


Corrosie overwegingen bij het ontwerpen van chemische en petrochemische fabrieken en installaties (deel 2: Lokale Corrosie)
De diverse vormen van lokale corrosie zijn een grotere bron van zorg voor de ontwerper (en beheerder) van een installatie of fabriek omdat het doorgaans moeilijk is om een accurate penetratiesnelheid te voorspellen, moeilijk is te volgen en het kan als gevolg daarvan, met name in het geval van scheurvormende spanningscorrosie, onverwacht plaatsvinden.
door A.J Schornagel
Scheurvormende spanningscorrosie
Er worden steeds weer nieuwe metaal/milieu combinaties gevonden die scheurvormende spanningscorrosie geven. Combinaties die inmiddels gevonden zijn tijdens bedrijf zijn onder andere titanium in rood rokend salpeterzuur; polythionzuur en roestvast staal. Scheurvormende spanningscorrosie onder invloed van chloriden is een voortdurende bron van zorg bij roestvast staal. Het wordt vrijwel altijd veroorzaakt door concentratie van chloride ionen uit een bulk elektrolyt dat op zichzelf geen scheuring veroorzaakt. De ontwerper beschikt in theorie over vier graden van vrijheid om het probleem te omzeilen:
- Verminderen van spanningen - hoewel er succes wordt geclaimd voor spanningsarm gloeien bij 900°C, bestaat er gerede twijfel of dit, uitgezonderd in gevallen van marginaal risico, een betrouwbare methode is om scheurvormende spanningscorrosie van austenitisch roestvast staal tegen te gaan.
- Vermijden van situaties waarin de chloride concentratie kan toenemen. Enkele omstandigheden waarin dat in de praktijk kan optreden zijn hieronder vermeld, waarbij tevens is te zien dat controle niet echt kan worden gegarandeerd:
- Onder neerslagen op warmte overdragende oppervlakken.
- Aan een damp/vloeistof grensvlak in aanraking met een warmte overdragende oppervlak.
- Bij een lek waar verdamping van lekkende vloeistof plaats vindt, bijvoorbeeld bij een lekkende verbinding.
- Waar vloeistof kookt in een begrensde ruimte (bijvoorbeeld een spleet tussen pijp en pijpenplaat), een thermowell, niveaumeters, of op plaatsen waar initiële condensatie van damp plaatsvindt gevolgd door weer verdampen.
- Tijdens een bedrijfstop waar damp die chloriden bevat condenseert en die weer verdampt als er weer wordt opgestart.
- In een systeem waar chloride continu kan worden gerecyceld, bijvoorbeeld bij een destillatieproces waar er recycling optreedt van een fractie van het destillaat, hier kan opzameling van chloride plaatsvinden op de bodem van de destilleerder.
- Handhaven van de temperatuur van de chloride houdende vloeistof die in aanraking is met het roestvast staal op maximaal 70°C. Procesontwerp overwegingen beperken deze benadering.
- Gebruik maken van een legering met een hogere weerstand tegen scheurvormende spanningscorrosie of een die immuun is. Er kan gebruik worden gemaakt van ferritisch roestvast staal als ook hun weerstand tegen uniforme corrosie voldoende is.Van molybdeen houdend ferritisch roestvast staal met extra laag gehalte aan interstitiële elementen wordt beweerd dat het dezelfde corrosieweerstand heeft als roestvast staal uit de 300-reeks en dat het nagenoeg immuun is tegen scheurvormende spanningscorrosie. Verder staat ook duplex roestvast staal ter beschikking dat een superieure weerstand tegen scheurvormende spanningscorrosie bezit, hoewel het toch ook scheuring vertoonde in zure chloride houdende milieus. Roestvast staal dat 18% Cr, 18% Ni en 2 - 3% Si bevat wordt ook met succes gebruikt op plaatsen waar type 304 scheuring vertoonde.
