


Corrosie overwegingen bij het ontwerpen van chemische en petrochemische fabrieken en installaties (deel 1: algemene corrosie)
Chemische en petrochemische fabrieken en installaties worden doorgaans gebouwd volgens een turnkey overeenkomst. Hierbij zorgt een partij voor ontwerp, bouw en oplevering in werkende staat. Dergelijke bouwwerken worden tegen een zo laag mogelijke prijs aangeboden en dat betekent dat de goedkoopste materialen worden gebruikt. In geval van chemische en petrochemische fabrieken wordt zoveel mogelijk koolstofstaal gebruikt. Keuze van hoogwaardiger materiaal zoals bijvoorbeeld roestvast staal of nog exotischer leidt binnen de burelen van de aannemer van het contract tot verhitte discussies, waarbij niet zelden de materials/corrosion engineer het onderspit delft tegen de cost engineer.
door A.J Schornagel
Inleiding
Factoren die van invloed zijn op de keuze van een ontwerp voor een chemische fabriek of installatie zijn samengevat in afbeelding 1.
Ontwerpfilosofie
De chemische en petrochemische industrie zijn zeer kapitaalintensief en dat heeft twee belangrijke implicaties voor de ontwerper van een installatie. De kapitaal dat nodig is voor het financieren van een nieuwe fabriek is een alles bepalende factor bij het bepalen of een dergelijke investering levensvatbaar is of niet. Er zal derhalve altijd druk worden uitgeoefend op diegene die de materialen specificeert om bepaalde materialen niet te “overspecificeren”. Daar staat tegenover dat de kosten van een bedrijfstop hoog kunnen oplopen en dit creëert een minimum risico filosofie die regelrecht ingaat tegen de kapitaalkosten factor. Het evenwicht tussen deze twee factoren moet duidelijk worden afgewogen om de ontwerper in staat te stellen om effectief te werk te kunnen gaan. De materiaalkeuze vanuit het standpunt van mechanische eigenschappen moet zijn gebaseerd op ontwerpvoorwaarden.Vanuit een corrosie standpunt moet echter worden onderkend dat de ontwerpvoorwaarden grensbepalend zijn en dat de fabriek/installatie/apparatuur voor het grootste deel van hun levensduur moeten werken onder “proces condities”. Voor de beslissing met betrekking tot de vereiste corrosie-weerstandseigenschappen is het noodzakelijk om aan de hand van een studie van de bedrijfstechnische voorwaarden, vast te stellen hoe ver, hoe lang en hoe vaak de proces condities mogen afwijken van de normale waarden.
Invloed van de procesvariabelen
De reactiesnelheid van een chemische reactie wordt beïnvloed door druk, temperatuur, concentratie van de reagerende stoffen, kinetische factoren zoals agitatie, en de aanwezigheid van een katalysator. Daar de levensvatbaarheid van een fabriek niet alleen afhangt van de reactie efficiëntie maar ook van kapitaalskosten en onderhoudskosten, kan het economischer zijn om een procesvariabele te wijzigen opdat er een goedkoper constructiemateriaal kan worden gebruikt. De flexibiliteit die de ontwerper ter beschikking staat hangt af van hoe gevoelig de reactie efficiëntie is voor een verandering in zo’n procesvariabele. Daar waar bijvoorbeeld het risico van door chloriden geïnitieerde scheurvormende spanningscorrosie groot is wordt de procestemperatuur een kritische variabele. Het kan dan economischer zijn om de procestemperatuur te verlagen tot onder 70°C, een praktische drempelwaarde voor deze vorm van scheurvorming, dan om extra kosten te maken voor het gebruik van constructiemateriaal dat bestand is tegen chloride spanningscorrosie. Druk heeft minder invloed op corrosiesnelheden dan temperatuur, hoewel druk wel een groot effect heeft op sommige vormen van waterige corrosie bij hoge temperaturen, zoals bijvoorbeeld waterstofaantasting. Inslagaantasting daarentegen wordt in bepaalde instanties beïnvloed door de druk. Dus als een gas is opgelost onder druk en de druk wordt verlaagd dan komen er gasbelletjes vrij die in aanzienlijke mate kunnen bijdragen aan inslagaantasting indien ze vrijkomen in een snelstromende vloeistof. Drukverlaging dient in zulke gevallen plaats te vinden op een plaats waar de stromingssnelheid laag is. Een voorbeeld waar de concentratie van de reagerende stoffen uitsluitend wordt beheerst door corrosie overwegingen is bij de productie van geconcentreerd salpeterzuur. De verhouding HNO3 : H2SO4 van de toegevoerde zuren wordt bepaald door de noodzaak om het overschietende zwavelzuur op een concentratie van > 70% w/w te houden, bij welke concentratie het kan worden getransporteerd via giet-ijzeren pijpen en kan worden opgeslagen na afkoeling in koolstof-stalen tanks.
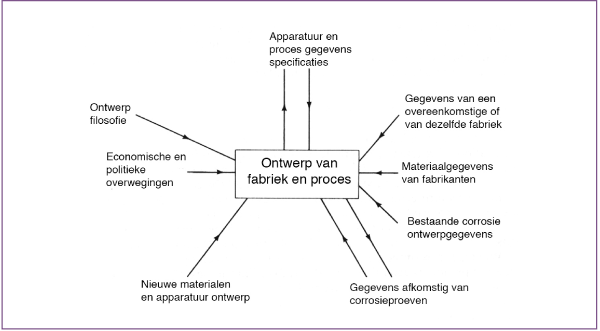
Afbeelding 1. Factoren die van invloed zijn op het ontwerp van fabriek en proces.
