


Stollings- of warmscheuring bij het lassen van austenitisch roestvast staal
Het voorkomen van stollingsscheuren (warmscheuren) is het belangrijkste probleem bij het fusielassen van austenitisch roestvast staal, zie afbeelding 1. Lassamenstellingen die primair als austeniet stollen zijn buitengewoon gevoelig voor warmscheuring. Lassamenstellingen die primair stollen als deltaferriet zijn daarentegen het minst gevoelig voor warmscheuring.
Artikel gepubliceerd in Roestvast staal nummer 4 1993. Artikel 11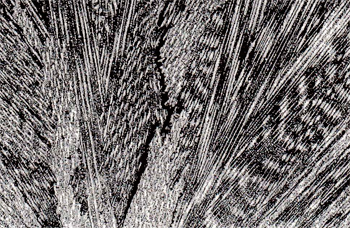
Afb. 1 Micro-opname van een warmscheur in austenitisch roestvast lasmetaal.
Stollingsscheuring kan worden beperkt door een zodanige keuze te maken van basismetaal, laselektroden en lastoevoegmetaal en lasprocedures die leidt tot stolling als deltaferriet. Voor het schatten van de ferriet in lasmetaal kan gebruik worden gemaakt van constitutiediagrammen. Een vroeg diagram, gepubliceerd door Anton Schaeffler geeft een schatting van het ferrietpercentage uitgaande van chroom- en nikkelequivalenten. De Long ontwikkelde een diagram dat ook rekening hield met de invloed van stikstof. De Welding Research Courreil (WRC) publiceerde in 1988 en in 1992 aangepaste diagrammen, zie afbeelding 2, waarmee een accurate voorspelling van het ferrietgetal (Engels: ferritenumber of FN) in austenitisch roestvast-lasmetaal mogelijk is.
Het WRC-ferrietgetal van een booglas, gelegd met lastoevoegmetaal is voornamelijk een functie van de chemische samenstelling van het lastoevoegmetaal en van de menging van het basismetaaL De laatste wordt bepaald door de lasprocedure. Het ferrietgetal van een autogene booglas is een functie van de chemische samenstelling van het basismetaal en de lasprocedure. De chemische samenstelling van het basismetaal moet geschikt zijn voor het doen ontstaan van de kleine hoeveelheid ferriet die nodig is om warmscheuring in dit soort lassen te onderdrukken, zie afbeelding 3. Ook al is er in het basismetaal geen ferriet aanwezig dan zal de samenstelling van booglassen in de meeste typen austenitisch roestvast staal tijdens stolling wat ferriet laten ontstaan. Het ferrietgetal van een autogene booglas kan worden voorspeld met constitutiediagrammen. Als uit de chemische samenstelling voorspeld kan worden dat het basismetaal geen ferriet bevat, dan is het gebruik van lastoevoegmetaal zeer aan te bevelen om te zorgen voor ferriet in het lasmetaal.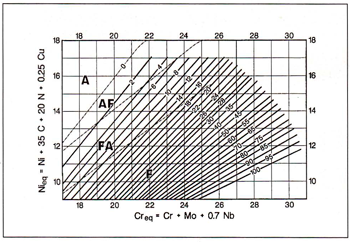
Afb. 2 Constitutie-diagram voor lassen in roestvast staal volgens Welding Research Council WRC-1992.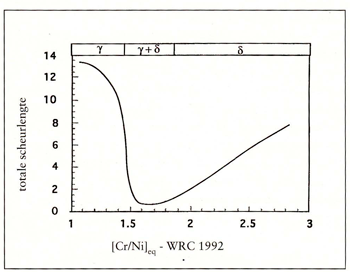
Afb. 3 Warmscheuringsgevoeligheid van austenitisch roestvast staal als functie van WRC-1992.
Austenitisch roestvast staal is makkelijk te lassen met laser- en elektronenstraallasprocessen. De diepe en nauwe lassen en snelle'stolling die bij deze processen optreedt maken dat er gevoeligheid voor stollingsscheuring optreedt bij materiaalsamenstellingen die normaliter bij booglassen scheurvrij blijven. Een aangepast Suutaladiagram, zoals weergegeven op afbeelding 4 kan worden toegepast voor het voorspellen van scheurgevoeligheid van laser- en elektronenstraallassen op basis van de [Cr/Ni]WRC-equivalentverhouding.
Sommige bronnen bevelen een minimum van 4 FN aan om warmscheuren in booglassen in austenitisch roestvast staal te vermijden. Hoewel deze richtlijn van 4FN voldoet voor de meeste situaties, biedt hij geen garantie voor alle toepassingen. Lasprocedures die gepaard gaan met hoge warmte-inbreng, diepe en nauwe lassen, hoge interpass-temperaturen en hoge restspanningsniveaus kunnen aanleiding geven tot warmscheuring van de vervaardigde lasverbinding zelfs bij een ferrietgehalte van 4FN. Hoge lassnelheden kunnen eveneens veranderingen veroorzaken in de vorm van het lasbad. Hoge lassnelheden die resulteren in een druppelvormig lasbad verhogen de stollingssnelheid in het midden van de las en bevorderen primaire austenietvorming, waardoor zulke lassen een sterkere neiging tot scheuring zullen vertonen. Een aanbevolen ferrietgehalte lopend van 5 tot 20 FN moet voldoende zekerheid bieden voor het uitblijven van warmscheuren in booglassen. Hoewel sigmafase geen probleem hoeft te zijn voor ferrietgetallen in dit aanbevolen traject, neemt de mogelijkheid van sigmafasevorming toe naarmate het ferrietgetal van het lasmetaal stijgt.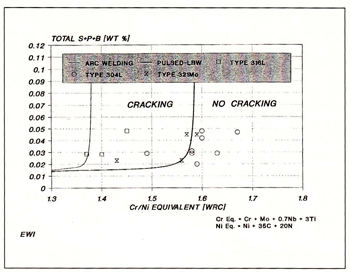
Afb. 4 Aangepast Suutula-diagram van warmscheuringsgevoeligheid van boog- en laserlassen in AISI 316 (volgens Pacary, Moline en Lippold van Edison Welding lnstitute.
De bekwaamheid van de maker om het gespecificeerde ferrietgehalte in een gegeven las te realiseren hangt mede af van de lasparameters en laspraktijken die algemeen worden toegepast. Onjuiste lastechnieken kunnen resulteren in buitensporige opname van stikstof uit de omgevingslucht. Een hoger dan normaal stikstofniveau kan de ferriet in de las verlagen en warmscheuring veroorzaken terwijl dat niet werd verwacht.
Buitensporige stikstofopname kan het gevolg zijn van onvoldoende afscherming met schermgas in geval van TIG-lassen, van onvoldoende poederbedekking tijdens onder poederdeklassen of door te lassen met te grote booglengte bij schermgaslassen of bij lassen met gevulde draad.
Hoge gehalten aan elementen met een laag smeltpunt, zoals zwavel, fosfor, selenium, silicium en niobium verhogen eveneens de gevoeligheid voor warmscheuring. Het lassen van roestvast staaltypen als AISI 303 en 303SE of AISI 3095 is sterk af te raden vanwege de hoge concentraties elementen met een laag smeltpunt die typen bevatten waardoor ze gevoelig zijn voor warmscheuring, zelfs bij hoge concentraties deltaferriet.
Staaltypen met lage concentraties zwavel en fosfor kunnen worden gelast bij lagere ferrietgehalten.