


Tweeslachtigheid in falen van een warmtewisselaar
Warmtewisselaars zijn er in vele maten en soorten, en kunnen worden gemaakt van diverse materialen, voornamelijk metalen. Zo zijn er platenwisselaars of warmtewisselaars met bundels bestaande uit rechte, spiraalvormige pijpen of gevinde pijpen. Ieder type warmtewisselaar heeft zijn eigen specifieke voor- en nadelen en ook een eigen theoretisch maximaal vermogen van warmteoverdracht.
Zo zijn warmtewisselaar met vaste pijpplaten heel populair omdat de kappen (heads) relatief eenvoudig kunnen worden verwijderd om de binnenkant van de pijpen te reinigen.
En warmtewisselaars met een floating head (een bundel met één beweegbare pijpenplaat, zoals getoond in figuur 1) zijn weer geschikter voor toepassingen waarbij verschillen tussen de temperaturen van de warme en koude processtromen onacceptabele spanningen in axiale richting van de vatwand en de pijpen zouden kunnen veroorzaken. De floating head kan immers bewegen, waardoor de pijpen en de vatwand de mogelijkheid hebben om vrij te expanderen.
ir. Lammert Brantsma & ir. Jelle Brantsma
Figuur 1. Warmtewisselaar met een bundel met rechte pijpen en een floating head (omcirkeld).
Zoals uit figuur 1 duidelijk zal zijn, moet er een afdichting worden gerealiseerd tussen de vatwand en de pijpenplaat van de floating head. Anders zouden immers de twee te scheiden processtromen met elkaar in aanraking komen. Die afdichting kan bijvoorbeeld uit een kunststof ring (seal) bestaan, afhankelijk van de procesomstandigheden (temperatuur, druk, media, etc.).
Bepaald door steeds weer andere redenen, worden verschillende materialen bij warmtewisselaars toegepast; Vanwege sterkte eigenschappen tot corrosie- of oxidatiebestendigheid, vanwege warmtegeleiding of gewoon vanwege de kostprijs en verkrijgbaarheid.
In het ontwerp- en constructieproces is de materiaalkeuze en het type toe te passen warmtewisselaar dus essentieel. Maar ook al zijn het materiaal en het type goed gekozen, dan nog kan er wel wat fout gaan. Denk aan afdichtingen die na verloop van tijd hun werk niet meer voldoende doen. Dan kunnen procesmedia op plaatsen komen waar ze niet moeten komen, hetgeen afhankelijk van die media consequenties kan hebben voor de integriteit van de warmtewisselaar, en daarmee voor de continuïteit van de gehele installatie waarvan die warmtewisselaar deel uitmaakt.
In dit artikel wordt een schade beschreven, die tijdens het onderzoek naar de oorzaak een gemengd beeld te zien gaf. Door de, hier slechts globaal beschreven, onderzoeksresultaten te combineren met de constructiedetails kon de primaire scheuroorzaak worden bepaald.
Een schadegeval
Een warmtewisselaar bestaande uit een bundel van 316Ti roestvast stalen gevinde pijpen en een koolstofstalen mantel, werd gebruikt om water, dat door de pijpen stroomde, met lucht, die om de pijpen geleid werd, te koelen. De pijpen van de bundel waren ingewalst in de pijpenplaten. Eén pijpenplaat van 25 mm dik zat vast ingeklemd aan de mantel. De andere, een 40 mm dikke pijpenplaat, was de zogenaamde floating head. Tijdens een turn around inspectie, waarvoor de bundel was uitgebouwd, bleek dat enkele pijpen bij de 40 mm dikke pijpenplaat waren afgebroken. Omdat er veel meer soortgelijke warmtewisselaars net als deze reeds jaren voor dezelfde toepassing in gebruik waren, was onderzoek naar de aard en de oorzaak van de breuken gewenst. Immers, reparatie zonder kennis van de oorzaak is vragen om nieuwe problemen op korte of lange termijn, hetzij bij deze warmtewisselaar, hetzij bij soortgelijke in gebruik zijnde wisselaars.
Delen van het onderzoek
Om zeker te stellen dat het materiaal van de koelerpijpen het materiaal was zoals het was gespecificeerd, is het pijpmateriaal middels röntgenfluorescentie geïdentificeerd. Er bleek niet van enige verwisseling nog anderszins sprake te zijn, het materiaal was inderdaad roestvast staal type 316Ti. Duidelijk was dat er op de pijpen van de bundel, dus aan de luchtzijde, erg veel kalk was afgezet, vooral aan de kant van de floating head pijpenplaat, zoals figuur 2 goed illustreert.
Figuur 2. Op de pijpenplaat en de gevinde pijpen zat een kalkaanslag.
