langs de fusielijn. Voor een TIG-lasproces is de zone het smalst bij het lasoppervlak en het breedst nabij het midden van de lasdikte. Een onopgemengde zone heeft de samenstelling van basismetaal maar de microstructuur van een autogene las. De microontmengings- en uitscheidingsverschijnselen die kenmerkend zijn voor autogene lassen verminderen de corrosieweerstand van een onopgemengde zone ten opzichte van het basismetaal. Onopgemengde zones die grenzen aan lassen die zijn gelegd met overgelegeerd lastoevoegmetaal kunnen bij voorkeur worden aangetast als ze zich aan het lasoppervlak bevinden (afbeelding 2). De mogelijkheid voor voorkeursaantasting van onopgemengde zones kan worden verkleind door de warmte-inbreng van de las te verlagen en/of door gesmolten metaal over het oppervlak van de onopgemengde zone te doen vloeien om aldus een barrière te maken tegen het bedrijfsmilieu. Er moet voor worden gezorgd dat er bij de laatstgenoemde bewerking geen koude overlappingen ontstaan en fouten als gevolg van onvoldoende fusie. In beide gevallen wordt preferentiële aantasting vermeden zolang het oppervlak van de onopgemengde zone onder het blootgestelde oppervlak van de las ligt.
Chloride spanningscorrosie
Lassen in austenitisch roestvast staal uit de 300-reeks, met uitzondering van de typen 310 (EN 1.4845) en 310Mo, bevatten een kleine hoeveelheid delta-ferriet (doorgaans minder dan 10%) om warmscheuring te voorkomen tijdens stollen van de las. In hete, waterige chloridemilieus vertonen deze duplex lassen in het algemeen een opmerkelijke weerstand tegen scheuring, terwijl hun tegenhangers vrij makkelijk scheuren. De algemeen aanvaarde verklaring voor dit gedrag is dat de ferrietfase bestand is tegen chloride spanningscorrosie en scheurvoortplanting door de austenietfase verhinderd. Elektrochemische effecten kunnen echter ook een rol spelen. Als de trekspanningen, temperatuur en chlorideconcentratie maar hoog genoeg zijn, zullen deze duplex lassen echter eveneens vrij makkelijk scheuren.
Basische verbrossing (basische spanningscorrosie)
Gevoeligheid van austenitisch roestvast staal voor deze vorm van corrosie wordt pas een probleem als de concentratie base een waarde van ongeveer 25% te boven gaat en de temperatuur boven 100°C komt. Omdat aan de meeste constructies wordt gelast, komt de lasverbinding in het middelpunt van de belangstelling te staan, vanwege de mogelijke spanningsconcentratie-effecten en vanwege hoge resterende krimpspanningen. Scheuring treedt het vaakst op in de WBZ. In een geval begaf een reactorvat, gemaakt van 316L (EN 1.4404), het herhaaldelijk als gevolg van basische spanningscorrosie, omdat de procesvloeistoffen 50% NaOH bevatten bij 105°C. De scheuren bleven beperkt tot de WBZ naast een aangelaste beugel, die diende om een stoomspiraal, gemaakt van nikkel 200 op zijn plaats te houden. Afbeelding 3 toont de scheuren in de WBZ, die interkristallijn en zich vertakkend verlopen. Omdat de bedrijfstemperatuur niet omlaag kon worden gebracht tot beneden 100°C, werd er een oplassing van nikkel aanbevolen of vervanging van het bestaande reactorvat door een, gemaakt van nikkel 200.
Microbiologisch geïnduceerde corrosie (MIC)
Microbiologisch geïnduceerde corrosie in de procesindustrie wordt het vaakst aangetroffen in drie gebieden: koelwatersystemen, behandeling van afvalwateren en grondwater dat achterblijft in nieuwe apparatuur of leidingsystemen na beproeving. Bijna alle bevestigde gevallen van MIC gaan vergezeld door karakteristieke neerslagen. Deze laatste zijn duidelijk waarneembare heuveltjes. De kleur van deze neerslagen kan een aanwijzing vormen voor het type micro-organisme dat werkzaam is in het systeem. Zo zijn ijzerbacterieneerslagen, zoals worden geproduceerd door gallionella vaak roodachtig. Onderzoekers hebben aangetoond dat in bijna alle gevallen het milieu dat de schade veroorzaakte feitelijk bestond uit onbehandeld water dat een of meer specimen bevatte van microbiologische organismen. In het geval van lassen in austenitisch roestvast staal heeft corrosie, veroorzaakt door bacteriën, een kenmerkende vorm, dat wil zeggen dat er in het oppervlak speldeprikjes aanwezig zijn die toegang geven tot holtes onder het oppervlak. Het verloop van MIC in chloridehoudende waterige milieus kan ongeveer als volgt worden voorgesteld:
- aantrekking en kolonievorming van ijzer en ijzermangaan bacteriën op lassen;
- microbiologische concentratie van ijzer- en mangaanverbindingen;
- microbiologische oxidatie van aanwezige ferri- en mangaanchloriden, die elk op zich of in combinatie ernstige putcorrosie kunnen veroorzaken in austenitisch roestvast staal;
- penetratie van de beschermende oxidelaag op het RVSoppervlak dat al was verzwakt vanwege de zuurstofverarming onder de bio-neerslagen.
