


Orbitaal lassen
De voornaamste reden om laswerk uit te voeren met een orbitaal-TIG systeem, is de mogelijkheid die het biedt een reproduceerbare las te maken die voldoet aan gestelde kwaliteitseisen. Feiten als een lage heat-input, hogere produktiesnelheid en een grotere onafhankelijkheid van de lasser zijn natuurlijk interessante, maar slechts bijkomende voordelen.
C. Tiele
(artikel gepubliceerd in Roestvast Staal nummer 7, 1991- artikel 77)
De voornaamste reden om laswerk uit te voeren met een orbitaal-TIG systeem, is de mogelijkheid die het biedt een reproduceerbare las te maken die voldoet aan gestelde kwaliteitseisen. Feiten als een lage heat-input, hogere produktiesnelheid en een grotere onafhankelijkheid van de lasser zijn natuurlijk interessante, maar slechts bijkomende voordelen. Niet alleen het veilig, maar vooral ook het zonder vervuiling transporteren van een medium, maakt het noodzakelijk transportsyste men te fabriceren zonder dode ruimtes. De hierin opgesloten vervuiling/bacteriën kunnen niet meer worden verwijderd en zullen de kwaliteit van het te verplaatsen medium nadelig beïnvloeden. Een gelaste verbinding is de ideale oplossing voor dit probleem, immers een las vormt een homogene verbinding tussen twee componenten.
Naast een goede röntgenkwaliteit en mechanische eigenschappen, worden ook ten aanzien van oppervlakteruwheid en mate van doorlassing steeds hogere eisen gesteld. Door het lassen te automatiseren met behulp van orbitaal-TIG apparatuur wordt aan deze eisen tegemoet gekomen. Lassystemen, voorheen alleen in gebruik bij bedrijven die zich op de high-tech markt (nucleaire/semiconductor industrie) profileerden, worden nu toegepast in vrijwel elke tak van industrie door een groeiend aantal bedrijven. Dit artikel gaat in op een aantal facetten die als hulp kunnen dienen bij de keuze van orbitaal-TIG apparatuur (ervan uitgaand dat de noodzaak hiertoe aanwezig is). Het zwaartepunt zal liggen bij kleine buisdiameters (< 76 mm OD) met een wanddikte tot 3 mm, die in uiteenlopende materiaalsamenstellingen steeds vaker worden toegepast. Ook zullen de effecten op het uiteindelijke lasresultaat worden besproken, die een gevolg zijn van:
- keuze beschermgas
- lasnaadvoorbewerking
- wolfraamelektrode en materiaalsamenstelling.
Er zal een investering worden gedaan die de produktie van dit moment dekt. Maar met het oog op de toekomstige behoefte is het niet ondenkbaar dat er zal worden geïnvesteerd in laskappen, die kunnen worden aangesloten op dezelfde stroombron. Dit laatste is een belangrijk gegeven. In de keuze die uiteindelijk zal worden of een gesloten uitvoering van de laskop of van een kruiper gemaakt speelt de stroombron een ondergeschikte rol. Voordat leveranciers worden uitgenodigd voor een demonstratie, is het aan te bevelen eerst een aantal vragen te stellen. Zodoende kan een groot deel van de te leveren apparatuur op voorhand afvallen en kan de aandacht worden gericht op die apparatuur, die voor het bedrijf/produktiebehoefte interessant is.
Een eerste selectie kan reeds plaatsvinden naar aanleiding van:
- Welke wanddikte hebben de te lassen werkstukken? Onder de 3 mm wanddikte kan zonder toevoegmateriaal worden gelast. Wanneer het zwaartepunt van de produktie boven deze wanddikte ligt, moet er dus naar een type laskop gezocht worden dat extern materiaal kan toevoegen.
- In welk diametergebied ligt het zwaartepunt bij de produktie? Hieruit kan een eerste selectie worden gemaakt tussen een open of een gesloten uitvoering van de laskop of van een kruiper (afb. 1). elk met zijn specifieke toepassingsgebied. Zie hiervoor het volgende hoofdstuk.
- Hoe is de uitvoering van de te maken lasverbinding? Zijn het altijd lasverbindingen tussen buizen/pijpen/afsluiters, of moeten er hoeklasverbindingen in een pijpenplaat worden gemaakt.
- Welke componenten zijn nodig in verband met positionering en/of keuze van de laskap. Hoe lang zijn de rechte einden aan de componenten (afb. 2) en worden er toleranties opgegeven betreffende wanpdikte, of ten aanzien van de OD.