Behalve dat er een aantal pijpen was gebroken, bleek tijdens het onderzoek dat er van de pijpen in de floating head pijpenplaat eerder al enkele pijpen waren afgeplugd, en dat enkele pijpen scheuren vertoonden. Zoals gezegd, waren de pijpen in de pijpenplaat gewalst, en het bleek dat de breuken en scheuren waren opgetreden aan het eind van de inwalsing, dus ter plaatse van de overgang van het ingewalste en het niet ingewalste deel (zie figuur 3 en 4).

Figuur 3. Een breukvlak (zie pijl) op de overgang ingewalste en niet ingewalste deel van een pijp. 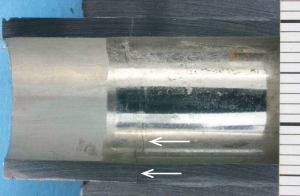
Figuur 4. Scheuren (zie pijlen) in een pijp, uitgaande van het buitenoppervlak van de pijp.
De scheuren en breuken stonden vrijwel haaks op het pijpoppervlak en bleken bedekt met roestbruine (corrosie) producten en kalkafzettingen. De breukoppervlakken en de oppervlakken van opengebroken scheuren bleken relatief vlak en fijnkristallijn, en toonden concentrische scheurgroei-rustlijnen. Uit deze patronen van rustlijnen is afgeleid dat deze uitgingen (een middelpunt hadden) van meerdere posities aan de buitenoppervlakken, zie figuur 5.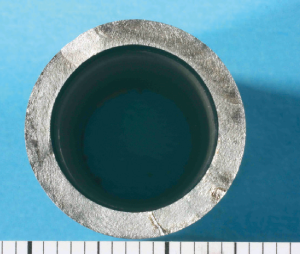
Figuur 5. De patronen van rustlijnen uitgaande van posities op het pijpoppervlak (enkele posities met pijlen aangegeven).
Dergelijke rustlijnen kunnen worden gevormd tijdens verschillende scheurmechanismen, zoals vermoeiing, spanningscorrosie en corrosie-vermoeiing. Om de meerslachtigheid van de oorzaak terug te brengen naar minder en liefst maar één mogelijke oorzaak, moest aanvullend gedetailleerd onderzoek worden uitgevoerd. De producten op de scheurvlakken zijn door Schielab geanalyseerd met een zogenaamde energie dispersieve röntgen micro analyse (EDX analyse) waarbij een EDX meetsonde op een raster elektronen microscoop (REM) is geïnstalleerd. Daarbij bleek dat het product op de scheurvlakken onder andere bestond uit oxiden (hydroxiden) van ijzer. Behalve de materiaal eigen elementen, zoals chroom, nikkel, molybdeen, silicium en titaan, zijn ook nog calcium en chloor aangetroffen.
Elektronen microscopie (REM) aan de oppervlakken van de scheuren in de koelerpijpen toonde dat de scheuren transkristallijn liepen en overwegend niet georiënteerde velden met grillige veerachtige patronen toonden. Dit is een karakteristiek voor spanningscorrosie (figuur 6). Lokaal zijn echter ook kleine gebieden met micro-scheurgroei met een scheuruitbreidingsrichting vanaf het buitenoppervlak aangetoond, hetgeen juist een karakteristiek is voor vermoeiing (figuur 7).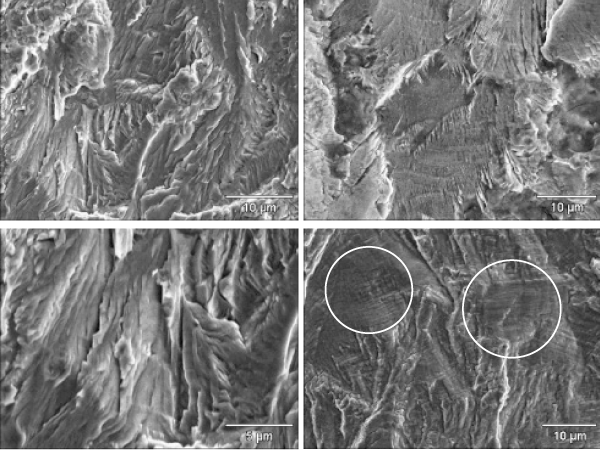
Figuur 6 (links). REM beeld van spanningscorrosie. Figuur 7. REM beeld van vermoeiing (cirkel).