Door MIC aangetaste apparatuur en leidingen hoeven niet op voorhand te worden verschrot, maar kunnen door middel van zandstralen om alle putten bloot te leggen, die vervolgens kunnen worden uitgeslepen tot op het onaangetaste metaal, om ze vervolgens dicht te lassen met een geschikt lastoevoegmetaal. Aldus gerepareerd metaal kan dan nog tal van jaren dienst doen, op voorwaarde dat er regelmatige inspectie plaatsvindt en eventuele aantastingen tijdig worden verholpen.
Corrosie van ferritisch roestvast staal
Conventioneel ferritisch roestvast staal uit de 400-reeks zoals de typen 430 (EN 1.4016), 434 (EN 1.4113) en 446 (EN 1.4749) zijn gevoelig voor interkristallijne corrosie en voor verbrossing in de gelaste toestand. Corrosie in het lasgebied omvat meestal zowel het lasmetaal als de WBZ. Vroege pogingen om een van deze moeilijkheden te omzeilen gingen gepaard met het gebruik van austenitisch roestvast lastoevoegmetaal. Corrosieve aantasting van de WBZ deed zich echter zelfs voor in tamelijk milde milieus na betrekkelijk korte tijdsperioden. Om enkele van deze eerdere moeilijkheden te overwinnen en ter verbetering van de lasbaarheid, zijn verscheidene standaardtypen ferritisch roestvast staal aangepast. Zo is van type 405 (EN 1.4002), dat nominaal 11%Cr bevat, het koolstofgehalte verlaagd en er is een kleine hoeveelheid van 0,20% aluminium toegevoegd om de vorming van austeniet bij hoge temperatuur te beperken, waardoor de harding wordt verminderd tijdens het lassen. Voor maximale ductiliteit en corrosieweerstand is echter een warmtebehandeling na lassen noodzakelijk. Aanbevelingen voor lassen omvatten het gebruik van lastoevoegmetaal van hetzij het type 430 hetzij het type 309 (EN 1.4833), waarbij laatstgenoemde daar wordt gebruikt waar verhoogde lasductiliteit wordt gewenst.
Superferritisch roestvast staal
In de late jaren 60 van de vorige eeuw, herkenden onderzoekers dat een nieuwe generatie ferritisch roestvast staal met hoge gehaltes aan Cr en Mo, ook wel aangeduid als superferritisch roestvast staal, beschikt over een gunstige combinatie van goede mechanische eigenschappen en weerstand tegen algemene corrosie, putcorrosie en scheurvormende spanningscorrosie. Deze eigenschappen maken ze tot aantrekkelijke alternatieven voor austenitisch roestvast staal, dat veel geplaagd wordt door scheurvormende spanningscorrosie. Er werd geredeneerd dat de vorming van martensiet (alsmede de noodzaak van voorverwarmen en warmtebehandelen na het lassen) in deze nieuwe ferritische legeringen achterwege kon worden gelaten door middel van controle van het gehalte aan interstitiële elementen (koolstof, zuurstof en stikstof), hetzij door middel van ultrahoge zuiverheid of door middel van stabilisering met titaan of niobium. De lassen zouden dus bestand zijn tegen corrosie, sterk en ductiel en dat allemaal in de gelaste toestand. Om deze resultaten te behalen werden elektronenbundelvacuüm, vacuüm en argon-zuurstof ontkoling en vacuüm inductiesmeltprocessen toegepast. Vanaf het begin ontwikkelden zich twee basis ferritische legeringsystemen:
- ultrahoog zuiver: Het (C+N) interstitiële gehalte is minder dan 150 ppm.