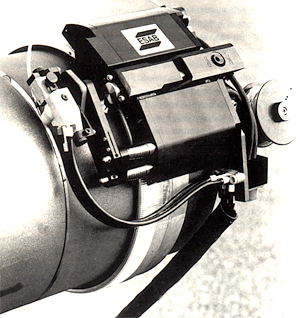
Afbeelding 1. Crawlervoor pijp/buisdiameters 100 mm 00. Foto beschikbaar gesteld door Esab Nederland.
Laskoppen
De belangrijkste functie van een orbitaal-laskap, is het in een cirkel vormige baan bewegen van de warmtebron. Ons toespitsend op het TIG-Iasproces, zijn er twee varianten te onderscheiden : open en gesloten laskappen.
Open laskoppen
Deze laskop heeft meestal de vorm van een hoefijzer en wordt met de open zijde over het te lassen object gezet (afb. 3). Onder de 20 mm zijn dit soort laskoppen gasgekoeld en uitgevoerd met keramische drukrollen, die dienen te worden afgestemd op de te lassen diameter. Positionering vindt plaats door een soort griptang die de delen vastklemt tussen de keramische rollen. Noodzakelijke ruimte tussen twee parallel lopende buizen bij 20 mm OD bedraagt 43 mm. De grotere koppen zijn watergekoeld en kunnen, afhankelijk van de toepassing, met of zonder toevoegmateriaal worden gebruikt. Voor het positioneren van de te lassen dele-n wordt gebruik gemaakt van kunststof schaaldelen, die afhankelijk van de diameter kunnen worden versteld. Te lassen delen moeten vooraf worden gehecht. Enerzijds een nadeel, anderzijds is het hierdoor mogelijk de laskop op één zijde van de lasnaad te positioneren. Het hechten kan vervallen wanneer gebruik wordt gemaakt van een spandoorn, die met uitzettende drukveren in de ID wordt geplaatst.
Deze optie kan alleen worden gebruikt bij rechte buis/pijp (moet na het lassen nog verwijderd kunnen worden). Bij het positioneren van de kop moet het slangenpakket minimaal één slag om het te lassen werkstuk worden gewikkeld. De wolfraamelektrode is via een verende ophanging verbonden met een drukrol, die over de OD loopt. Hierdoor wordt de booglengte bij onrondheid constant gehouden. Noodzakelijke ruimte tussen twee parallel lopende buizen bij 80 mm OD bedraagt 135 mm. De wolfraamelektrode dient bij deze laskoppen op het oog boven de lasnaad te worden gepositioneerd. Voor het lassen van groter diameters zijn klemmen verkrijgbaar om te voorkomen dat buizen onder het gewicht van de laskop/componenten doorbuigen. Bij kleinere diameters kan een dergelijk hulpmiddel het hechten vervangen. Wanneer er lassen moeten worden gemaakt in een omgeving waar luchtstromingen de boogbescherming met inert gas nadelig kunnen beïnvloeden, kan als afscherming een kunststof kap worden gebruikt. Tijdens het lassen, staat de lasser en zijn omgeving bloot aan de straling van de lasboog. Het grootste toepassingsgebied van dit soort koppen, is tussen 20 en 80 mm OD. Er zijn 6 elkaar in diameterbereik overlappende laskoppen (3-10 mm, 9-20 mm, 18-40 mm, 36-80 mm, 71 -160 mm en 140-220 mm OD).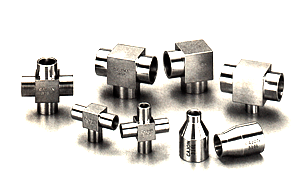
Afbeelding 2. Compacte Microfit fittingen, met rechte Jaseinden van 6,35 mm lengte.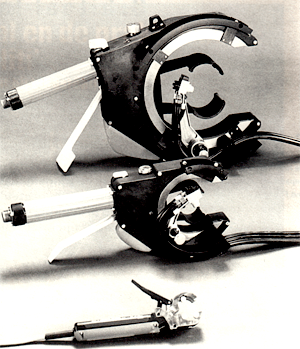
Afbeelding 3. 'Open' Jaskoppen voor diameters 3-220 0D. Foto beschikbaar gesteld door Esab Nederland.
Gesloten laskoppen
Bij een dergelijke laskop vindt het lassen plaats in een cassette die is afgesloten van de schadelijke omgevingslucht. Dit type laskop heeft twee verschillende uitvoeringen betreffende positionering van de te lassen componenten. Voor het inklemmen wordt in beide uitvoeringen gebruik gemaakt van collets-of schaaldelen. Deze zijn of geïntegreerd in de laskap, terwijl de andere uitvoering gebruik maakt van een apart fixeerblok (afb. 4 en 5). In beide types kunnen de coliets eenvoudig worden uitgewisseld, afhankelijk van de diameter of vorm van de te lassen componenten. Wanneer de schaaldelen/coliets onderdeel uitmaken van de laskop is deze gasgekoeld (tot 19 mm OD). bij grotere diameters altijd watergekoeld. (Bij een watergekoelde orbitaal-kop, wordt alleen de klemhuls van de wolfraamelektrode gekoeld). Wanneer de coliets zijn geïntegreerd in de kop, gaat positionering als volgt: De laskop wordt zodanig op het uiteinde van het te lassen component gezet, dat het uiteinde zich op het oog onder de elektrode bevindt, tegelijkertijd wordt dat deel van de kop met een snelhevel gesloten.
