


Aluminium-matrix composieten (deel 3)
In het derde deel zal nader worden ingegaan op vervaardigingswijzen van aluminium-matrix composieten en hun mechanische en fysische eigenschappen.
De ingrediënten voor de fabricage van versterkte aluminium composieten omvatten de aluminiumlegering, een stikstofatmosfeer en de aanwezigheid van magnesium. Tijdens verwarmen tot de infiltratietemperatuur (~750°C), reageert het magnesium met de stikstofatmosfeer waarbij magnesiumnitride (Mg3N2) wordt gevormd. Mg3N2 bevordert de infiltratie, waardoor het mogelijk is dat de aluminiumlegering de versterkende fase binnendringt zonder dat hierbij druk behoeft te worden uitgeoefend of dat er een vacuüm hoeft te worden getrokken. Tijdens infiltratie wordt het Mg3N2 gereduceerd door het aluminium waarbij een geringe hoeveelheid AlN ontstaat. Het AlN wordt aangetroffen als fijne uitscheiding en als een dunne film op het oppervlak van de versterkende fase. Tijdens deze reactie komt er magnesium vrij in de legering. De vaakst gebruikte gegoten composiet die via het metaal-infiltratieproces is gefabriceerd is een Al-10Si-1Mg-legering, die is versterkt met 30 vol-% SiC. De 1% Mg die in deze legering aanwezig is, is het gevolg van reductie van het Mg3N2 tijdens de infiltratie. Deze composiet wordt gebruikt voor alle gietprocessen met uitzondering van spuitgieten. De composiet die in het bijzonder voor spuitgieten wordt gebruikt komt overeen met voornoemde composiet, maar bevat ook nog 1% Fe. Voor het feitelijke infiltratieproces of in de gietpan voor het gieten kunnen er nog legeringsaanpassingen plaatsvinden. De enige algemene eis die wordt gesteld aan het systeem is de aanwezigheid van magnesium, zodat er zich Mg3N2 kan vormen. Voor SiC-houdende systemen, moet er Si in voldoende hoeveelheden aanwezig zijn om de vorming van Al4C3 te onderdrukken. Composieten die bestaan uit met Al2O3 versterkt aluminium kunnen eveneens op deze wijze worden vervaardigd. Een belangrijk toepassingsgebied voor drukloze infiltratie met gesmolten metaal zijn omhulsels voor elektronische onderdelen. Vergeleken met conventionele aluminiumlegeringen, bezitten composieten met een hoge vullingsgraad aan SiC-deeltjes aanzienlijk lagere uitzettingscoëfficiënten en aanzienlijk hogere elasticiteitsmoduli, bij weinig of geen achteruitgang in thermische geleidbaarheid of dichtheid (tabel 1).
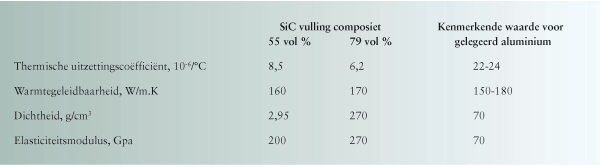
Tabel 1 Fysische eigenschappen van een Al/SiC/xxp MMC voor elektronische toepassingen.