- middelmatig zuiver: Het (C+N) interstitiële gehalte is meer dan 150 ppm.
Het chroomgehalte van deze legeringen loopt in het algemeen van 25 tot 28% met ca. 3%Mo (sommige legeringen bevatten minder Mo). Nikkeltoevoeging wordt toegevoegd tot een maximum niveau van 4%. Hoewel niet algemeen vermeld in de chemische-samenstellingsspecifiacties van de legeringen, moet worden gezegd dat zuurstof en waterstof schadelijk zijn en dat hun gehalte zorgvuldig moet worden beperkt. De unieke eigenschappen in de gelaste toestand van superferritisch roestvast staal zijn mogelijk geworden door het verkrijgen van zeer lage verontreinigingen niveaus (waaronder koolstof, stikstof, waterstof en zuurstof) en door het verkrijgen van een balans tussen niobium en/of titanium en koolstof. Om deze reden moet dan elke voorzorgsmaatregel worden genomen en moeten lasprocedures worden gekozen waarbij optimale gasbescherming en reinheid worden betracht om opname van koolstof, stikstof, waterstof en zuurstof te voorkomen. Voor maximum corrosieweerstand, alsmede maximale sterkte en taaiheid, wordt meestal het TIG-lasproces gespecificeerd met een met het basismetaal overeenstemmend lastoevoegmetaal. Er kunnen echter ook van het basismetaal verschillende hooggelegeerde laselektrodes worden gebruikt. In dat geval moet de keuze van het lastoevoegmetaal de integriteit van het ferritische systeem garanderen. Ongeacht welke van de nieuwe generatie ferritisch roestvast staal moet worden gelast, de volgende voorzorgen gelden als essentieel:
- De laskanten en aangrenzende oppervlakken moeten grondig worden ontvet met een oplosmiddel, zoals aceton, dat geen residu achterlaat. Dit verhindert opname van onzuiverheden, met name koolstof, voor het lassen. Het lastoevoegmetaal moet ook met de nodige zorgvuldigheid worden behandeld, ook om opname van onzuiverheden te voorkomen.
- Een lastoorts met een grote inwendige mondingdiameter, zoals 19 mm, alsmede een gaslens zijn noodzakelijk. Zuiver argon met een stromingssnelheid van 28 l/minuut is voor deze mondingsafmetingen noodzakelijk Verder is een slepende gasbescherming aan te bevelen, vooral bij het lassen van grote wanddiktes. Gebruik van deze apparaten zal de opname van stikstof en zuurstof tijdens het lassen drastisch beperken. Bescherming met argon als tegengas is ook essentieel. Waarschuwing: Procedures voor het lassen van austenitisch roestvast staal bevelen vaak het gebruik aan van stikstof als tegengas. Stikstof mag niet worden gebruikt voor het lassen van ferritisch roestvast staal. Standaard TIG-lasmethodes voor het lassen van roestvast staal zijn inadequaat en moeten daarom worden vermeden.
- Oververhitting en verbrossing door buitensporige korrelgroei in de las en WBZ moeten worden vermeden door de warmte-inbreng tot een minimum te beperken. Bij meervoudige lassen, moeten oververhitting en verbrossing worden vermeden door de interpass temperatuur beneden 95°C te houden.
- Om verbrossing verder nog tegen te gaan mag er geen voorwarmen (behalve ter verwijdering van vocht) of warmtebehandeling na het lassen worden toegepast. Warmtebehandeling na lassen wordt alleen gedaan bij conventioneel ferritisch roestvast staal.
- Het uiteinde van het lasdraad moet binnen de beschermgasmantel worden gehouden om verontreiniging met en opname van stikstof of zuurstof te voorkomen. Als de punt verontreinigd raakt moet er worden gestopt met lassen en moet de punt worden afgeknipt alvorens door te gaan.
- Voor de levering van beschermgas en tegengas mag geen gebruik worden gemaakt van een gassysteem dat is voorzien van een spruitstuk. Voor beide zijden van de las moet gebruik worden gemaakt van afzonderlijke gascilinders en alle leidingen moeten toetreding van ongewenste gassen onmogelijk maken. Om hierop te controleren moet er een soort knoop worden opgelast. Als alles in orde is moet deze glinsteren, als er sprake is van een dof uiterlijk dan is er ergens een lek in het systeem aanwezig.
