


Spaanloos vervormen van aluminium
Voor het spaanloos vervormen van aluminium produkten kan men gebruik maken van diverse typen buigmachines. In onderstaand artikel wordt op een drietal types ingegaan, t.w.:
- doornbuigmachines
- compressiebuigmachines
- pijpeindbewerkingsmachines
Deze beperking is met opzet gedaan. In de praktijk blijkt namelijk dat de specifieke toepassing, het te vervormen materiaal en de gewenste produktiegrootte ertoe leiden dat van het standaardtype moet worden afgeweken.
E. de Wijs - (artikel gepubliceerd in Aluminium nummer 6, 1987- artikel 27)
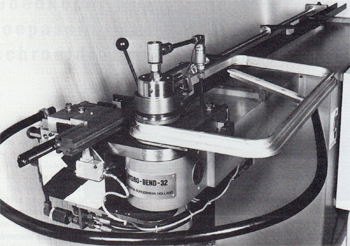
1 Doornbuigmachines
Deze machines werken volgens het trekbuigsysteem. Dit betekent dat het materiaal om een rol (= buigschijf) wordt getrokken, waarbij het te buigen profiel inwendig wordt ondersteund door middel van een buigdoorn. Deze buigdoorn voorkomt het invallen van het profiel.
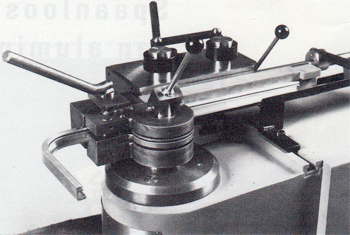
2 Compressiebuigmachines
Het compressiebuigsysteem houdt in, dat het te buigen materiaal onder een constante druk om een rol (buigschijf) wordt afgewikkeld. Hierbij is geen inwendige ondersteuningsdoorn aanwezig. Deze machines zijn leverbaar om gelijktijdig 1 of 2 bochten in een of meer profielen te buigen.
3 Pijpeindbewerkingsmachines
Deze machines worden toegepast voor het bewerken van de uiteinden van pijpen. Deze bewerkingen kunnen zijn reduceren/verjongen, opwijden, rillen, flenzen, enz.
Het buigen
Bij het buigen speelt de in het te buigen materiaal aanwezige rek een uitermate belangrijke rol. Als het materiaal geen rek bezit kan het niet worden gebogen. Als een materiaal onder spanning wordt gebracht, zullen zijn eigenschappen veranderen. Eerst zal zijn elasticiteit er de oorzaak van zijn dat het zijn oorspronkelijke vorm weer aanneemt als de spanning wordt weggenomen. Als een grotere spanning wordt toegepast, zal het materiaal in zijn vloeitraject belanden en niet in zijn uitgangspositie terugkomen, nadat de spanning is opgeheven (plastische toestand). Materiaal dat is vervormd door spanning heeft andere eigenschappen dan materiaal dat warm is vervormd. Daarom is een profiel dat reeds koud is vervormd meestal niet geschikt voor verdere vervorming. Spanningsverschillen in een profiel maken zijn gedrag onvoorspelbaar.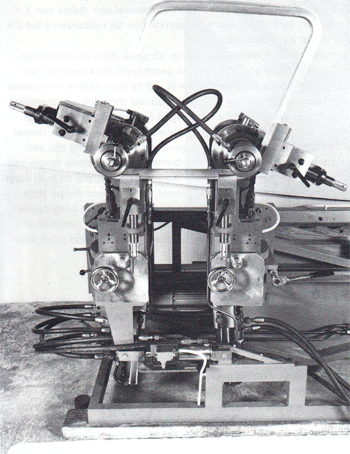
De meeste handelskwaliteiten buis hebben een rek tussen 17 en 30%, maar er zijn er ook met 45% of zelfs met niet meer dan 12%. Zacht koper, messing en roestvast staal bezitten vaak een hoog rekpercentage, Puur aluminium kan uitstekend geschikt zijn om te worden gebogen, maar bepaalde legeringen hebben dikwijls minder dan 10% rek. Jammer genoeg zijn de legeringen met de beste buigeigenschappen dezelfde als die welke weinig stijfheid bezitten en dat kan een groot dilemma vormen, wanneer het ontwerp zowel moet worden gebogen, als structurele sterkte moet bezitten.