Het andere deel wordt zodanig tegen het gefixeerde deel geduwd, dat zich hiertussen geen luchtspleet meer bevindt en ook deze zijde van de laskop wordt gesloten. De wolfraamelektrode kan, behalve in het centrum, ook uit het midden van de kop worden gepositioneerd, dit maakt het mogelijk om zeer korte componenten te lassen. Voorwaarde hierbij is dat deze vooraf worden gehecht. Noodzakelijke ruimte tussen twee parallel lopende buizen bij 12 mm OD bedraagt 49 mm en bij 50 mm OD 87 mm. Dergelijke koppen worden sinds de introductie van orbitaal-equipment toegepast, het grootste toepassingsgebied is tussen 6.0 en 63 mm OD. Er zijn een aantal elkaar in diameterbereik overlappende laskoppen (3,2-19/21,3 mm, 6,3-25,4/33 mm, en 19-50 8/60 3 m OD) Nadeel van een dergelijke constructie is dat de collets oververhit raken na een aantal lassen. De warmteafgifte is door het geringe oppervlak onvoldoende, zodoende worden ingeklemde componenten voorverwarmd, waardoor het lasresultaat nadelig zal worden beïnvloed.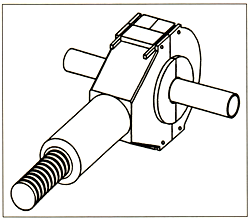
Afbeelding 4. Laskop met geïntegreerde col/ets voor het fixeren van de te lassen delen.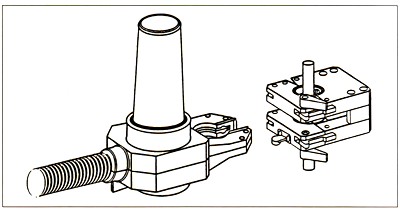
Afbeelding 5. Laskop met los fixeerblok, waarin de te lassen delen worden gefixeerd (cassette systeem).
De laskop is in het veld moeilijk te positioneren. Terwijl wellicht mede door de beperkte inklemkracht, de componenten na het lassen bijna nooit in lijn zitten. Een antwoord op de geschetste problematiek is de uitvoering waarbij de coliets in een apart fixeerblok zijn geïntegreerd (afb. 6). Deze laskoppen zijn altijd gasgekoeld en in combinatie met het fixeerblok is een dergelijke combinatie zeer geschikt voor een hoge produktiesnelheid. Door het relatief grote oppervlak van dit fixeerblok (in vergelijking met de laskop waarin de coliets zijn geïntegreerd) is de afgifte van warmte groter. Natuurlijk zullen ook deze bij een hoge produktie oververhit raken, waardoor mogelijk een onacceptabel lasresultaat wordt verkregen. Dit probleem kan worden voorkomen door gebruik te maken van fixeerblokken. Het blok heeft zo niet alleen kans om af te koelen, maar hierdoor kan ook een hogere produktie worden gerealiseerd. Meer fixeerblokken kunnen ook een handige hulp zijn bij het positioneren van standaard lengten buis.