Corrosie van duplex roestvast staal
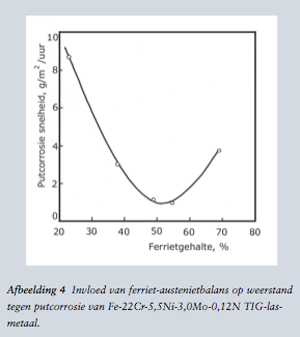
In gesmede toestand heeft duplex roestvast staal een microstructuur die bestaat uit redelijk gelijke hoeveelheden austeniet en ferriet. De nieuwe generatie duplex roestvast staal, die een samenstelling heeft die rond de Fe-26Cr-6,5Ni- 3,0Mo ligt, wordt geproduceerd met een laag gehalte aan koolstof en extra toegevoegd stikstof. Deze legeringen bezitten een goede weerstand tegen door chloriden veroorzaakte scheurvormende spanningscorrosie, putcorrosie en interkristallijne corrosie in de gelaste toestand. De verdeling van austeniet en ferriet in las en WBZ is van invloed op de corrosie-eigenschappen en mechanische eigenschappen van het staal. Afbeelding 4 toont de invloed van de ferrietaustenietverdeling op de weerstand tegen putcorrosie van een duplex roestvast staal. Om een goede balans tussen beide fasen te verkrijgen is het van belang dat zowel lastoevoegmetaal als basismetaal de juiste samenstelling bezitten. Zo kunnen er zonder extra nikkel in de laselektrode lassen worden gelegd die meer dan 80% ferriet bevatten. Zulke microstructuren bezitten zeer slechte taaiheid en inferieure corrosieweerstand. Om die reden wordt autogeenlassen niet aanbevolen, tenzij er een warmtebehandeling na het lassen kan plaatsvinden, hetgeen lang niet altijd mogelijk is. Om te komen tot een gebalanceerde structuur moeten voor het basismetaal een laag koolstofgehalte (-0,02%) en toevoeging van stikstof (0,1 tot 0,2%) worden gespecificeerd. Een laag koolstofgehalte helpt bij het minimaliseren van sensiteringseffecten en de stikstof vertraagt uitscheiding van chroom en molybdeen tijdens lassen. Stikstof versterkt ook het wederom vormen van austeniet in de WBZ en lasmetaal tijdens afkoelen. Er is aangetoond dat voor een goede weerstand tegen spanningscorrosie de las tenminste 25% ferriet moet bevatten. Het gemiddelde ferrietgehalte mag echter niet hoger zijn dan 60%. Dit betekent het gebruik van lastechnieken die met een minimum aan opmenging gepaard gaan, vooral in de grondnaad. Condities die vermenging van het lager nikkelhoudende basismetaal met het lasmetaal reduceren het algehele nikkelgehalte.
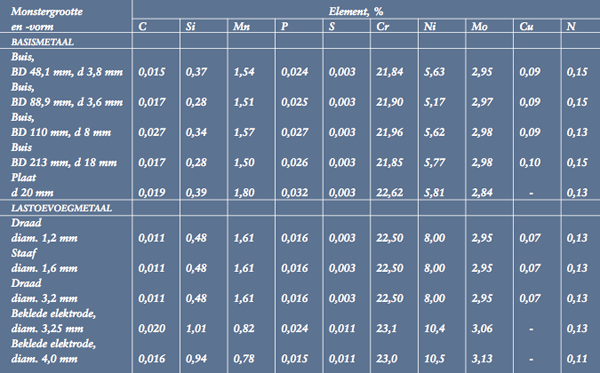
Lasmetaal met een lager nikkelgehalte zal een hoger ferrietgehalte bezitten, met als gevolg gereduceerde mechanische en corrosie eigenschappen. Zijn eenmaal duplex basismetaal en lastoevoegmetaal geselecteerd, dan is het tijd voor de keuze van een naadvorm en lasparameters die een warmte-inbreng en afkoelsnelheden mogelijk maken waarmee een gunstige balans van austeniet en ferriet in las en WBZ worden verkregen. Onderzoek heeft aangetoond dat de hoog-ferriet microstructuren die ontstaan tijdens lassen in laag-nikkelhoudend basismetaal en lasmetaal kan worden gewijzigd door aanpassing van de laswarmte-inbreng en afkoelsnelheid. In deze gevallen kan een gunstig gebruik worden gemaakt van een hogere warmte-inbreng die een lagere afkoelsnelheid oplevert omdat hierdoor meer tijd beschikbaar is, waarin ferriet kan overgaan in austeniet. Er zijn echter wat praktische aspecten om in overweging te nemen alvorens hogere warmte-inbreng toe te passen. Zo zal, indien de warmteinbreng wordt verhoogd, de opmenging met het basismetaal toenemen. Naarmate de hoeveelheid laag-nikkel basismetaal in de las toeneemt, zal het algehele nikkelgehalte van de neerslag dalen. Dit verhoogt het potentieel voor meer ferriet, met bijkomend verlies aan kerfslagsterkte, taaiheid en corrosieweerstand. Dit zou anders zijn als er gebruik wordt gemaakt van lastoevoegmetaal dat meer nikkel bevat dan het basismetaal. Korrelgroei en de vorming van verbrossende fasen zijn twee andere ongunstige effecten van hoge warmte-inbreng. Als er onzekerheid bestaat met betrekking tot de invloed die lasomstandigheden hebben op corrosiegedrag en mechanische eigenschappen, dan is een corrosieproef aan te bevelen. De invloed van verschillende lascondities op de diverse materiaaleigenschappen van legering 2205 (EN 1.4462; UNS S31803; Fe-22Cr-5,5Ni-3,0Mo-0,15N) is bestudeerd. De chemische samenstelling van het onderzochte materiaal is weergegeven in tabel 2.