- Legeringen met hoog nikkelgehalte zijn beter bestand tegen door chloriden opgewekte scheurvormende spanningscorrosie en legering 825 heeft de plaat ingenomen van type 321 roestvast staal voor stoom expansiestukken, omdat bij laatstgenoemde af en toe scheuring werd geconstateerd als gevolg van met chloride verontreinigde stoom die tijdens bedrijfsstop condenseerde in de plooien en weer verdampte bij het opstarten.
- Titanium is immuun voor door chloride geïnduceerde scheurvormende spanningscorrosie maar is aanzienlijk duurder dan austenitisch roestvast staal.
Putcorrosie
Putcorrosie bij roestvast staal kan gewoonlijk worden vermeden door correcte specificatie van een staaltype, waarbij type 316 de normale keus is als putcorrosie waarschijnlijk is. Sommige duplex typen bezitten zelfs betere weerstand tegen putcorrosie dan type 316 en zij dienen in overweging te worden genomen in milieus waar sterke putcorrosie is te verwachten. Titanium is nagenoeg immuun tegen putcorrosie en voor condensors die worden gekoeld met zeewater wordt gebruik gemaakt van koper-nikkel legeringen zoals Cu-25Ni-20Cr-4,5Mo.
Spleetcorrosie zonder warmte overdracht
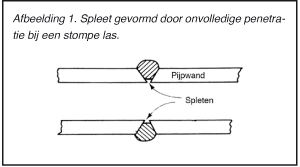
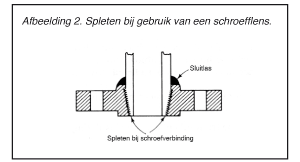
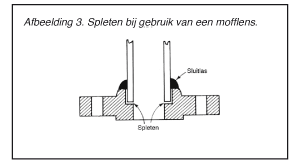
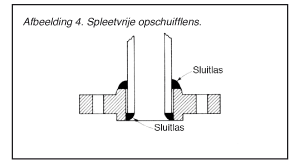
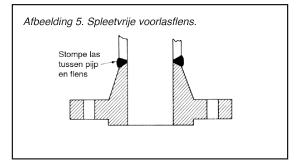
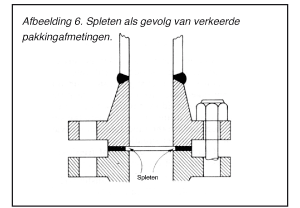
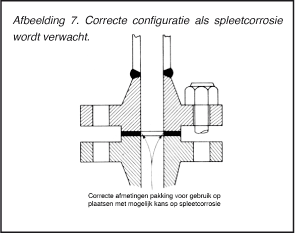
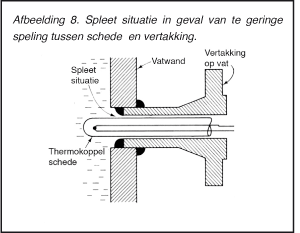
Daar dit een fenomeen is dat die legeringen beïnvloedt die afhankelijk zijn van diffusie van een oxiderend middel (gewoonlijk zuurstof) naar het metaaloppervlak ter handhaving van hun passiviteit, laat dit twee vrijheidsgraden open voor de ontwerper om dit probleem te omzeilen. De eerste is het kiezen van een legering die niet afhankelijk is van een oxidefilm voor zijn corrosieweerstand. Dit is in het geval van het vervangen van conventioneel austenitisch roestvast staal een tamelijk kostbare optie. Een alternatief is het kiezen van een passieve legering waarvan de passiviteit minder kritisch is in termen van verversing van een oxiderend middel aan het metaaloppervlak. Als verbetering ten opzichte van type 316 kan worden uitgeweken naar een duplex roestvast staal zoals bijvoorbeeld Ferralium of naar een hoger gelegeerd roestvast-staaltype op basis van 25%Cr-20%Ni zoals bijvoorbeeld 2RK65 of 904L, die allen niet alleen beter bestand zijn tegen spleetcorrosie, maar ook tegen uniforme corrosie en scheurvormende spanningscorrosie. De tweede vrijheidsgraad is het “weg ontwerpen” van spleten daar waar dat mogelijk is, waarbij moet worden bedacht dat spleetcorrosie ook onder neerslagen kan optreden. Spleetcorrosie bij een stompe las met onvolledige doorlassing van de grondnaad is een veel voorkomend geval (afbeelding 1). Waar inwendige