Vervolgens zijn van de koelerpijpen ter plaatse van de breuken en scheuren doorsneden gemaakt, die zijn geprepareerd voor microscopisch onderzoek. Dat onderzoek gaf aan dat de structuur van de koelerpijpen bestond uit een austenitische matrix met zeer fijne delta ferriet en grove titaan carbiden (carbonitriden) (zie figuur 8). Het breukvlak en de scheuren liepen transkristallijn (door de austeniet korrels), en er zijn vertakte scheurtjes aangetroffen. Transkristallijne scheurgroei is karakteristiek voor zowel spanningscorrosie als vermoeiing, vertakte scheuren zijn weer een karakteristiek voor spanningscorrosie, in dit geval vanwege de vorm, met scheurgroei vanaf het pijpbuitenoppervlak naar het binnenoppervlak. De scheuren zijn dus tweeslachtig in hun oorzaak gebleken.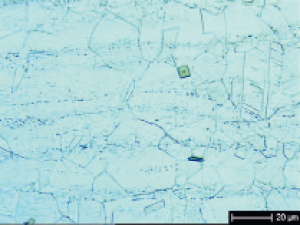
Figuur 8. De austenitische microstructuur van het pijpmateriaal, met zeer fijne delta ferriet en (met pijl aangegeven) grove titaan carbiden (carbonitriden).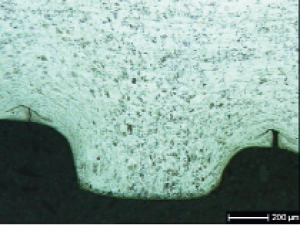
Figuur 9. De dubbelingen in de dalen van de vinnen.
Noemenswaardig is ook dat in een zone evenwijdig aan het gevinde buitenoppervlak de microstructuur deformatie patronen en dubbelingen (spleetvormige defecten) toonde. Dit is een gevolg van het door deformeren aanbrengen van de vinnen (figuur 9). Enkele breuken waren uitgegaan van dergelijke dubbelingen, die kunnen werken als kerven of beginnende scheuren.
Samenvatting
De pijplekken en breuken in de warmtewisselaar zijn een gevolg van scheurvorming in de koelerpijpen van roestvast staal type 316Ti. Duidelijk is dat de scheuren zijn geïnitieerd aan het buitenoppervlak van de pijpen, vanuit de spleet tussen pijp en pijpenplaat ter plaatse van de “uitloop” van de inwalsing van de pijp. De scheurvlakken toonden kenmerken van zowel a) vermoeiing vanaf het buitenoppervlak (concentrische scheurgroei-rustlijnen, met patronen, elk uitgaand van één positie aan het buitenoppervlak en micro scheurgroei), als b) kenmerken van transkristallijne spanningscorrosie (veerachtige patronen en vertakte scheuren aan en vanaf het buitenoppervlak).
Hieruit zou kunnen worden afgeleid dat de scheurvorming is veroorzaakt door de combinatie van zowel spanningscorrosie en vermoeiing. We spreken dan van corrosie-vermoeiing, waarvoor het onderdeel tegelijkertijd blootgesteld moet zijn geweest aan chemische belastingen en mechanische belastingen. De chemische belasting was aanwezig, gelet op de enorme hoeveelheid kalkafzetting op de bundel. In de in die kalk bleken chloriden te zitten (zowel op de bundel, de floating head als in de spleten tussen pijpen en pijpplaat). Indikking van de chloride houdende vloeistof in deze kalkafzettingen kon leiden tot verhoging van de chloridenconcentratie en toename van de corrosiviteit. De bedrijfstemperatuur was hoog genoeg voor het kunnen optreden van spanningscorrosie en de daarvoor verder nog noodzakelijke trekspanningen in de uiterste vezels aan het buitenoppervlak waren voorhanden door combinatie van de spanningen als gevolg van het inwalsen, de bedrijfsspanningen en de inwendige restspanningen als gevolg van de pijpfabricage en het aanbrengen van de vinnen.
Mede vanwege het kleine aandeel aan vermoeiing op het hele scheuroppervlak is geconcludeerd dat spanningscorrosie het hoofd scheurmechanisme was. Maar waardoor ontstond dan toch nog enige vermoeiing. Daarvoor was een zuivere mechanische wisselende trekbelasting noodzakelijk. Nadere informatie leerde dat die inderdaad aanwezig bleek te zijn geweest, in de vorm van systeemtrillingen.
Spanningscorrosie, en dus lekkage van de pijpen, had niet kunnen optreden als er geen (chloride houdende) kalkafzettingen op de bundel waren gevormd. Omdat er geen kalkafzettingen uit de doorstromende lucht komt, moeten de kalkafzettingen uit water afkomstig zijn: Er moet medium gelekt zijn. Nader onderzoek van de afdichting van de floating head door de opdrachtgever toonde dat die afdichting niet meer volledig waren. De werkelijke éénduidige (en dus niet tweeslachtige) oorzaak van de schade was dan ook een falende afdichting tussen floating head en mantel, met spanningscorrosie scheurvorming als gevolg.
Concluderend kan uit deze door beschreven schade worden geleerd dat regelmatige inspectie van de afdichtingen van warmtewisselaars grote gevolgschade kan voorkomen. Ontwerp en materiaalkeuze moet derhalve niet alleen worden beperkt tot de bekende bedrijfsomstandigheden, maar daarbij moeten ook betrokken worden de gevolgen van dat gebruik en alle mogelijke gevolgen daarvan.