


Porositeiten in aluminium en aluminiumlegeringen
Porositeiten in aluminium en in aluminiumlegeringen zijn een veelvoorkomend verschijnsel. De porositeiten kunnen de mechanische eigenschappen sterk beïnvloeden.
E. Korneren, E.G. Scheepers
(artikel gepubliceerd in Aluminium nummer 2, 1997- artikel 11)
Porositeiten in aluminium en aluminiumlegeringen kunnen ontstaan bij het gieten en bij het lassen van aluminium. Bij beide processen wordt het materiaal in vloeibare toestand gebracht waarna stolling plaatsvindt. Voor beide processen geldt dat voornamelijk de opname van waterstof verantwoordelijk is voor de porositeiten in het uiteindelijk gestolde materiaal. De waterstof wordt gedurende de periode dat het metaal vloeibaar is vrij gemakkelijk opgenomen uit de omgeving, hetgeen als volgt plaatsvindt. Waterdamp en andere waterstof-houdende producten zullen aan het oppervlak van het vloeibare metaal ontleden en waterstofgas vormen (reactie 1). De moleculaire waterstof (H2) zal vervolgens dissociëren (uiteenvallen) (reactie 2) en worden geadsorbeerd (opgenomen) in het vloeibare smeltbad/gietmateriaal.
De opgenomen atomaire waterstof (H) kan nu gemakkelijk door het hele volume vloeibare materiaal diffunderen. De hoeveelheid opgelost gas in een metaal (Cgas) is evenredig met de wortel van de partiaaldruk (p) van het betreffende gas boven het vaste of vloeibare metaal. Deze evenredigheid staat bekend onder de naam: wet van Sievert.
De oplosbaarheid van waterstof in aluminium is weergegeven in afbeelding 1. Opmerkelijk hierbij is de sprong in oplosbaarheid bij de overgang van de vloeibare fase in de vaste fase. In de vloeibare fase is bij een temperatuur net boven het stolpunt (liquidus temperatuur) 0,65 ml waterstof per 100 g aluminium oplosbaar. Bij een temperatuur net onder het stolpunt is dit slechts 0,034 ml waterstof per 100 g aluminium. Wanneer het materiaal afkoelt en uiteindelijk stolt, zal de oplosbaarheid van de waterstof dan ook aanzienlijk afnemen. Een gevolg hiervan is dat het overschot aan opgeloste waterstof als gevolg van de lage oplosbaarheid in de vaste fase, in moleculaire vorm (H2) zal worden uitgescheiden. Dit uit zich in de formatie van gasbelletjes.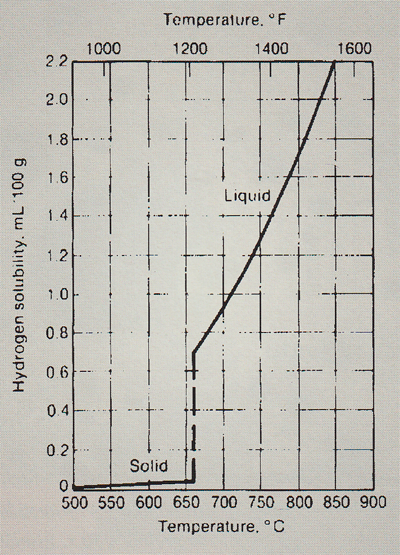
Afbeelding 1. De oplosbaarheid van water stof in aluminium bij een waterstofdruk van 1 bar.
TWEE VORMEN
In aluminium komen twee vormen van porositeiten voor, te weten primaire of interdendritische porositeit die het belangrijkst is en de tweede vorm: secundaire porositeiten. Primaire porositeit komt voor bij een sterk met waterstof oververzadigde vloeibare fase zodat gasvorming optreedt aan de overgang vloeibaar-vast en gasdrukken worden ontwikkeld hoger dan de heersende hydrostatische druk (= de druk van het vloeibare metaal). Secundaire porositeit vormt zich bij lage concentraties aan waterstof en is minder schadelijk.
GROTE INVLOED
De verdeling van porositeiten heeft een grote invloed op de mechanische en andere eigenschappen van aluminium en aluminiumlegeringen. Het effect van porositeiten op de mechanische eigenschappen is voor een tweetallegeringen weergegeven in afbeelding 2. Opmerkelijk hierbij zijn de verschillen in het effect van de hoeveelheid porositeiten wanneer de twee legeringen onderling worden vergeleken. Het kan nuttig zijn bij het gieten van aluminium gietstukken het gehalte aan waterstof in het vloeibare aluminium zodanig te controleren dat de gevormde porositeiten de slink in het gestolde materiaal net compenseren in die delen van een gietstuk waar de voeding met vloeibaar materiaal problematisch is. Slink is met betrekking tot sterkte in gietstukken een groter probleem dan porositeiten. Het gevolg kan zijn dat een uitgebreide gasbehandeling nodig is. 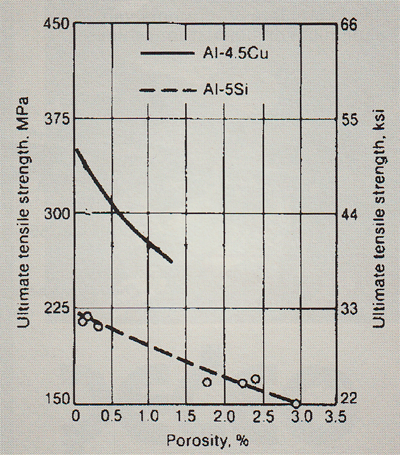
Afbeelding 2. De treksterkte versus het porositeitgehalte voor twee zandgegoten aluminiumlegeringen.