Ontwerp apparatuur
Uit de praktijk is gebleken dat een groot deel van alle gebreken in metallische pijpleidingen en apparatuur plaatsvinden binnen een periode van vier jaar en dat hiervan corrosie ruim de helft voor zijn rekening neemt. Van die corrosiegevallen nemen algemene corrosie en scheurvormende spanningscorrosie elk ongeveer eenderde voor hun rekening en putcorrosie en interkristallijne corrosie elk eenzesde. Er kunnen enige algemene opmerkingen worden gemaakt betreffende het ontwerp van apparatuur in connectie met enkele van de belangrijkere typen corrosie.
Algemene corrosie
Als de snelheid van algemene corrosie van een bepaald materiaal in een bepaald medium voldoende is gekarakteriseerd in het ontwerpstadium, dan kan de ontwerper in bepaalde gevallen een materiaal kiezen dat gevoelig is voor corrosie maar waarbij een geschikte corrosietoeslag wordt gegeven. Deze benadering kent echter beperkingen. Zo is het gebruikelijk om een corrosietoeslag van 6 mm gegeven voor de omhulling van een warmtewisselaar, maar om dat ook bij de wanddikte van de pijpen te doen is niet praktisch en dus moet er of een resistenter materiaal worden gebruikt of er moet na verloop van een bepaalde periode een pijpenwisseling als onderdeel van het ontwerp worden ingepland. Algehele economische overwegingen dicteren de te nemen weg. Corrosie met vorming van onoplosbare corrosie producten kunnen onacceptabel zijn op plaatsen waar warmte uitwisseling plaatsvindt. Verontreiniging door corrosieproducten moet worden geaccepteerd als de kosten van apparatuur van de gewenste afmetingen plus de extra kosten van het gebruik van een bestendiger materiaal lager uitvallen dan het gebruik van apparatuur dat wegens de toegepaste corrosietoeslagen groter/zwaarder uitvalt plus de kosten van een bedrijfsstop om de verontreinigde oppervlaken te reinigen. Specificaties met betrekking tot productzuiverheid bepalen hoeveel oplosbare corrosieproducten toelaatbaar zijn.
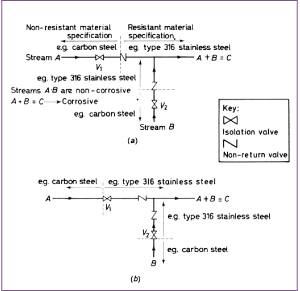
Afbeelding 2. Onjuist (a) en juist (b) ontwerp van onderdelen, waar een scherpe verandering in corrosiviteit optreedt.
In veel installaties is een bepaald deel van het proces betrekkelijk oncorrosief, zodat er gebruik kan worden gemaakt van goedkoop constructiemateriaal, terwijl in een daaropvolgende sectie het proces bijzonder corrosief is, waardoor er corrosievaster materiaal moet worden gebruikt. Het grensvlak tussen beide gedeelten moet met de nodige zorg worden ontworpen om corrosie in het eerste gedeelte te voorkomen tijdens een bedrijfsstop als gevolg van bijvoorbeeld terugstroming van corrosieve vloeistoffen. De afbeeldingen 2a en 2b tonen respectievelijk een incorrect en een correct ontwerp. Het basisprincipe dat hier geldt dat een er geen eenrichtingsafsluiter mag worden gebruikt om een deel van het systeem te isoleren . In dit geval moet de bedieningshandleiding instructies bevatten om de afsluiters V1 en V2 te sluiten als de processtroom gedurende een bepaalde tijd wordt stopgezet. Een veel voorkomend geval waarbij intense algemene corrosie optreedt in een zeer beperkt deel van de installatie doet zich voor waar een verdampt zuur condenseert. In dampvorm is een zuur gewoonlijk niet corrosief, maar eenmaal gecondenseerd kan het alleen met zeer duur materiaal worden verwerkt. Een andere variatie op dit thema is die waarbij alleen in het gebied van initiële condensatie sprake is van een corrosieprobleem, waarbij hetzij de condens/hernieuwd koken conditie bijzonder corrosief is, of dat er alleen corrosie optreedt op of bij het kookpunt. Er zijn een aantal ontwerpvarianten mogelijk om zulke situaties het hoofd te bieden:
- Als het zuurcondensaat corrosief is, kan een neutraliseermiddel, bijvoorbeeld ammonia of neutraliserende amines, worden ingespoten in de dampstroom om tezamen te condenseren met de zuurdamp.
- Waar het corrosieprobleem beperkt blijft tot condens/hernieuwd koken situaties, waar het condensaat weer aan de kook wordt gebracht kan het antwoord zijn gelegen in het gebruik van resistent materiaal ter plaatse van het kritisch gebied. Dit wordt in de praktijk gedaan bij het condenseren van salpeterzuurdamp (afbeelding 3). Er treedt eerst condensatie op in de verhitter van het ketelvoedingswater. De spiraal waardoor het ketelvoedingswater stroomt is gemaakt van Fe-18Cr-8Ni + Nb (type 347) en bevat geen lassen. Gecondenseerde zuren druppen van de spiraal op de schaal waar ze weer aan de kook kunnen raken. Om die reden is de schaal bekleed met titanium.
- Daar waar het zuurcondensaat corrosief is en er geen neutraliseermiddelen kunnen worden gebruikt, moet er worden uitgeweken naar resistent materiaal.
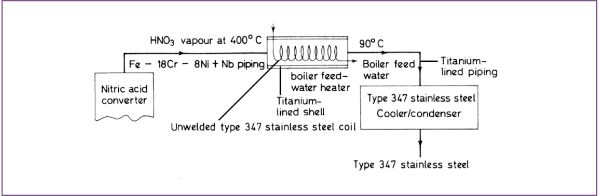
Afbeelding 3. Materiaalkeuze ter controle van corrosie in een salpeterzuurfabriek.