inspectie niet mogelijk is en spleetcorrosie waarschijnlijk wordt geacht, kan van elke las een röntgen opname worden gespecificeerd. Correct flensontwerp is belangrijk. Zo geven geschroefde flenzen (afbeelding 2) en mofflenzen (afbeelding 3) spleten, terwijl opzetflenzen (afbeelding 4) en voorlasflenzen (afbeelding 5) ontwerpen zijn waarbij spleten worden vermeden. Lasflenzen hebben het bijkomend voordeel dat de stompe las met de aangrenzende pijp kan worden geradiografeerd terwijl dat bij de hoeklassen bij de opzetflenzen niet mogelijk is. Slechte fusie die resulteert in een spleet kan dan niet worden gedetecteerd. Spleetcorrosie doet zich vaak voor bij flensverbindingen met pakking. Pakkingen dienen de juiste afmetingen te hebben met een correcte binnendiameter.Afbeelding 6 laat zien hoe een spleet ontstaat als er een pakking die niet aan de standaard voldoet of de onjuiste afmetingen heeft wordt gemonteerd. Afbeelding 7 laat de juiste configuratie zien voor gevallen waar spleetcorrosie waarschijnlijk wordt geacht. Aftakkingen voor het plaatsen van thermokoppels moeten ruim bemeten worden zodat er geen spleet wordt gecreëerd (afbeelding 8).
Spleetcorrosie met warmte overdracht
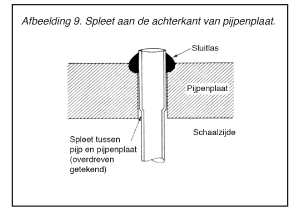
Hierbij kunnen zeer hoge corrosiesnelheden worden bereikt. Een klassieke situatie waarbij dit optreedt is bij de spleet aan de achterkant van een pijpenplaat in een pijpen-warmtewisselaar (afbeelding 9). Een warmtewisselaar pijp wordt in de pijpenplaat geëxpandeerd waarbij er een verbinding ontstaat. Om uitstulping van de pijp buiten de begrenzing van de pijpenplaat tegen te gaan vindt de expansie nooit over de gehele dikte van de pijpenplaat plaats en een spleet is het gevolg. In de spleet kan plaatselijk koken optreden, dat gepaard gaat met concentratie van corroderende stoffen (chloride spanningscorrosie scheuring van austenitisch roestvast staal kan op deze wijze plaatsvinden). In geval van gas-vloeistof warmtewisselaars waarbij gas door de pijpen stroomt, hoeven er geen lokale kookverschijnselen op te treden omdat de hoge snelheid waarmee warmte uitwisseling plaatsvindt al voldoende is om corrosie in de spleet te stimuleren. De ontwerper beschikt over drie vrijheidsgraden om dit probleem bij pijpen-warmtewisselaars aan te pakken:
- Verlaging van de warmte overdracht aan de voorste pijpenplaat door inzetstukken in de pijpen te plaatsen.
- Door het corrosieve milieu door de pijpen te leiden en de hete damp er buiten op voorwaarde dat het materiaal van de omhullende schaal hier tegen kan; dit is de normale configuratie voor met stoom gevoede warmtewisselaars.
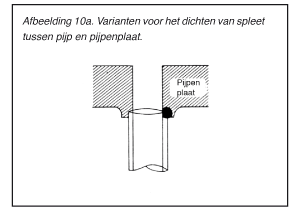
- Het dichtlassen van de spleet tussen pijpen en pijpenplaat aan de achterkant van de pijpenplaat (afbeeldingen 10.a en 10.b). Deze techniek werkt echter sterk kostenverhogend.