Duurkoop
Goedkoop kan duurkoop betekenen. Vaak bezit goedkope buis een laag rekpercentage. Dit kan men vaststellen door er met een stalen hamertje een tik op te geven. Het materiaal geeft dan een hoge toon als het hard is en een lage toon als het zacht is. Als de gemaakte buigwerktuigen waren gebaseerd op een betere kwaliteit buis, dan zullen aan de binnenzijde van de bocht van buis met een laag rekpercentage rimpels worden gevormd, terwijl de buitenzijde van de bocht kan breken. Materiaal met weinig rek kan bij een beperkte produktie worden gegloeid ter plaatse van de bocht. Daartoe wordt deze plaats met een open vlam verwarmd en daarna snel in koud water afgekoeld. Het buigen dient dan binnen een half uur te geschieden.
Als de leverancier van de buis vermeldt, dat het rekpercentage tussen b.v. 11% en 19% ligt, kan dit betekenen dat de 19% direct na de fabricage aanwezig is, terwijl na een bepaalde periode van opslag dit percentage omlaag kan zijn gegaan. Vooral bij legeringen van aluminium en koper komt dit verlies aan rek voor. Ook de omgevingstemperatuur kan een rol spelen. Het is voorgekomen, dat buizen pas na 11.00 uur 's morgens konden worden gebogen zonder te breken . De schuld werd in dat geval op de buigmachine geschoven en men stond er niet bij stil, dat de buizen uit een onverwarmde opslagplaats kwamen. Koude kan het rekpercentage dus zeer nadelig beïnvloeden.
Lasnaad
Het toevoegmateriaal van de las in langsgelaste buizen heeft een ander rekpercentage dan de buis zelf. Daarom dient bij het buigen de lasnaad zo mogelijk steeds op de neutrale lijn te liggen, dus daar waar rek en compressie de minste invloed hebben . In geval van kritisch buigwerk kan het zelfs nodig zijn naadloze buis te gebruiken. Laatstgenoemde heeft meestal ook kleinere toleranties dan gelaste buis, waarvoor een toegestane fabricagetolerantie op de wanddikte van ca. 10% geldt.
Hoe kleiner, hoe moeilijker
De buigradius wordt altijd gemeten op het hart van de buis. De radius en de uitwendige diameter bepalen de vereiste rek. De formule hiervoor is: R/D x 50%. Als de radius op het hart tweemaal de uitwendige diameter van de buis is, dan dient deze 1/2 x 50% = 25% rek te bezitten. Bij het compressiebuigsysteem wordt meestal een radius van 3 x D gekozen, terwijl met standaardwerktuigen bij trekbuizen 2 tot 2'12 x D wordt aangehouden. Kleinere radii zijn mogelijk, maar in dit geval dient de ondersteuning verder in de bocht te worden geschoven . De kunst van het maken van goede buigwerktuigen is dat de buis tijdens het vloeien zowel aan de binnen-als buitenzijde zoveel mogelijk wordt ondersteund. Een opening in de werktuigen zal een ongecontroleerde vloei van het metaal tot gevolg hebben, waardoor zich een rimpel of zwelling vormt. In bijzondere gevallen kunnen nodig zijn een buigzame doorn, die de buis van binnen over de gehele lengte van de bocht ondersteunt, een sterke tegendrukliniaal, die de buis volgt als deze zich rond de buigschijf vormt, en een messcherpe strijkschoen, voor het gladstrijken van vouwen die aan de binnenzijde van de bocht ontstaan tijdens het stuiken. Dergelijke werktuigen zijn duur, moeilijk instelbaar en betekenen een bepaald produktieverlies.
Grote radii
De veerkracht van het materiaal bepaalt de mate van terugvering en uitvering. Terugvering kan gemakkelijk worden gecompenseerd, door b.v. een hoek van 93° te buigen, indien 90° wordt vereist. Het compenseren van uitvering geeft meer problemen. Indien men een radius binnen nauwe toleranties wil verkrijgen dan zal de gesteldheid van het materiaal een zeer grote rol spelen. Voor het maken van voor dit doel geschikte buigwerktuigen dient de buigschijf met fracties van een millimeter te worden afgefreesd, en voor het beproeven van deze werktuigen dient het in de praktijk toe te passen materiaal te worden gebruikt.