METHODE
Een veelgebruikte methode om de hoeveelheid opgeloste waterstof in vloeibaar aluminium te reduceren is het doorblazen van een droog, zuiver gas. Hiervoor wordt onder andere chloor-, argon-of stikstofgas gebruikt. De opstijgende gasbellen nemen de waterstof uit de smelt mee en voeren deze mee omhoog naar het oppervlak vanwaar deze in de atmosfeer ontsnappen.
Gieten
Een praktijkvoorbeeld van porositeiten in een gietstuk en het effect daarvan op de mechanische eigenschappen is het volgende; een schroefblad (materiaal AlSi12 volgens DIN 1725) is tijdens gebruik gescheurd. Bepaling van de mechanische eigenschappen van het materiaal met behulp van een trekproef toonde aan dat de treksterkte van het materiaal nog net voldeed aan de gestelde eis; de breekrek echter bleek onvoldoende. Licht-microscopisch microstructuuronderzoek toonde grote aantallen porositeiten aan, die ongetwijfeld een gevolg zijn van waterstof.
Lassen
Bij het lassen van aluminium en aluminiumlegeringen is de gasdoorblaasmethode van waterstofcontrole niet toepasbaar. Vandaar dat het bij lassen noodzakelijk is de gas opname bij de bron te bestrijden. Bij het lassen van aluminium en aluminiumlegeringen kunnen porositeiten ontstaan wanneer waterstof in het lasbad kan toetreden. Mogelijke bronnen van waterstof zijn:
- ONVOLDOENDE GASBESCHERMING - Dit kan meerdere oorzaken hebben zoals tocht, te grote booglengte tijdens lassen, lekkage van slangen, restanten van argon in de argon-cilinders welke een te hoge waterdampconcentratie kan bevatten etcetera.
- OP HET TE LASSEN MATERIAAL GECONDENSEERDE WATERDAMP
- VUIL OPPERVLAK - Vet, vuil, olie etcetera op het te lassen materiaal.
- TOEVOEGDRAAD - Een onjuiste opslag van de toevoegdraden kan ertoe leiden dat er vocht wordt opgenomen in de altijd aanwezige oxides op het buitenoppervlak van de lastoevoegdraad.
Vaak zal het probleem van het optreden van porositeiten in een las reeds worden opgemerkt bij de beproeving van lasserskwalificatieproefstukken (b.v. EN 287-2). De beproeving bestaat voor het kwalificeren van lassers voor aluminium en aluminiumlegeringen uit de volgende beproevmgen:
- Visueel onderzoek
- Radiografisch onderzoek of mechanisch onderzoek middels een breektest
- Buig-of trekproef - Als de buig-of trekproef negatief uitvalt dan is dat mogelijk een gevolg van porositeiten en moet aanvullend onderzoek middels microstructuuronderzoek daar uitsluitsel over bieden. Middels het radiografisch onderzoek kunnen relatief grote porositeiten aangetoond worden (diameter van de porositeit > 2% van de materiaaldikte). De kleinere porositeiten kunnen door middel van microstructuuronderzoek worden aangetoond.
Een voorbeeld hiervan is gegeven op afbeelding 3. Het betreft hier een MIG-las in 12 mm plaat van ALSi5 (4033). Hier zijn naast een aantal grote porositeiten (≈ ∅ 0,4 mm) zeer vele kleine porositeiten aanwezig. De kleine porositeiten worden met radiografisch onderzoek niet gedetecteerd. Het vloeibare lasmetaal moet vlak voor de stolling zwaar beladen zijn geweest met waterstof om deze grote hoeveelheid porositeiten te veroorzaken. 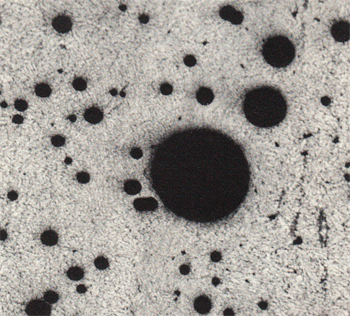
Afbeelding 3. Porositeiten in een las. Vergroting= 50 x. Etsmiddel = Keller Wilcox.
TEN SLOTTE
Uit bovenstaande zal duidelijk zijn dat het gehalte aan waterstof in aluminium en de daardoor veroorzaakte porositeiten een belangrijk gegeven zijn voor de sterkte van een las of gietstuk. Hierdoor is het van belang de waterstofopname tijdens het smelten (lassen of gieten) te beheersen.