Twee blokken worden elk aan een zijde van de buis geklemd, waarna deze in positie kan worden gefixeerd. Deze blokken bestaan uit een componentensysteem waarmee tal van mogelijkheden denkbaar zijn, bijvoorbeeld voor het compleet gemonteerd fixeren/lassen van afsluiters, of zeer korte componenten (6,35 mm). Mede door gebruik te maken van massieve collets, hoeft er niet gehecht te worden en is verplaatsing van de laszone, na fixering, vrijwel onmogelijk. Positionering van de componenten in het fixeerblok vindt plaats met behulp van een hulpstuk, zodat de lasnaad zich na het plaatsen van de laskop altijd exact onder de wolfraamelektrode bevindt. Noodzakelijke ruimte tussen twee parallel lopende buizen bij 12 mm OD bedraagt 29 mm en bij 50 mm OD 45 mm. Sinds de introductie worden dergelijke combinaties veelvuldig toegepast; het grootste toepassingsgebied ligt tussen 2 en 54 mm OD. Er zijn een aantal elkaar in diametergebied overlappende laskoppen (2-13 mm, 6-25 mm en 12-54 mm OD). Besproken gesloten laskoppen zijn niet geschikt om toevoegmateriaal toe te voegen. Overdikte wordt verkregen door uitzetting/krimp van de te lassen delen. Uit onderzoek, gedaan in combinatie met een los fixeerblok, blijkt dat de krimp vrijwel altijd tussen 0,17 en 0,35 mm is (afhankelijk van de naadvoorbewerking).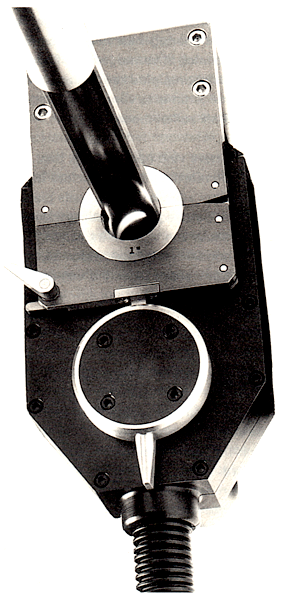
Afbeelding 6. Laskop volgens cassette systeem.
Stroombronnen
Verbindingen in dunne maar ook in kostbare materiaalsamenstellingen, die met een relatief laag vermogen kunnen worden gelast,vormen het grootste toepassingsgebied voor orbitaal-TIG systemen. Ook moet het toegevoerde vermogen reproduceerbaar zijn, daar fluctuaties van 0,5 ampère de grens kunnen vormen tussen een doorlassing of een afkeur. Voor dergelijke toepass ingen worden stroombronnen met een zeer snelle en nauwkeurige elektronische regeling toegepast. Tegenwoordig wordt hiervoor, enerzijds om het gewicht te beperken en anderzijds om zijn energie efficiëntie en elektronische regelmogelijkheden, een inverter als stroombron gebruikt (afb. 7). Een inverter bestaat eigenlijk uit drie omvormers in één. De wisselstroom uit het net wordt allereerst gelijkgericht. Vervolgens wordt deze gelijkspanning door een Thyristor/Transistor/Mosfet schakeling weer in een hoogfrequente wisselspanning omgezet. Deze hoogfrequente wisselspanning laat zich door een zeer lichte transformator in de voor het lassen benodigde spanning/stroom omzetten, die vervolgens weer wordt gelijkgericht.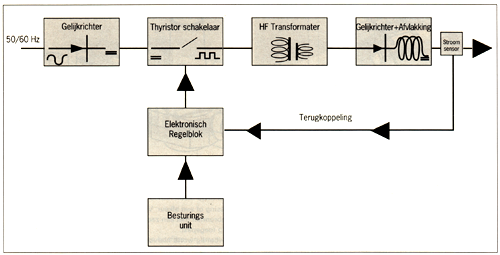
Afbeelding 7. Principe schema inverter.
Doordat het Thyristor/Transistor/Mosfet element zich praktisch energieloos laat sturen, is dit het ideale aangrijpingspunt voor de elektronische regeling. Door op een aparte poort een stuursignaal te zetten, kan deze in een zeer hoog tempo schakelen (afb. 8). Tegenwoordig is er een tendens om de frequentie (16-100 KHz) steeds hoger te kiezen. Een hogere frequentie heeft het voordeel van lichtere/compactere transformatoren en de mogelijkheid van snellere regelcircuits, waardoor men het uitgaand vermogen beter in de hand heeft. Belemmering voor nog hogere frequenties is de huidige stand der techniek in vermogens halfgeleider-elementen voor omzetting/gelijkrichting, plus kernmaterialen voor de transformator. In de komende jaren is te verwachten dat de frequenties tot in het megahertz-bereik zullen toenemen.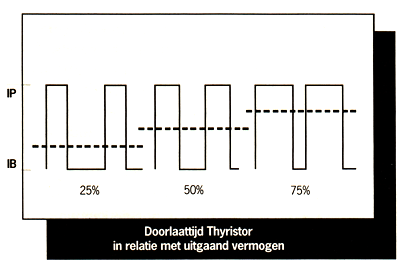
Afbeelding 8. Doorlaattijd thyristor in relatie met uitgaand vermogen.
Toepassing van inverters vind hoofdzakelijk daar plaats waar:
- Door de zeer snelle reactietijden en precieze instelmogelijkheden van de lasparameters alle variabelen, zoals piekstroom, basisstroom, pulstijd en pulsfrequentie optimaal moeten kunnen worden gekozen. Pulsduur kan worden ingesteld van fracties van een milliseconde tot honderden milliseconden en het aantal pulsen per tijdseenheid kan worden ingesteld van één puls tot enkele honderden pulsen per seconde. De snelle reactietijden mede voor het probleemloos starten van de boog moeten zorgen.