Het kan frustrerend werken te weten, dat gereedschappen door een andere samenstelling van een volgende materiaallevering niet in staat kunnen zijn een produkt volgens de norm te fabriceren.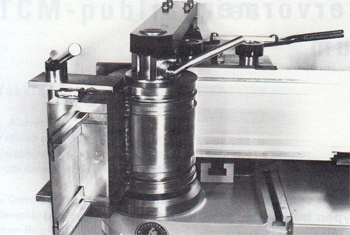
Tips
Er is eens gesteld, dat voor het buigen slechts twee zaken nodig zijn: een goede buis en een goede buigmachine. Als de laatste niet goed is uitgelijnd, een onjuiste kiemkracht, uitloop, doornterugtrekking of een hortende buigbeweging heeft, kan het resultaat aan de kwaliteit van de bocht worden afgelezen. De volgende tips zijn gebaseerd op praktische ervaring van technici, die dagelijks worden geconfronteerd met de gevolgen van onwetendheid of achteloosheid.
- Een service technicus is veelal nodig, omdat de machine niet voldoende werd onderhouden. Zorg er daarom voor dat de gebruiksaanwijzing wordt nageleefd. Dit verlengt de levensduur van de buigmachine.
- Zorg ervoor dat de buigwerktuigen en het te buigen materiaal schoon zijn. Vette buizen kunnen slippen in de klemming en verschillen in de buighoek tot gevolg hebben. Vuile buizen zijn de oorzaak van overmatige slijtage van de buigwerktuigen. In dit verband moet worden opgemerkt, dat ook een mintolerantie van de buisdiameter tot slippen in de klemming aanleiding kan geven.
- Als zich onnauwkeurigheden in de buighoek voordoen, kan de geklemde buis met een kraspen voor en na het buigen worden gemerkt. Als de twee merken meer dan 1 millimeter van elkaar liggen, dan is de buis geslipt. Meet de buizen nauwkeurig!
- Zorg er altijd voor dat de buigwerktuigen op de juiste manier worden gemonteerd. Als daarover twijfel bestaat, dient dit direct te worden nagegaan. Er zijn al veel lagers en buigassen beschadigd, doordat de buigwerktuigen niet op de juiste manier werden gemonteerd.
- Smering van de machine is een noodzaak en dient nooit te licht te worden opgevat.
- Een onregelmatige lasnaad kan er de oorzaak van zijn, dat de buis niet over de buigdoorn kan worden getrokken. Een gleuf in de buigdoorn biedt in dit geval ook geen oplossing.
- Het komt vaak voor, dat tijdens het lossen van een bundel buizen slechts een enkele hijsband wordt gebruikt. Daardoor hangt de bundel door, de buizen worden vervormd en zijn niet meer geschikt om te worden gebogen. Gebruik daarom altijd twee hijsbanden.
- Regelmatig dient de hydraulische olie van de buigmachine te worden verwisseld en het filter te worden schoongemaakt. Indien nodig dienen ook de pakkingen te worden vervangen. Gebruik alleen olie van de voorgeschreven kwaliteit en viscositeit. Oude olie kan slijmerig en zwr worden en tast dan de pakkingen aan. Verstopte filters leiden tot overbelasting van de pomp.
- Onverklaarbare storingen in de elektrische of elektronische besturing kunnen vaak worden toegeschreven aan storingen in de stroomtoevoer. Als aan hetzelfde net veel stroomverbruikende apparatuur is aangesloten (puntlasmachines zijn in dit opzicht berucht). zullen de schommelingen in het Ampérage uw buigmachine van de wijs brengen.
- Bewaar een kopie van de gebruiksaanwijzing en van de bedradingsschema's in uw archief en een exemplaar bij de machine. Als u een tweedehands machine koopt, vraag dan alle gegevens op.
Gevoel
Vroeger, toen het nog een echt handwerk was, was voor het buigen nog veel handigheid vereist. Maar ook heden ten dage kan een niet-geïnteresseerde of niet-getalenteerde bedieningsman in een oogwenk alle berekeningen van de constructeur ongedaan maken. Het buigen is een proces, waarbij zeer veel afhangt van het te gebruiken materiaal, van de juiste dosering van de kracht en van de snelheid van de buigmachine, van de passing van de buigwerktuigen en niet in de laatste plaats van de kunde en het aanvoelingsvermogen van de bedieningsman of -vrouw.