Opspuiten
Opspuiten omvat het vernevelen van een smelt waarna, in plaats van de druppeltjes toe te staan om volledig te stollen zoals dat bij de fabricage van metaalpoeder het geval is, de half-vaste druppeltjes worden verzameld op een ondergrond. Het proces is een hybride snelle-stollingsproces, omdat het metaal een snelle overgang doormaakt van vloeibaar naar vast, gevolgd door langzame afkoeling tot kamertemperatuur. Dit resulteert in een verfijnde korrel- en uitscheidingsstructuur zonder significante toename van de vaste oplosbaarheid. De te verspuiten legering wordt gesmolten door middel van inductieverhitten in een smeltoven. De smeltpan wordt onder druk gezet en het metaal wordt via een spuitmond uitgeworpen in een vernevelaar. De vernevelde stroom metaal wordt dan verzameld op een ondergrond die in het schootsveld staat opgesteld. Op deze collector bouwt zich een vaste neerslag op. Verneveld poeder dat niet wordt neergeslagen wordt gescheiden van het uitstromende gas door middel van een cycloon en opgevangen. Kenmerkende terugwinningsefficiëntie ligt tussen 60 en 90%, afhankelijk van de productvorm. De vorm van het eindproduct hangt af van de vernevelingscondities en de vorm en beweging van de collector. De apparatuur kan eenvoudig worden aangepast om holle buis, smeedstukken met bijna de eindafmetingen, extrusiegietblokken of -plaat te fabriceren. De productie van MMC-gietblok via opspuiten kan zijn beslag krijgen door vullingdeeltjes aan de sproei toe te voegen, hetgeen leidt tot gezamenlijk neerslaan met het vernevelde metaal op de ondergrond. Zorgvuldige beheersing van de sproei en vulmiddel aanvoer is vereist om uniforme verdeling van dat vulmiddel te bewerkstelligen in een aluminiummatrix waarvan de dichtheid ligt tussen 95% en 98%. Er zijn een aantal aluminiumlegeringen die SiC bevatten geproduceerd met behulp van opspuiten. Deze omvatten de aluminium-silicium-gietlegeringen en de 2xxx-, 6xxx-, 7xxx- en 8xxx (aluminium-lithium)-kneedlegeringsreeksen. Er zijn met de met SiC versterkte 8090 legering aanzienlijke toenames in de soortelijke modulus gerealiseerd (tabel 2).
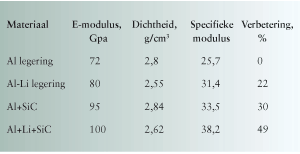
Tabel 2 Specifieke modulus (E/dichtheid) voor conventionele legeringen, legering 8090, conventionele MMC’s en MMC’s op basis van legering 8090.
Poedermetallurgie
Poedermetallurgische verwerking van Al-MMC’s omvat zowel SiC-korrels als -whiskers. In geval van korrelvormige versterking, verloopt het proces als volgt:
- mengen van de verstoven matrixlegering en van de poedervormige versterking;
- samenpersen (koudpersen) van het homogene mengsel tot een dichtheid van ruwweg 80%;
- warmpersen, smeden, of extruderen van de koudgeperste billet tot volledige dichtheid.
Tabel 3 geeft een overzicht van de kenmerkende mechanische eigenschappen van dit soort versterkte aluminiumlegeringen.
Poedermetallurgisch (afgekort: PM) proces
Het PM-proces begint met roeren en mengen van voorgelegeerd metaalpoeder en SiC-whiskers, gevolgd door verwarmen en ontgassen en consolidatie tot tussen- of eindproductvormen. Tijdens de kritische stadia van de productie, worden afgemeten hoeveelheden SiC-whiskers en fijn metaalpoeder grondig geroerd en vermengd om te komen tot een hoge mate van onderlinge verstrengeling. De nadelige invloeden van onderlinge wrijving tussen de deeltjes, elektrostatische aantrekking en verschillen in dichtheid moeten worden verminderd om stroming tijdens roeren en mengen te vergemakkelijken. Mechanisch met elkaar verstrengelde samenklonteringen van whiskers moeten eveneens worden verbroken om te kunnen komen tot statistisch willekeurige verdeling. Dit kan gewoonlijk worden bereikt met apparatuur waarmee met hoge snelheid kan worden gemengd en geroerd. De mengparameters moeten echter zorgvuldig worden geselecteerd en gestuurd worden om breken van de lange, smalle SiC-whiskers te voorkomen. Restanten van organische stoffen, zoals smeermiddelen en andere roer- en mengtoevoegingen, moeten volledig worden verwijderd alvorens tot verdichten over te gaan. Waterdamp en gassen die aan de deeltjesoppervlakken zijn geadsorbeerd moeten eveneens worden uitgedreven. Verwijdering van vluchtige verontreinigingen kan worden verkregen als het collectieve resultaat van verdamping, thermische desorptie, diffusie en chemische decompositie. De meeste vluchtige restanten kunnen worden gedesorbeerd uit het mengsel door verwarmen tot een betrekkelijk lage temperatuur (minder dan 150°C) onder vacuüm. Voortdurende verwarming bij hogere temperaturen dient daarnaast tot het loslaten van chemisch gebonden water via het uiteenvallen van gehydrateerde oxiden. Omdat de kenmerken en hoeveelheid van gehydrateerde oxiden varieert met de chemische samenstelling van de matrixlegering, dienen voor elk type poedercomposiet aparte ontgassingsprocedures te worden opgesteld.
