


Warmscheuren tijdens lassen
Het verschijnsel van warmscheuren bij het lassen is een fenomeen dat een direct gevolg is van het stollingsproces. Dit fenomeen wordt dan ook niet alleen bij lassen aangetroffen maar ook bij gietstukken.
Door: E.G. Scheepers en L.H. Brantsma
(artikel gepubliceerd in Roestvast Staal nummer 1, 1997- artikel 93)
De theorie
De naam 'warmscheuren' vertelt dat de scheuren ontstaan als het materiaal nog warm is. Hierbij moet aan temperaturen worden gedacht van 700°C - 800°C en hoger bij ijzerlegeringen. Bij non-ferro-legeringen ligt deze temperatuur aanzienlijk lager. Naast warmscheuren is koudscheuren van lasmetaal ook bekend. De grondslag hiervan is fundamenteel anders. Bij koudscheuren is de opbouw van trekspanningen in combinatie met een relatief bros materiaalgedrag de aanleiding tot scheuren. Legeringen bestaan naast een hoofdelement (bij stalen ijzer) uit vele legeringsbestanddelen en verontreinigingen. Deze bestanddelen, zoals koolstof, mangaan, zwavel, fosfor, chroom, nikkel en koper, zullen, als de legering is gesmolten, homogeen verdeeld zijn door de vloeistof. Tijdens de stolling echter zullen de bestanddelen niet homogeen worden opgenomen in het stollende materiaal. De mate waarin een element 'oplost' in een vast materiaal wordt beschreven in fasediagrammen. Een bekend fasediagram is het ijzer-koolstofdiagram. Dit diagram beschrijft de oplosbaarheid van koolstof in ijzer en de diverse fasen die zich afhankelijk van samenstelling en temperatuur vormen. Voor iedere combinatie van twee elementen bestaat een dergelijk diagram. Dit gedrag noemen we microsegregatie. Aan de hand van een eenvoudig fasediagram zal dit worden toegelicht. Deze beschouwing geldt echter voor alle legeringen met dergelijke (deel)diagrammen. In afbeelding 1 is het fasediagram voor de legering Bismuth (Bi) -Antimoon (Sb) gegeven. Het fasediagram kan als volgt worden gelezen: aan de twee uiteinden links en rechts van de horizontale as staan de zuivere bestanddelen; verticaal staat de temperatuur.
De lijnen in het diagram geven de grenzen aan tussen de mogelijke fasen en hun samenstellingen. Hierbij staat 'L' voor liquidus (=vloeibare fase). Indien nu een samenstelling X (bijv. 30% Sb) wordt gekozen en we laten deze afkoelen vanuit de vloeibare fase, dan zullen we als eerste de zogenaamde liquiduslijn passeren. Vanaf dit moment(≈ 455°C zal zich een vaste fase beginnen te vormen met de samenstelling A1 (≈ 72% Sb). Merk hierbij op dat deze samenstelling aanzienlijk anders is dan de gemiddelde gekozen samenstelling van 30%. Een gevolg is dat de samenstelling van de resterende vloeistof langzaam rijker wordt aan Bismuth. De samenstelling van de vloeistof volgt namelijk de liquiduslijn. Onder ideale omstandigheden zal vervolgens de stolling verlopen totdat punt A2 is bereikt en de laatste vloeibare fase zich heeft omgezet in een vaste fase (≈ 330°C). Zoals gezegd is dit de situatie onder ideale omstandigheden, waarbij atomen door diffusie zich kunnen verplaatsen door de kristallen en eventuele ongelijkheden in samenstelling kunnen egaliseren. Echter, in de praktijk geldt deze ideale situatie niet. De diffusie is veel geringer waardoor het transport van de atomen naar plaatsen met een lagere concentratie maar gedeeltelijk plaatsvindt. Uiteindelijk zal dit leiden tot kristallen (korrels) in het materiaal waarbij de samenstelling binnen één kristal (korrel) varieert van 72 % Bi tot bijna 0% Bi. Dit verschijnsel wordt microsegregatie genoemd en wordt sterk beïnvloed door de breedte van de lus in het fasediagram. Een brede lus zoals in afbeelding 1 zal een sterke microsegregatie tot gevolg hebben, terwijl een smalle lus nauwelijks microsegregatie zal vertonen.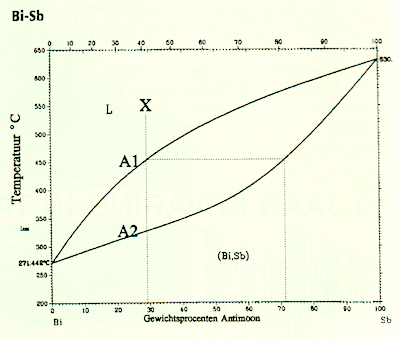
Afbeelding 1. Fasediagram van Bismuth en Antimoon. ASM Handbaak part 3, Phase diagrams.
Naar analogie van dit proces zullen bij de stolling van een technische legering als roestvast staal elementen als bijvoorbeeld zwavel, fosfor en koper zich preferent in de vloeistoffase ophopen en pas tegen het einde van de stolling in de vaste fase tercht komen. Doordat deze elementen zich ophopen in de vloeibare fase en de samenstelling van het vloeibare materiaal duidelijk verandert, kan deze vloeibare fase bij lagere temperaturen nog vloeibaar blijven en verbindingen vormen. Zo is de verbinding van nikkel en zwavel (nikkelsulfide) zelfs bij 640°C nog vloeibaar. In de praktijk betekent dit dat de kristallen die zich vormen tijdens de stolling, dendrieten genaamd, op de grenzen nog een dun laagje vloeibare fase bezitten. Als het omringende materiaal echter al zoveel samenhang gaat vertonen dat krimpspanningen kunnen worden opgebouwd, dan zal het materiaal deze spanningen niet kunnen weerstaan. Het materiaal met de nog vloeibare fase op de grenzen van de kristallen (=dendrieten) kan namelijk nauwelijks of geen trekkrachten opnemen. Het gevolg hiervan is dan ook dat de kristallen in warme toestand van elkaar worden getrokken, hetgeen warmscheuren wordt genoemd. Aan de hand van een praktijkvoorbeeld zullen de verschijningsvorm en eventuele voorzorgen nader worden toegelicht.
