


Laserfusielassen
Metaalbinding gaat gepaard met het uitwisselen van elektronen tussen een of meer metaalatomen. De metaalatomen kunnen dezelfde of verschillende atoomstructuren hebben. Metaalatomen hebben de neiging om de elektronen uit hun buitenste elektronrnschillen los te laten, waardoor er min of meer vrij bewegende elektronen onstaan die tezamen het 'elektronengas' vormen. Dit elektronengas houdt de positief geioniseerde metaalatomen bij elkaar. De resulterende combinatie van metaalatomen wordt ook wel een 'legering' genoemd. De fysische eigenschappen van de nieuwe legering worden bepaald door de atoomstructuur van deelnemende metaalatomen en door de wijze waarop de atomen zijn gegroepeerd ten opzichte van elkaar. De structuur van de groepering is doorgaans kristallijn van aard. Legeringen zijn harder, sterker, brosser en geleiden de elektriciteit minder goed dan de afzonderlijke bestanddelen.
Bindingstypen
Bindingstypen kunnen worden ondergebracht in vier algemene categorieën, afhankelijk van de mate van legeringswisselwerking en van wie de indeling maakt. Fusiebindingen gaan gepaard met volledige versmelting en menging van beide metalen. Diffusiebinding kan worden gezien als een vorm van fusiebinding maar inet veel minder versmelting en vermenging van beide metalen. Bij vaste-stofbinding is er slechts sprake van atoombinding die zich uitstrekt over een enkele laag tussen de beide metalen. Tenslotte is er nog de soldeerverbinding, waarbij gebruik wordt gemaakt van een tussenlegering die smelt bij een temperatuur die lager ligt dan die van de te verbinden metalen. Hier zal alleen worden ingegaan op de fusiebinding.
Fusiebinding
Fusiebinding vindt plaats via volledige versmelting en vermenging van twee of meer metalen met overeenkomstige thermische geleiding en smelttemperatuur. Fusiebinding kan worden verkregen met behulp van NdYAG lasers. Het verst naar binnen gelegen smeltgebied van een fusiebinding wordt gekarakteriseerd door een fijne kristallijne korrelstructuur. Het gebied ror1dom de smeltzone wordt de warmtebeïnvloede zone of WBZ genoemd en bevat ten opzichte van de smeltzone een grovere en brassere korrelstructuur. Fusielassen munten uit in trek-, afschuif- en afpelsterkte.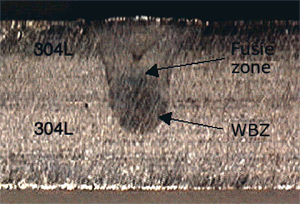
Fusielas met Nd-YAG Laser
Puls Nd-YAG lasertechnologie maakt gebruik van zeer hoge piekpulsen van infrarood licht van zeer korte duur, doorgaans tussen 0,5 en 2,0 milliseconden. Met elke puls ontstaat er een kleine smeltpoel en elke smeltpoel stolt binnen enkele milliseconden nadat de puls is afgegeven. De laserstraal kan worden scherpgesteld tot een diameter van minder dan 0,2 mm, waardoor er ter plaatse een zeer hoge energiedichtheid kan worden opgewekt waarmee hoogsmeltende metalen zoals wolfraam tot smelting kunnen worden gebracht. Deze lokale warmte dringt door vanaf het bovenliggende metaal naar het onderliggende metaal, waardoor beide smelten zich vermengen, zodat er een nieuwe legering ontstaat. Het is juist dit smelten en mengen dat het gebruik van puls Nd-YAG laserlassen beperkt tot fusiebindingen. De afbeelding toont een kenmerkende laserfusielas in roestvast staal van het type 304L. De overlappende werking van de las creëert de smalle penetratiezone die bovenop het grotere penetratielaspatroon verschijnt.