- Een inverter klein van afmetingen en laag van gewicht kan zijn.
- Door het effectieve ontwerp, eenvoudig met kleine ventilatoren te koelen is.
- De kwaliteit van de primaire spanning is minder kritisch dan bij conventionele stroombronnen (één-of drie-fase aansluiting, 50 of 60 Hz). Dit, daar het afgegeven vermogen continue wordt gemeten/bijgestuurd.
- De combinatie van een snelle regelkring en schakelfrequentie maken dat dergelijke stroombronnen uitblinken in vrijwel alle processen (multifunctionele toepassingsmogelijkheden).
De snelle ontwikkelingen in de micro-electronica geven de mogelijkheid om het uitgaande vermogen constant te controleren/vergelijken met de waarden die zijn ingesteld en indien nodig te corrigeren. Dit, om het vermogen wat uiteindelijk het materiaal tot smelten brengt, ongeacht vibratie, luchtvochtigheidsgraad of temperatuursfluctuaties, te kunnen reproduceren. Dergelijke toepassingen maken het ook mogelijk om tijdens een lascyclus de warmtetoevoer afhankelijk van de laspositie te veranderen/regelen. Immers hoe groter de wanddikte, des te meer warmtetoevoer noodzakelijk is door het effect van de zwaartekracht (1G/2G/3G/4G positie) op het smeltbad. Een buis kan op deze wijze, afhankelijk van het systeem, in tussen de 3 en de 999 zones of segmenten worden verdeeld (per 0,36 graad of bij 1 inch OD per 0,08 mm). Binnen deze zones/segmenten kunnen piek/basisstroom, pulstijd, pulsfrequent ie, lassnelheid of combinaties hiervan worden gewijzigd om optimale resultaten te verkrijgen (afhankelijk van het systeem ook draadsnelheid, pendel amplitudes etc.). Digitaal uitleesbare volt-en ampèremeters zijn standaard op vrijwel elke stroombron en zijn voor het uitvoeren van lasmethodekwalificaties noodzakelijk. Aflezing van het voltage kan ook als indicatie worden gebruikt voor de conditie van de wolfraamelektrode, immers wanneer door slijtage de booglengte groter wordt zal het voltage oplopen. Zoals reeds aangegeven, zijn bij stroombronnen met inverter regeling de procesvariabelen afzonderlijk te regelen en de mogelijkheden vrijwel onbeperkt. Praktisch (en verkooptechnisch) zijn al deze eigenschappen zeer interessant, maar wat daarbij niet uit het oog moet worden verloren, is dat dergelijke besturingssystemen door de operator als zéér complex worden ervaren. Als voorbeeld kan worden genoemd het maken van een lasprogramma voor een verbinding waarvan geen standaardprogramma bekend is. Hierbij wordt in de praktijk meestal als volgt te werk gegaan: De operator start met een bekend programma dat gemaakt is voor een vergelijkbare verbinding en tijdens het lassen wordt aan de binnenzijde van de buis gekeken wat de mate van penetratie is. Afhankelijk van deze penetratie wordt tijdens het proeflassen het programma net zolang bijgesteld, totdat een acceptabel resultaat wordt verkregen.
Vraag voor de operator is nu in hoeverre, wanneer en in welk segment de gevonden waarden moeten worden ingesteld om de uiteindelijke produktielas te maken. De operator zal beginnen met een programma waarvan hij/zij weet, dat het vermogen zodanig laag is dat er geen gat in de verbinding wordt geblazen (het vermogen
wordt dus tijdens het lassen verhoogd). Als dus met het gevonden programma wordt gestart, zal in de 3-uur positie (startpositie is 12uur) ten opzichte van de proeflas een grotere warmte worden ontwikkeld met als resultaat een grotere penetratie. Om een deel van de problematiek te ondervangen, is er gezocht naar regelsystemen die met behulp van een microprocessor met informatie worden gevoed. Materiaalsamenstelling, uitwendige diameter, wanddikte, naadgeometrie etc. worden ingevoerd en in het vooraf geprogrammeerde geheugen wordt dan naar een programma gezocht voor de te maken verbinding. Is het betreffende programma niet aanwezig, dan kan het geheugen van de processor worden gevoed door andere (vergelijkbare) stroombronnen of programma's die door de fabrikant kunnen worden geleverd. Ook is er opslagcapaciteit om eigen of aanpassingen op bestaande programma's op te slaan. Plaatsing in het geheugen kan op vele manieren plaatsvinden, meestal echter onder een identificatienummer. Uitlezing van gegevens kan in verschillende talen. Een dergelijke besturing kan eenvoudig worden gekoppeld aan een printer, die alle informatie betreffende de gemaakte las kan uitprinten (het data-loggen, een modeverschijnsel waar op zich al een artikel aan kan worden besteed). Over welk opleidingsniveau zullen operators moeten beschikken? Is datgene wat de operator opzoekt/verandert/opslaat in het geheugen lastechnisch nog te begrijpen? Moet het een lasspecialist of een computerfreak zijn?