Interkristallijne corrosie
Ondanks het gebruik van hoge boogenergieën (0,5 tot 0,6 kJ/mm) in combinatie met meervoudige lasgangen, kon met de Strausstest (ASTM A 262, practice E) geen signalen van sensitisering worden gevonden na buiging over 180°. De resultaten van de Huey-test (ASTM A 262, practice C) op onder-poederlassen lieten zien dat de corrosiesnelheid lichtjes toenam met de hoogte van de boogenergie. Ter vergelijking zij vermeld dat de corrosiesnelheid voor basismetaal typisch varieert tussen 0,15 en 1,0 mm/jaar, afhankelijk van de oppervlakteafwerking en de warmtebehandeling.
Putcorrosie
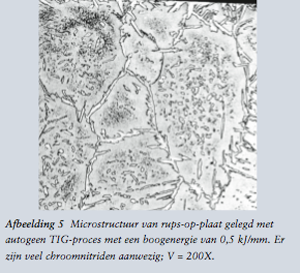
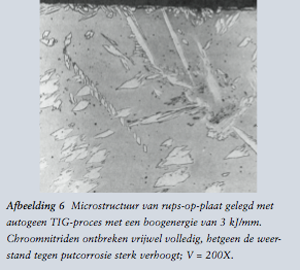
Er zijn putcorrosieproeven uitgevoerd in 10% FeCl3 bij 25 en 30°C volgens ASTM G 48. De proefresultaten met onder-poederlasmonsters wezen niet op significante veranderingen in de weerstand tegen putcorrosie als de boogenergie werd verhoogd van 1,5 tot 6 kJ/mm. Er deed zich putcorrosie voor langs de grens tussen twee tegen elkaar liggende lasrupsen. Aantasting werd veroorzaakt door invangen van slak in de las, daarom is verwijdering van slak ook zo belangrijk. TIG-lasmonsters (boogenergieën tussen 0,5 en 3 kJ/mm) vertoonden een opmerkelijke verbetering van de weerstand tegen putcorrosie bij verhoging van de boogenergie. Wilden de lasmonsters de FeCl3 proef bij 30°C doorstaan, was er een boogenergie van tenminste 2 kJ/mm nodig. Autogene lassen (geen nikkelverrijking) waren tamelijk inferieur, met hogere boogenergieën kon hierin verbetering worden aangebracht. Onderzoek van een 2205-lasmicrostructuur toonde aan waarom hoge boogenergieën een gunstige invloed hebben op de weerstand tegen putcorrosie. De aanwezigheid van chroomnitriden in de ferrietfase verlaagt de weerstand tegen putcorrosie van het lasmetaal en van de WBZ bij duplex roestvast staal. Lasmetaal en WBZ die worden gevormd als er wordt gelast met lage boogenergieën bevatten een aanzienlijke hoeveelheid chroomnitride (Cr2N), zie afbeelding 5. De uitscheiding van chroomnitride verdwijnt echter als er wordt gelast met een boogenergie van 3kJ/mm, zie afbeelding 6. De resultaten van FeCl3-proeven op onder-poederlassen laten zien dat alle lasoppervlakken de proef goed doorstaan bij 30°C, dus zonder putcorrosie, ongeacht de boogenergie in het interval van 2 tot 6 kJ/mm. De las aan de achterkant daarentegen, die als eerste was gelegd kwam niet ongeschonden door de proef. Het schadelijke effect van hoge boogenergieën op de weerstand tegen putcorrosie van het lasmetaal van de grondnaad was verrassend. Potentiostatische proeven uitgevoerd in een 3% NaCl-oplossing bij 400 mVSCE bevestigden deze waarnemingen. Microscopisch onderzoek van de gehele lasverbinding liet zeer fijne austenietuitscheidingen zien, in het bijzonder in de tweede lasrups, maar ook in de grondnaad. Hoe hoger de boogenergie des te meer austeniet er van deze soort aanwezig was. Nitriden en fijne austenietuitscheidingen hebben dus een ongunstige invloed op de weerstand tegen putcorrosie. De