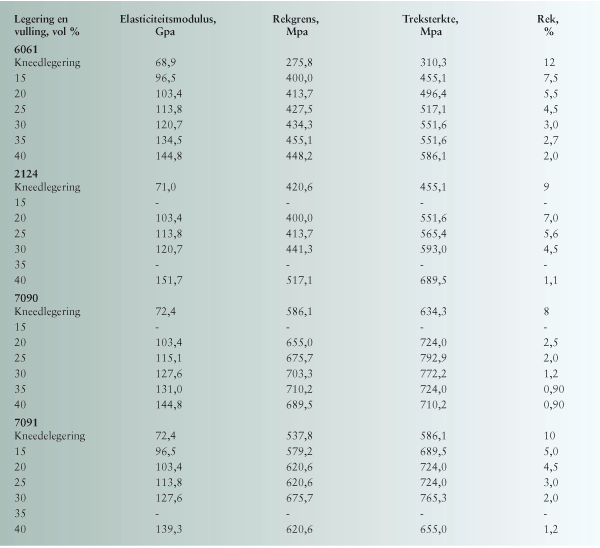
Tabel 3 Kenmerkende mechanische eigenschappen van met SiC-deeltjes versterkte aluminium composieten.
Voor het samenpersen is het vacuümwarmpersen zeer geschikt en er zijn voor dit doel speciale gereedschappen en procescondities ontwikkeld. Cilindrische knuppels en andere betrekkelijk eenvoudige geometrische vormen kunnen worden geproduceerd via een procesreeks die bestaat uit:
- laden van het composietpoeder mengsels in de matrijs;
- plaatsen van de gevulde matrijs in de pers en dan vacuümtrekken, verwarmen en ontgassen om vluchtige verontreinigingen te verwijderen;
- verwarmen en persen om de mengsels te verdichten tot een dichte vorm;
- afkoelen van de verdichte vorm en uitstoten uit de matrijs.
Het belang van het verwarmen van het composietmengsel tot een gelijkmatige voorgeschreven temperatuur (die afhangt van de matrixlegering) alvorens te persen kan niet genoeg worden benadrukt. Er is gewoonlijk een verblijftijd vereist om in het mengsel een temperatuursevenwicht te laten ontstaan. Naast de temperatuur, moeten kamervacuüm en plunjersnelheid regelmatig worden gecontroleerd om er zeker van te zijn dat de voortgang van warmperscyclus normaal verloopt. Elk type composietmengsel zal een unieke respons te zien geven tijdens het verdichtingsproces. Als eenmaal de verdichtingswijze voor een poedermengsel volledig is gekarakteriseerd, dan kan het proces worden geautomatiseerd. Heet isostatisch persen (HIP) is een andere procestechniek die wordt gebruikt voor het consolideren van SiC-whisker versterkte composietpoeder mengsels tot werkstukken met nagenoeg de eindafmetingen. Procedures komen overeen met die van HIP voor het vervaardigen van conventionele niet-versterkte PM-werkstukken. Vooral tijdens het omhullen van composietmengsels moeten buitensporige vibraties worden vermeden, omdat die ertoe kunnen leiden dat de whiskers zich gaan schikken tot agglomeraten.