Ontwikkelingen concentreren zich niet alleen op snelheid van regeling en eenvoud van bediening van stroombronnen, maar ook op lastechnisch gebied. Waarom zou men een lasverbinding in materiaal met een wanddikte < 3 mm in één keer doorlassen. Het kan ook in meer rondgangen, gecombineerd met een zeer hoge lassnelheid. Voordelen hiervan zijn:
- Een zeer eenvoudige programmering van de stroombron, de zwaartekracht heeft door de lage warmtetoevoer in combinatie met de hoge lassnelheid vrijwel geen invloed op het smeltbad.
- Ook na het lassen is het gelaste werkstuk recht. Dit in tegenstelling tot een verbinding die in één rondgang is gelast. De warmte wordt gelijkmatig over de gehele omtrek van het werkstuk verdeeld.
Dit heeft ook tot gevolg dat:
- De positie van het te lassen object onbelangrijk is.
- Er optimale mechanische eigenschappen worden verkregen.
Aan potentiële leveranciers moeten tot besluit de volgende vragen worden voorgelegd:
- Hoeveel van dergelijke systemen worden er gebruikt in Nederland/Europa/wereldwijd?
- Welke referenties zijn er en wat zijn de ervaringen van de gebruikers?
- Kan er vrijblijvend ervaring worden opgedaan met de apparatuur (proefperiode/huur)?
- Waar is het servicecentre gevestigd, en hoeveel backup systemen zijn er?
- Hoe snel kan er weer worden gelast na een storing?
- Wat kan er van de leverancier worden verwacht bij de oplossing van optredende problemen?
Het beschermgas
Bij het TIG-lassen moet gebruik worden gemaakt van een beschermgas dat de elektrode, het smeltbad en het materiaal beschermt tegen ongewenste invloeden van de omringende lucht. Lucht bestaat voornamelijk uit een mengsel van 78% stikstof en 20 % zuurstof, welke elementen beide een nadelige invloed hebben op de kwaliteitvan de las. Stikstof lost namelijk gemakkelijk op in vloeibaar materiaal en wordt in stollend metaal gemakkelijk ingesloten, wat poreusheid tot gevolg heeft. Zuurstof heeft bij een onvoldoende afscherming door het beschermgas, naast poreusheid en oxydatie van de elektrode, verkleuring van het oppervlak en afbrand van legeringselementen (wat weer resulteert in een afname van de mechanische eigenschappen en corrosievastheid van het materiaal) tot gevolg. De keuze van het beschermgas wordt bepaald door het te lassen materiaal. Op zijn beurt heeft dit weer invloed op de elektrische geleidbaarheid en de boogspanning waardoor de warmtetoevoer in het materiaal wordt bepaald (afb. 9).
Gassen die hiervoor in aanmerking komen zijn hoofdzakelijk inerte gassoorten. Zuiver argon wordt veelvuldig toegepast; de energie is sterk geconcentreerd, de boog start gemakkel ijk en, hoewel ondergeschikt, de kostprijs is laag. Argon wordt ook toegepast met een toevoeging van 2 tot 5% waterstof (actief gas). Voordelen zijn een verhoging van de boogspanning, waardoor hogere lassnelheden en/of diepere inbranding wordt verkregen. Hiernaast worden de oppervlaktespanning en viscositeit van het smeltbad verlaagd waardoor een gladder lasuiterlijk wordt verkregen. Ar/H2 mengsels kunnen in geen geval worden toegepast in H2 gevoelige materialen zoals duplex en martensitisch roestvast staal. Voor het lassen van materialen met een hoge warmtegeleidingscoëfficiënt wordt zuiver helium of een He/Ar mengsel toegepast. Voordelen zijn een verhoging van de boogspanning (> 1.5 x boogspanning Ar) en net zoals bij Ar/H2 mengsels een gladder lasuiterlijk. Nadelen van He/He-Ar mengsels zijn de hoge ionisatiespanning ten opzichte van Ar, waardoor de boog moeilijker zal ontsteken.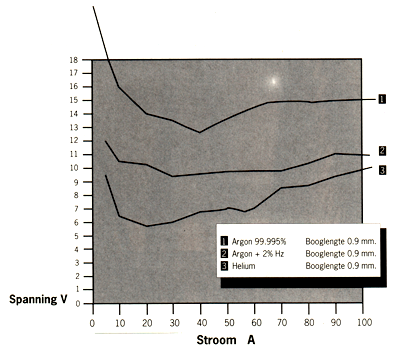
Afbeelding 9. Boogspanning bij verschillende gassen.