Praktijkvoorbeeld
Een roestvast stalen plaatje (materiaal: AISI 304L) met een dikte van 3 mm wordt middels een laserlas (geen lastoevoegmateriaal!) verbonden aan een bus. Na het lassen waren scheuren zichtbaar in het buitenoppervlak van de las. De scheuren lopen in langsrichting, middendoor de las (zie afbeelding 2). De positie komt overeen met de zone van de las waar de stolling van het vloeibare lasmetaal eindigt (laatst stollende vloeistof). Een doorsnede van de las is geprepareerd voor microscopisch onderzoek. Op de geprepareerde doorsnede (afbeelding 3) van de las is te zien dat de scheuren interdendritisch lopen. De richting van de scheuren is vrijwel loodrecht op de hoofdbelastingsrichting van de tijdens lassen optredende krimpspanningen. De microstructuur bestaat uit austeniet met een zeer gering gehalte ferriet. De ferrietgehalten variëren van 0 tot 1,5%. 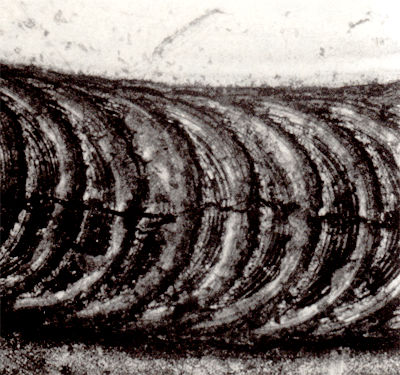
Afbeelding 2. Langsscheuren in het lasoppervlak. Vergroting = 37,5 x.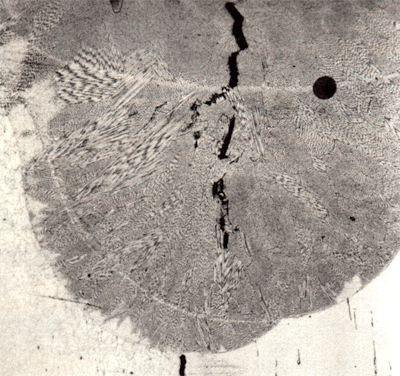
Afbeelding 3. Doorsnede van de las. De scheuren lopen interdendritisch. De microstructuur bestaat uit austeniet met een geringe hoeveelheid ferriet. Etsmiddel = 10% oxaalzuur. Vergroting= 100 x.
De resultaten van de uitgevoerde chemische analyse laten zien dat het plaatmateriaal een vrij hoog zwavel-respectievelijk fosforgehalte heeft, namelijk 0,03% en 0,05 %. De las had een breedte van 1,4 mm en een penetratiediepte van 0,75 mm. De waargenomen scheurvorm en positie zijn karakteristiek voor warmscheuren. Deze scheuren ontstaan doordat bij de stolling segregatie optreedt. Verontreinigingen (o.a. zwavel en fosfor) lossen relatief slecht op in de vaste fase waardoor er in het vloeibare materiaal een ophoping van deze bestanddelen zal plaatsvinden. Daar het smeltpunt van deze bestanddelen en de verbindingen daarvan, onder andere nikkelsulfide, over het alge meen lager dan 1000°C is, zal bij de stolling een vloeibare fase in het laatst gestolde vaste lasmetaal achterblijven. Ten gevolge van de slink en krimp zal dan ook een spanningsopbouw plaatsvinden. De aanwezige vloeibare fase van verontreinigingen zorgt echter voor een zeer lage sterkte bij de nog hoge temperaturen. Hierdoor zullen dan al snel scheuren ontstaan loodrecht op de hoofdbelastingsrichting.
Het toepassen van laserlassen op een materiaal met een relatief hoog gehalte aan verontreinigingen zal scheurgevoelige lassen opleveren. De lasgeometrie speelt hierbij ook nog een rol. Een optimale situatie is een penetratiebreedteverhouding van ongeveer 1. In de onderzochte las is deze verhouding ongeveer 0,5 tot 0, 7 5. Deze lage waarde levert een ongunstige spanningstoestand op. Het ferrietgehalte van de las is te laag om de scheurgevoeligheid te verminderen. Door te lassen met gebruikmaking van lastoevoegmateriaal en daarmee te zorgen voor een ferrietgehalte van 3 - 7% ferriet in het lasmetaal, kan over het algemeen deze scheurvoming worden voorkomen. Dit wordt veroorzaakt doordat de verontreinigingen wel goed kunnen oplossen in de ferrietfase en daardoor niet de laagsmeltende fase kunnen vormen. Indien men dit type materiaal toch wil lassen zonder gebruik van lastoevoegmateriaal, zal men bij de aanschaf een aanvullende eis moeten stellen met betrekking tot zwavel-en fosforgeha!te. De in de norm voor AISI 304L genoemde eis (P < 0,045 en S < 0,03) is niet voldoende en men zal dan ook een lager gehalte aan deze twee elementen moeten verlangen.
Het voorkomen van warmscheuren is, zoals bovenstaand beschreven, dus te voorkomen door een combinatie van kennis van de lastechniek, metaalkunde en juiste materiaalkeuze.