


Rotatiegieten van duplexstalen werkstukken
Onderdelen die met het rotatiegietproces zijn vervaardigd, doen niet onder voor smeedstukken wat betreft hun dichtheid en inwendige samenhang. Er kunnen vrij complexe vormen worden geproduceerd in kleine series indien gewenst, tegen een lagere prijs en kortere levertijd dan met menig andere produktiemethode. Rotatiegieten is een produktietechniek die met succes kan worden toegepast bij de vervaardiging van bepaalde werkstukken van duplex roestvast staal.
Artikel gepubliceerd in Roestvast Staal nummer 8 1994.
Het rotatiegietproces
Met het rotatiegietproces worden gietstukken gemaakt die in een roterende vorm onder invloed van de centrifugaalkracht stollen. Er wordt onderscheid gemaakt tussen echt en onecht rotatiegieten. Echt rotatiegieten bestaat uit het gieten van holle voorwerpen die rotatiesymmetrisch zijn en waarvan de rotatieas samenvalt met die van het gietproces. De buitenvorm van het gietstuk is daarbij van ondergeschikt belang. De holle binnenruimte ontstaat uitsluitend onder inwerking van de centrifugaalkracht en de wanddikte die ontstaat hangt af van de afmetingen van de vorm en van de hoeveelheid toegevoerd vloeibaar materiaal. Tot het echte centrifugaalgieten wordt ook het centrifugaalgieten van massieve gietstukken gerekend, zo lang maar wordt voldaan aan de voorwaarde dat stolling plaatsvindt onder invloed van de centrifugaalkracht. Onecht rotatiegieten is het gieten bij lage omwentelingssnelheden, waarbij de centrifugaalkracht nauwelijks werkzaam kan zijn. Hiertoe worden processen gerekend voor het vervaardigen van gegoten buizen en bussen, waarbij gebruik wordt gemaakt van een vast opgestelde stalen kern voor het doen ontstaan van de boring. In het nu volgende wordt nader ingegaan op het echte rotatiegietproces. Met dit proces worden voornamelijk holle, cilindrische werkstukken vervaardigd (buizen). Als gietvorm dient de zogenaamde rotatiegietcoquille. Dit is een draaiende cilinder die, mocht dat nodig zijn, met water kan worden gekoeld en op rollen loopt (afbeelding 1). Voor grotere afmetingen wordt het inwendig oppervlak met zand of met een ander vuurvast materiaal bekleed. De rotatieas maakt of een flauwe hoek met de horizon of is volkomen horizontaal. Het vloeibare metaal wordt via een gietloop naar binnen geleid.
Bij een volkomen horizontale rotatieas wordt de gietloop voldoende lang gemaakt en tijdens het gieten wordt hij of met gelijkma.tige snelheid teruggetrokken of de coquille wordt van de gietloop weggereden. Toerental en verplaatsing van de coquille moeten dusdanig op de benodigde metaalhoeveelheid worden afgestemd, dat het metaal onder inwerking van centrifugaalkracht schroefvormig en dekkend tegen de binnenwand wordt gedrukt en met gelijkmatige dikte stolt. Bij rotatiegietmachines voor korte buizen of voor bussen wordt de gietloop slechts tot aan de coquilleopening gereden en wordt tijdens het gieten alleen maar schuin gehouden. Bij het horizontaal rotatiegieten wordt dikwijls gebruikgemaakt van de zogenaamde rollenmachine. Hierbij ligt de rotatiecoquille op vier of meer looprollen, die gezamenlijk worden aangedreven (afbeelding 2). Met dit systeem kunnen afzonderlijke coquilles in elke gewenste volgorde op dezelfde rollenmachine worden geplaatst. Dit principe van de 'vliegende coquille' wordt heel vaak toegepast, omdat dan de gietinstallatie voortdurend kan worden gebruikt. Dit proces biedt bijzondere voordelen als de coquilles na iedere gieting van een nieuwe binnenbekleding met vuurvast materiaal moeten worden voorzien en die meestal door middel van een lans worden ingebracht.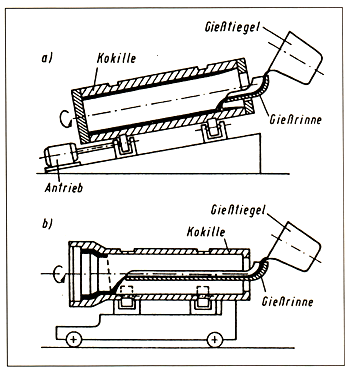
Afbeelding 1. Principe opstelling bij horizontaal rotatiegieten.
a. Rotatieas onder een hoek met het horizontale vlak;
b. Rotatieas volkomen horizontaal en coquille verrijdbaar.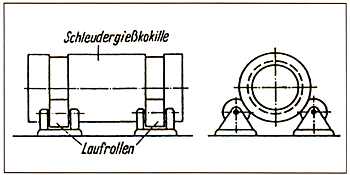
Afbeelding 2. Rotatiegiet-rollenmachine.