weerstand van 2205 tegen putcorrosie hangt af van verscheidene factoren, met name van de Cr2N-uitscheiding in de grove ferrietkorrels bij snelle afkoeling vanaf temperaturen boven ongeveer 1200°C. Het schijnt moeilijk te zijn om deze uitscheiding tegen te gaan met name in de WBZ, waarvan de structuur uitsluitend wordt bepaald door de thermische cyclus van het lassen. Vanuit dit standpunt bezien is het gebruik van een zo hoog mogelijke boogenergie wenselijk bij elke lasgang. De afkoelsnelheid zal dan echter langzamer zijn (maar niet zo langzaam dat er 475° verbrossing kan optreden). Als er geen restricties waren met betrekking tot de hoogte van de interpasstemperatuur, dan zou de warmte die wordt geproduceerd bij voorgaande lasgangen kunnen worden gebruikt om de afkoelsnelheid nog verder te verlagen in het kritische temperatuurgebied boven ongeveer 1000°C. Demaximum aanbevolen interpasstemperatuur voor 2205 is echter 150°C.
Deze grenswaarde schijnt echter niet kritisch te zijn en zou kunnen worden verhoogd tot 300°C. Er dient echter te worden gewaakt voor buitensporige korrelgroei, omdat die nadelig is voor ductiliteit en kerfslagsterkte. De uitgescheiden fijne austeniet schijnt geen al te nadelige invloed op de weerstand tegen putcorrosie uit te oefenen en heeft verder een gunstige uitwerking op de ductiliteit en kerfslagsterkte.
Scheurvormende spanningscorrosie
De weerstand tegen scheurvormende spanningscorrosie van 2205 in beluchte, geconcentreerde chlorideoplossingen is zeer goed. De invloed van lassen is vanuit een praktisch oogpunt te verwaarlozen. De drempelspanning voor lassen, als voor het ongelaste basismetaal bij proeven in CaCl2- oplossingen, kan 90% bedragen van de treksterkte. Ook in milieus die zowel H2S als chloriden bevatten, is de weerstand tegen aantasting vrijwel net zo hoog als die van het basismetaal. In dit soort milieu is echter van belang om een te hoog ferrietgehalte te vermijden in zowel las als WBZ. Voor normaal lassen van verbindingen zal het resulterende ferrietgehalte geen moeilijkheden opleveren, maar in geval van reparatielassen, kan het ferrietgehalte te hoog worden en soms oplopen tot meer dan 75%, hetgeen moet worden vermeden. Om de goede weerstand tegen scheurvormende spanningscorrosie te behouden, mag het ferrietgehalte niet lager zijn dan 25%. Een andere reden om grove microstructuren te vermijden (die het gevolg zijn van te hoge laswarmte) is de resulterende ongelijkmatige plastische vloei, die plaatselijk spanningen kan oproepen en preferente corrosie en scheuring kan veroorzaken.
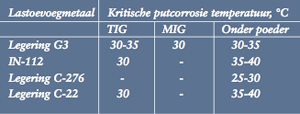
Gebruik van hooggelegeerd lastoevoegmetaal
Bij kritische putcorrosietoepassingen, kan de weerstand tegen putcorrosie van het lasmetaal worden verhoogd door gebruik te maken van lastoevoegmetaal met hoge Ni-Cr- Mo-gehalten. De corrosieweerstand van zulk laswerk bij Ferralium 255 (EN 1.4507) is te zien in tabel 3. Voor dezelfde lastechniek is te zien dat gebruik van hooggelegeerd lastoevoegmetaal de weerstand verhoogt.