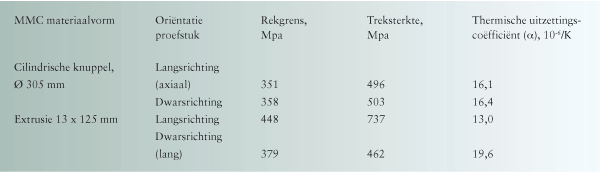
Tabel 4 Kenmerkende eigenschappen van MMC-knuppel en geëxtrudeerde plaat met een dichtheid van 2,86 g/cm3 ter illustratie van de invloed van richten van de SiC-whiskers. Materiaal: 2024-T6 versterkt met 20 vol % SiC-whiskers.
Extrusie
Er zijn cilindervormige knuppels van SiC-whisker versterkte aluminiumlegeringen via warmextruderen omgevormd tot een breed scala aan massieve en holle vormen, zoals staven en buizen. Hoewel de volgorde van de bewerkingen voor directe extrusie van dit materiaal hetzelfde is als die voor niet-versterkte legeringen, vereisen verschillen in vervormingsgedrag veranderingen in de procesparameters. Daar vloeispanning van de composiet bij extrusietemperatuur hoger is dan die van de onversterkte legering, zijn er gewoonlijk een lagere plunjersnelheid en een hogere extrusiedruk vereist. Omdat er bijkomende warmte wordt opgewekt door plastische vervorming en wrijving tussen het composietmateriaal en de matrijs, moet de begintemperatuur van de MMC-knuppel nauwkeurig worden gecontroleerd om voortijdig smelten van het matrixmetaal tegen te gaan. Composiet materiaalextrusies vereisen vrijwel altijd smering om oppervlaktefouten te voorkomen. De meeste vormen kunnen worden geproduceerd met behulp van matrijzen met afgeschuinde vlakken, of konische matrijzen. Gestroomlijnde matrijzen zijn vereist voor complexere extrusiewerkstukken. Extrusieverhoudingen van wel 70:1 zijn met succes tot stand gebracht met met whiskers versterkte MMC’s. Omdat de whiskers zich voegen naar de extrusie richting wordt de hoogste treksterkte in die richting gerealiseerd.
Smeden
Composieten van met SiC-whiskers versterkte aluminiumlegeringen kunnen worden warmgesmeed tot complexe vormen en wel met dezelfde smeedapparatuur die ook wordt gebruikt voor onversterkte metalen. Enkel-slag hydraulische persen hebben gewoonlijk de voorkeur omdat smering makkelijk kan worden aangebracht en de perssnelheden onder controle kunnen worden gehouden om te komen tot de gewenste vervormingssnelheden. Mechanische smeedpersen zijn toereikend zolang de reductie van de grootte gering is. Reksnelheid en temperatuur van het composietwerkstuk moeten zorgvuldig worden gecontroleerd tijdens de smeedbewerking om het risico van voortijdig smelten en scheuring te beperken. Hoewel veel smeedmatrijzen die zijn ontworpen voor onversterkt metaal tot tevredenheid zijn te gebruiken voor het smeden van met SiC-whiskers versterkte composieten, vereisen bepaalde vormen een afwijkend matrijsontwerp om toe te geven aan de specifieke vloeikarakteristieken van de met SiC-whiskers versterkte MMC’s.
Walsen
Het walsen van composieten van met SiC-whiskers versterkte aluminiumlegeringen tot plaat, dunne plaat en folie kan plaatsvinden met behulp van een twee-hoge wals met verwarmde walsrollen met grote diameter. De beste resultaten worden behaald met MMC-plakken van geschikte dikte, die zijn geproduceerd via extrusie van knuppels en smeden. Om de vorming van randscheuren tot een minimum te beperken, is nauwkeurige controle van de temperatuur van het werkstuk en van de walsrollen, alsmede van de vervormingssnelheid noodzakelijk. Warmteverlies van het werkstuk moet tot een minimum worden beperkt en reductie mag per walssteek niet meer dan 10% bedragen. Met walsoppervlakken die fijn zijn geslepen, kan 1,8 mm dikke plaat van vliegtuigkwaliteit worden vervaardigd, een fabricagemethode waarbij het gebruik van met SiC-whiskers versterkte aluminiumlegeringen routine is geworden. De hoge mate van deformatie die vereist is voor de productie van gewalste dunne plaat veroorzaakt een aanzienlijk richteffect van de whiskers in de microstructuur. Indien gewenst, kan kruiselings walsen worden toegepast om te komen tot een wat willekeuriger twee-dimensionale whisker oriëntatie. De dunne composietplaat kan worden koudgewalst zodra de dikte is gereduceerd tot minder dan 3,2 mm. Er kan tot wel 45% koudvervorming in een dunne MMC-plaat worden geïntroduceerd via koudwalsen voordat randscheuring moeilijkheden gaat veroorzaken. Met opeenvolgende zachtgloeiïngen tussen walsgangen, kan SiC-versterkte MMC-plaat worden gewalst tot een dikte van 50 µm. Voor uitgelezen toepassingen kan met behulp van chemisch frezen dunnere folie, met een dikte van 12,7 µm worden vervaardigd.