Het rollenmachinesysteem wordt in talrijke varianten toegepast. Er zijn ook machines waarbij de looprollen alleen maar als oplegging dienen en waarbij de coquille rechtstreeks wordt aangedreven. De uitstoot van de gietstukken vindt meestal plaats met een pneumatische of hydraulische uitstoter, die soms deel uitmaakt van de rotatiegietmachine. Het toerental van bijvoorbeeld een rotatiegietmachine voor de fabricage van cilinderbussen met een gietgewicht van 25 kg per stuk en een lengte van 500 mm kan traploos worden geregeld tussen 800 en 1200 omwentelingen per minuut. Voor snel afremmen na het gieten wordt gebruikgemaakt van een elektrisch bediende magneetrem. De rotatiekop, waarin de te gebruiken coquille wordt geplaatst, is met behulp van een nauwkeurige centrering en met passchroeven aan de elektrisch aangedreven hoofdspil bevestig. De sluitring van de coquille, die alvorens te gieten moet worden aangebracht, wordt door drie door centrifugaalkracht bediende hefbomen op zijn plaats gehouden. De waterkoeling, waarover sprake was, vindt plaats door uitschakelbare koelringen respectievelijk een bovenliggende koelbuis. De makkelijk verrijdbare gietwagen wordt van een speciaal gevormde pen voorzien. De machine kan ook automatisch worden bedreven.
Microstructuur
Zonder uitzondering blijken de rotatiegegoten werkstukken een ferrietgehalte te bezitten dat varieert tussen 40 en 60%. De samenhang tussen stolling en rotatiegietproces zorgt ervoor dat de ferrietfase uniform is verdeeld in het gietstuk en er geen plaatselijke opeenhoping optreedt. Om er zeker van te zijn dat het ferrietniveau wordt bereikt en gehandhaafd is een oplosgloeiing van het metaal van het grootste belang en het spreekt vanzelf dat snel afschrikken in water essentieel is, waarbij het gietstuk binnen een tijdsbestek van 11/2 minuut in het afschrikbad moet liggen.
Beproevingen
Afgezien van de routinematige mechanische beproevingen die duplex roestvast-staaltypen ondergaan, worden vandaag de dag stringentere eisen gesteld met betrekking tot hun kerfslagtaaiheid bij temperaturen onder het vriespunt. Vanwege de homogeniteit van rotatiegegoten duplexlegeringen wordt aan de eisen die de diverse normen stellen met betrekkelijk gemak voldaan. Een gangbare praktijk bij rotatiegegoten ringen is om er een speciaal te gieten uit dezelfde lepel voor beproevings.doeleinden. In geval van kritische onderdelen zoals van bijvoorbeeld turbines wordt het eerste gietstuk in stukken gezaagd en getest. Soms heeft een klant twijfels over de betrouwbaarheid van de testresultaten behaald met een apart gegoten proefstuk, dat soms een totaal afwijkende wanddikte kan hebben. Iets dergelijks deed zich voor met een afnemer van rotatiegegoten T-stukken van UNS S31803. Er zijn toen proeven gedaan met een T-stuk en met een meegegoten proefstuk. De te testen monsters uit het T-stuk hadden een wanddikte van 114,3 mm (41/2 inch) en de wanddikte van het meegegoten proefstuk bedroeg 63,5 mm (21/2 inch). Het T-stuk had een gloeiing bij 1120°C ondergaan, gevolgd door afschrikken in water. De resultaten zijn te zien in tabel 1. Uit de resultaten blijkt dat de testwaarden over de wanddikte van het T -stuk ruim boven de specificatie-eisen liggen, zij het niet zo hoog als die van het speciale proefstuk. Hieruit mag blijken dat met rotatiegieten van dikwandige gietstukken van UNS S31803 eigenschappen worden verkregen die vergelijkbaar zijn met die van kneedlegeringen.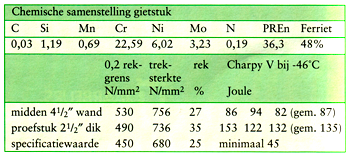
Tabel 1. Proefresultaten van een proefstuk uit een T-stuk en een meegegoten proefstuk.