Corrosie van lassen
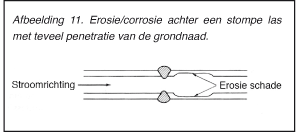
Spleetcorrosie bij stompe lassen wegens slechte penetratie is te zien op afbeelding 1. Als er daarentegen een grote lasrups uitsteekt aan de binnenzijde van de pijp dan kan stroomafwaarts van deze plaats erosie-corrosie optreden als gevolg van de turbulentie die dit obstakel teweeg brengt (afbeelding 11). In beide gevallen ligt de fout waarschijnlijk in onjuiste plaatsing van de laskanten tijdens lassen. Selectieve corrosie van de warmte beïnvloede zone van een als treedt meestal op in bepaalde milieus, als er gebruik wordt gemaakt van ongestabiliseerd roestvast staal. De voor de hand liggende remedie is het gebruik van roestvast-staaltypen met een extra laag koolstofgehalte, zoals de typen 304L, 316L of van een gestabiliseerd type, zoals bijvoorbeeld 321 en 347. Knifeline aantasting langs de rand van de las komt niet vaak voor en hopelijk komt het naar voren tijdens voorafgaande corrosieproeven. Voor zowel corrosie van de warmte beïnvloede zone (interkristallijne aantasting) en knifeline aantasting kunnen de warmte inbreng tijdens lassen en de tijd op temperatuur een kritische invloed hebben op de ernst van de aantasting. Beide factoren kunnen van lasser tot lasser variëren, zodat ook het werk van de lassers dient te worden geëvalueerd.
Erosie corrosie
Erosie corrosie in enkelfazige vloeistofsystemen wordt gekarakteriseerd door een maximaal aanvaardbare vloeistofsnelheid voor een gegeven materiaal. In het algemeen mogen de snelheden in rechte pijpen niet hoger zijn dan 50% van deze maximum snelheid omdat op bepaalde plaatsen turbulentie kan optreden die gepaard gaat met hoge snelheden welke bij deze snelheid worden opgeteld. Waar mogelijk moeten scherpe veranderingen in diameter en stromingsrichting worden vermeden. Bochten moeten geleidelijk verlopen, T-verbindingen moeten waar mogelijk worden vermeden en diameterreducties moeten ook geleidelijk verlopen. Waar turbulentie niet kan worden vermeden, zoals achter pompen, regelkleppen en meetflenzen, is het aan te bevelen om korte secties te overwegen (zeg 3 m) van een materiaal met hogere weerstand tegen erosie corrosie. Elk stuk apparatuur waarin turbulentie optreedt, zoals in pompen en regelkleppen, dient te worden gefabriceerd van materiaal dat bestand is tegen hogere stroomsnelheden. Als de snelheid niet laag genoeg kan worden gehouden is de plaatsing van keerschotten te overwegen. Zo’n keerschot wordt vaak tegenover de vloeistof inlaat geplaatst aan de schaalkant van pijpen-warmtewisselaars om de pijpen daar te beschermen waar de vloeistof ze anders zou raken.
De inlaatzijde aan de pijpenkant is een sterk turbulente regio en er wordt wel gebruik gemaakt van nylon inzetstukken om erosie tegen te gaan. Waar de stroom tweefazig is gelden dezelfde regels behalve dat een erosie-snelheidslimiet moeilijker is te specificeren.
Erosie corrosie van pompwaaiers, pomphuizen en slijtplaten kan veel overlast veroorzaken. Positieve verdringerpompen geven veel minder turbulentie dan centrifugaalpompen of axiale-stromingspompen en dienen waar mogelijk te worden gebruikt in kritische omstandigheden waar erosie bijzonder sterk is of waar de aanvaardbare afwijking van de ontwerphoeveelheden gering is. Dit soort pompen hebben echter lage opbrengstsnelheden en voor hogere opbrengsten moet er toch gebruik worden gemaakt van pompen die meer turbulentie veroorzaken. Voor zeer zware omstandigheden is het inplannen van extra onderhoud de enige manier om het probleem het hoofd te bieden. Ervaring heeft geleerd dat bij zware omstandigheden centrifugaalpompen met gesloten waaier minder gevoelig zijn voor erosie dan het open type. Vervangbare bekleding kan ook worden overwogen ter bescherming van het pomphuis.