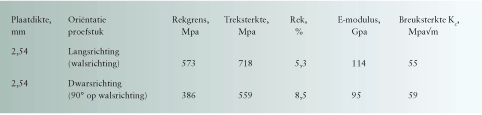
Tabel 5 Kenmerkende eigenschappen van dunne, met SiC-whiskers versterkt gelegeerde aluminium plaat. Materiaal: 2124-T6 versterkt met 15 vol % SiC-whiskers.
Mechanische eigenschappen
De mechanische eigenschappen van met SiC-whiskers versterkte MMC’s zijn in het algemeen superieur aan die van onversterkte legeringen. Vergeleken met hoogvaste aluminium- en magnesiumlegeringen, bezitten de SiC-whisker versterkte MMC’s hogere sterkte en stijfheid, betere vormvastheid en hogere vermoeiingssterkte, vooral bij verhoogde temperaturen. Voor tal van geavanceerde constructieve toepasssingen, waarbij verhitting door wrijving van de langsstromende lucht aanzienlijk is, verdient dit materiaal de voorkeur boven zowel met SiC-deeltjes versterkte MMC’s als polymeer-matrix composieten. De mogelijkheid om zowel de mechanische als fysische eigenschappen naar wens af te stemmen is een unieke en belangrijke eigenschap. Door verhoging van het gehalte aan whiskers, kunnen de treksterkte, rekgrens en elasticiteitsmodulus worden verhoogd. Het richten van de SiC-whiskers in de matrixlegering via vervormingsbewerkingen levert in het algemeen de hoogste sterkte in de MMC. Hoewel zijn eigenschappen nagenoeg isotroop zijn in de knuppelvorm, is de sterkte juist tamelijk laag. Extrusie van SiC-whisker MMC-knuppels tot plaat resulteert in het openbreken van oxiden op deeltjesgrenzen in de matrix, waarna onder invloed van de richtende beweging als gevolg van het extruderen de whiskers tegen elkaar worden gedrukt en in hun lengterichting worden gericht. Tabel 4 toont de trekeigenschappen van SiC-whisker versterkte 2024-T6 MMC voor en na extrusie. Vertoont de geëxtrudeerde MMC een sterk verhoogde treksterkte in lengterichting, blijft daarentegen de sterkte in dwarsrichting nagenoeg onveranderd. Veranderingen in de afstand tussen de evenwijdige whiskers in de geëxtrudeerde plaat veranderen de thermische uitzettingscoëfficiënt in zowel de langs- als de dwarsrichting aanzienlijk. Met SiC-whiskers versterkte MMC’s kunnen vlak worden gemaakt door middel van een zorgvuldig voorbereide reeks bestaande uit extruderen, smeden en walsen om te komen tot plaat met daarin de gewenste mate van uitlijning van de whiskers. Kruiselings walsen levert een wat willekeuriger verdeling van de whisker uitlijning, hetgeen leidt tot een twee-dimensionale isotropie. Tabel 5 geeft de eigenschappen van met SiC-whiskers versterkte MMC dunne plaat. Het materiaal wordt gekenmerkt door hoge sterkte en stijfheid en met voldoende ductiliteit en taaiheid voor tal van geavanceerde constructie in de lucht- en ruimtevaart.