Onder bepaalde omstandigheden zal er ook meer gas moeten worden toegevoerd om een goede afscherming van het smeltbad te krijgen. Het is gevoeliger voor luchtstromingen daar het 5 maal lichter is dan Ar. Opgemerkt moet worden dat ten opzichte van zuiver Ar of He, gasmengsels eerder aanleiding geven tot een instabiel booggedrag. Een combinatie met een actieve component zoals bijvoorbeeld H2 zal de standtijd van de wolfraamelektrode nadelig beïnvloeden. De binnenzijde van de buis/pijp moet eveneens worden beschermd tegen oxydatie. De ruimte die gespoeld wordt dient om het gasverbruik te beperken zo klein mogelijk te worden gehouden. Hierbij moet niet alleen worden gedacht aan grote diameters maar ook aan lassen die worden gemaakt in complexe leidingsystemen. In complexe systemen worden de te lassen leidingen/componenten afgesloten van de rest, terwijl bij grote diameters gebruik wordt gemaakt van opblaasbare ballonnen, centreerconussen of andere hulpmiddelen. Het is raadzaam om wanneer er meer lassen in een systeem moeten worden gemaakt, het backinggas constant te laten stromen. De diameter van een conus dient zo groot mogelijk te worden gekozen, zodat de dode ruimte (de hoek direct achter de conus in de buis) klein is. Aanwezige lucht in deze hoek wordt niet door spoelen verwijderd, en zal zeker bij een gepolijst ID verkleuring naast de las veroorzaken. Diameter, complexiteit van het te lassen systeem en de plaats van de las ten opzichte van de gastoevoer bepalen de tijd die moet worden gespoeld voordat de lasboog wordt gestart. Als backinggas wordt voor materialen die niet gevoelig zijn voor H2/N2 in de praktijk meestal formeergas gebruikt, een mengsel van stikstof en waterstof.
Las naadvoorbewerking
Wanneer reparaties moeten worden uitgevoerd in lassen die zijn gelegd met een orbitaal-TIG systeem, is de oorzaak hiervan in meer dan 65 % van de gevallen het gevolg van onjuist voorbewerkte laskanten. Een rechte laskant die met een minimale luchtspleet tegen het andere te lassen deel aansluit, is een ideale uitgangspositie voor het maken van een reproduceerbare lasverbinding (afb. 10). Elke variatie hierop wordt door een machine niet gezien. Te lassen buis/componenten die door zagen of met een pijpsnijder worden afgekort, moeten hierna altijd worden voorzien van een rechte laskant. In de praktijk wordt hiervoor in de meeste gevallen een Tube-Faeer gebruikt, een transportabele machine die met een beitel de laskanten recht afdraait. Aan ID/OD zal zich hierbij een onregelmatige braam vormen, die moet worden verwijderd. Het spreekt vanzelf dat dit moet plaatsvinden zonder een afschuining te creëren, (een braam geeft een plaatselijke wanddiktevermeerdering, een afschuining het tegenovergestelde) en laskanten dienen schoon en vetvrij te worden gemaakt.
Afbeelding 10. Afgekort en van rechte laskanten voorzien, een ideale uitgangspositie voor reproduceerbare lassen.
Wolfraam eIektrode
De meest toegepaste elektrode voor het lassen met gelijkstroom is wolfraam met een toevoeging van 2 tot 4% thorium. Een dergelijke elektrode heeft een redelijke standtijd en start gemakkelijk, terwijl legeringen met 2-4% lanthaan een standtijd hebben die 40-60% hoger ligt dan met thorium gelegeerde elektroden. Factoren die nadelig kunnen inwerken op de standtijd, zijn de hoeveelheid vermogen, verontreinigingen op de oppervlakte van het te lassen produkt en de zuiverheid van het toegepaste beschermgas. Door een combinatie van deze factoren treedt verdamping op van de elektrode. Op de elektrodepunt zullen zich dendrieten en oxyden vormen, waardoor niet alleen de tophoek maar ook de booglengte zich zal wijzigen, en bovendien als risico heeft, dat het smeltbad wordt verontreinigd. De boogvorm zal zich in combinatie met de inbrandingsdiepte wijzigen, ook zal de boog gaan wandelen. Effecten die gewoonlijk door een handlasser kunnen worden gecorrigeerd, maar niet door een automatisch lassysteem.
Mede hierdoor is men het effect van aanpuntingsvormen en elektrode dopes gaan onderzoeken. Vorm en oppervlakteruwheid van het aangepunte gedeelte hebben een grote invloed op de boogvorm en het booggedrag. Een elektrodepunt moet altijd op een speciaal hiervoor ontwikkelde machine worden geslepen, waarop tophoek en vorm reproduceerbaar moeten kunnen worden ingesteld (deze bepalen immers de breedte en de vorm van de boog). Het slijpen moet met een zo fijn mogelijke steen in de lengterichting van de elektrode plaatsvinden (afb. 11 ). Bij een orbitaal-laskop moet de booglengte bij elke diameterwisseling opnieuw worden ingesteld. De ruimte tussen elektrode en werkstuk bepaalt mede de aanpuntingvorm, de warmtespreiding en concentratie van de boog. Misschien onnodig dit te vermelden, maar dit kan nooit op het oog gebeuren. Gebruik hiervoor een mal, zodat altijd de juiste afstand tussen elektrode en werkstuk is gewaarborgd.
Afbeelding 11. Links: 'grove'-spiraalvormige slijping. Midden: 'gladde'-rechte slijping. Rechts: 'Uit de hand' geslepen elektrode Vergroting 20x.
Uit praktijkgegevens in combinatie met experimenten is gebleken dat door toevoeging van legeringselementen de lasbaarheid nadelig kan worden beïnvloed. Verschillen in warmtegeleidingscoëfficiënten in legeringselementen veroorzaken veranderingen in penetratie, vooral wanneer gebruik wordt gemaakt van hetzelfde programma voor verschillende materiaalcharges. Als voorbeeld kan worden genomen 316L, een austenitisch roestvast staaltype dat door zijn corrosievastheid veelvuldig wordt toegepast en bestaat uit ongeveer 17% chroom, 12% nikkel, 2% molybdeen en wat toevoegingen. Een verschijnsel dat bij automatische lassystemen in de praktijk voor problemen zorgt, daar een programma ontworpen voor een bepaalde materiaalcharge, bij toepassing in een andere charge duidelijk een afwijkend penetratiegedrag kan vertonen (afb. 12).
Een ander probleem wat zich voordoet is het zogenaamde weid pool shift. Dit vindt plaats, wanneer roestvast staal met een groot warmtegeleidingsvermogen wordt gelast aan roestvast staal met een laag warmtegeleidingsvermogen. De boog buigt af naar de zijde met het lagere warmtegeleidingsvermogen, waardoor de lasnaad wordt gemist. Van alle elementen die het smeltbad beïnvloeden, heeft zwavel het grootste effect. Een laag zwavelgehalte geeft een lage oppervlaktespanning. De meest voor de hand liggende oplossing is , om aan materialen een grote hoeveelheid legeringselementen toe te voegen die de penetratie verhogen. Deze toevoegingen veroorzaken op hun beurt onder andere poreusheid, insluitingen en een lagere corrosieweerstand. Het is aan te bevelen om niet alleen bij aanvang van produktie, maar ook wanneer van gebruikte componenten of omstandigheden wordt gewisseld een proeflas te maken . Inspecteer visueel of deze aan de gestelde kwaliteitseisen voldoet. 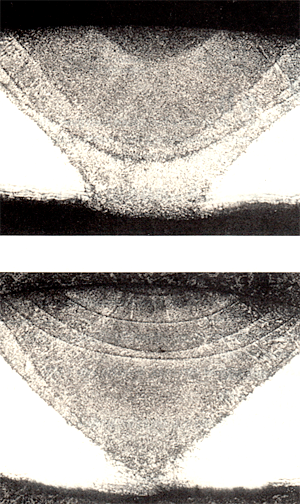
Afbeelding 12. Boven: Proeflas in buis 12,7 x 0,9 mm SS, uitgevoerd in meerdere rondgangen (H.l.= 244 J/cm). Onder: Idem als boven, maar uitgevoerd in andere charge materiaal. Vergroting 50x: Ets elektrolytisch 10% oxaalzuur.
Wanneer werkstukken orbitaal worden gelast, is het noodzakelijk componenten te kiezen in combinatie met het lassysteem en dient er vooraf rekening te worden gehouden met de mogelijkheden en onmogelijkheden van zo'n systeem. Lassers/operators moeten door de leverancier worden getraind in het gebruik van de apparatuur, op een zodanige manier dat zij vertrouwen krijgen in de combinatie man/machine. In Nederland opgedane ervaringen bij 65 bedrijven tonen aan dat honderden (in één geval 7000) lassen met een te verwaarlozen afkeurpercentage kunnen worden gemaakt met een orbitaal-TIG systeem.