


Corrosieweerstand van gesinterd roestvast staal
Zowel poeder als verwerkingsvereisten voor het verbeteren van de corrosieweerstand zijn vandaag de dag goed gedefinieerd en er zijn roestvast-staalpoeders verkrijgbaar met uitstekende eigenschappen. Bij het gebruik van tal van gesinterd roestvast staal dient er rekening te worden gehouden met tal van factoren waardoor het zich onderscheid van gesmeed of gegoten roestvast staal. Zo hangt onder andere de corrosieweerstand van gesinterd roestvast staal evenveel af van het sinterproces als van de eigenschappen van het poeder.
Gesinterd roestvast staal versus gesmeed roestvast staal
Tabel 1 geeft een vergelijking van de corrosieweerstand van gesinterd 316L roestvast staal met een theoretische dichtheid van 85%, met die van gesmeed roestvast staal met overeenkomstige samenstelling in een 5% waterige NaCl oplossing na een 100 uur durende 5% waterige NaCl zoutsproeitest in een 10% FeCl3 oplossing en in een 10% HNO3 oplossing. Voor zowel HNO3 als verdund FeCl3 gedroeg gesinterd 316L zich hetzelfde als gesmeed 316L. In chloridehoudende milieus is het poedermetallurgische product echter inferieur.
De beperkte corrosieweerstand van gesinterd roestvast staal, met name in chloridehoudende milieus, wordt toegeschreven aan de aanwezigheid van resterende poriën die aanleiding geven tot spleetcorrosie als gevolg van zuurstofuitputting in de poriën. Er zijn echter aanwijzingen dat er factoren in het spel zijn anders dan de porositeit. Een voorbeeld hiervan zijn 316L werkstukken, die waren gemaakt van verschillende poedercharges en gesinterd onder variërende omstandigheden, en die ondanks overeenkomstige poriënvolumes, poriënafmetingen en porievormen, corrosieweerstanden vertoonden in 5% waterig NaCl van 5 en 500 uur voordat er een gespecificeerde mate van corrosie optrad (tabel 1). Voorts toonde vergelijking van de gevoeligheid van gesmeed en gesinterd (85% van de theoretische dichtheid) 316L voor spleetcorrosie in 10% FeCl3 aan, dat het gesmede werkstuk zelfs sterker was aangetast dan het poreuze gesinterde werkstuk. Tenslotte toonde oppervlakteanalyse van met water vernevelde roestvast-staalpoeders de aanwezigheid aan van grote hoeveelheden geoxideerd silicium dat gelijk op ging met een ernstige chroomverarming. De oppervlaktesamenstelling van een gesinterd werkstuk hangt af van zijn sintercondities.
Het is duidelijk dat de controle van ijzerverontreiniging, koolstof, stikstof, zuurstof en de dichtheid van kritisch belang is voor de corrosieweerstand van gesinterd roestvast staal. Daar komt nog bij dat noodzakelijke voorzorgsmaatregelen voor het maximaliseren van de corrosieweerstand verschillen per sinteratmosfeer.
Tabel 1. Corrosieweerstand van gesmeed en gesinterd 316L.
Effect ijzerverontreiniging
Verontreiniging van roestvast-staalpoeder met poeder op basis van ijzer, kan zijn ontstaan bij de poederproducent of de fabrikant van het werkstuk. Zelfs extreem kleine hoeveelheden ijzerverontreiniging hebben al een desastreus effect op de corrosieweerstand van gesinterde werkstukken in een zout milieu. Uiterste reinheid door middel van het gebruik van separate productiefaciliteiten en toegewijde apparatuur is een absolute voorwaarde. In zoutoplossingen vormen actieve ijzer- of ijzerpoederdeeltjes galvanische cellen met het passieve roestvast staal. Roest treedt op binnen enkele minuten na blootstelling. De vorming van het initiële corrosieproduct vormt een spleet waarin zuurstofverarming verzuring veroorzaakt van de oplossing binnenin de spleet.
IJzerverontreiniging overschaduwt andere factoren die van invloed zijn op de corrosieweerstand (afbeelding 1). Actieve ijzerdeeltjes aanwezig in roestvast-staalpoeder of op het oppervlak van een gesinterd roestvast stalen werkstuk zullen zichtbaar worden als het poeder of het werkstuk in een geconcentreerde waterige oplossing van kopersulfaat (CuSO4) worden ondergedompeld. Het opgeloste koper slaat binnen enkele minuten neer op de ijzerdeeltjes, waardoor ze makkelijk zijn te identificeren met een microscoop bij lage vergroting. Het poeder moet worden getest in de ongesmeerde toestand, omdat smeermiddel verhindert dat het poeder wordt bevochtigd door de oplossing. Experimenten met zeer fijne ijzerpoederdeeltjes, gecombineerd met sinteren bij hoge temperatuur (>1260°C), hebben aangetoond dat dit type corrosie kan worden vermeden indien de sintercondities resulteren in het volledig opnemen van de ijzerdeeltjes in de roestvast-staalmatrix.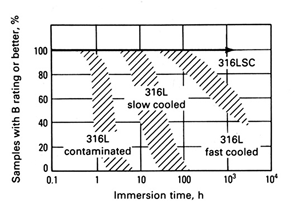
Afbeelding 1. Kenmerkend corrosiegedrag van regulier 316L en met koper en tin gemodificeerd 316L (316LSC) gesinterd in gedissocieerde ammoniak onder diverse afkoelcondities en verontreiniging. Testen van het gemodificeerde type werd na 1500 uur gestaakt. (B rating houdt in dat minder dan 1% van het monsteroppervlak is bedekt met aanslag).
Effect van koolstof
Met water verneveld austenitische en ferritische roestvast-staalpoeders bevatten lage (<0,03%) koolstofgehaltes met als doel het weerstaan van interkristallijne corrosie als gevolg van sensitisering tijdens afkoeling van het werkstuk.
Wegens de afnemende oplosbaarheid van koolstof met dalende temperatuur (afbeelding 2) doet zich tijdens afkoeling in de sinteroven uitscheiding van koolstof voor op de korrelgrenzen in de vorm van chroomrijke carbiden (M23C6) met bijkomende chroomverarming in geval van legeringen met koolstofgehaltes van meer dan 0,03%. De chroomarme gebieden vertonen lagere corrosieweerstand.
De twee hoofdbronnen van koolstofverontreiniging van gesinterd roestvast staal zijn:
- het aanwezige organische smeermiddel in de te gebruiken metaalpoeders, dat wordt toegevoegd door de poederfabrikant (meestal 0,5 tot 1%) om matrijs slijtage tijdens het samenpersen tot een minimum te beperken;
- met koolstof (roet) verontreinigde sinterovens.
Afdoende verwijdering van smeermiddel vindt plaats met behulp van een afbrandproces dat bestaat uit verwarmen van de groene werkstukken in lucht of in stikstof tot 425 tot 540°C. De duur van de verwarming moet worden afgestemd op de afmetingen van de werkstukken. De tijdens het afbranden in lucht geabsorbeerde zuurstof zal worden gereduceerd tijdens sinteren in een reducerende atmosfeer met een laag dauwpunt, maar niet als dit plaatsvindt in een vacuümoven. Een roethoudende sinteroven is een oven waarin een endotherme atmosfeer heerst met een laag dauwpunt. Hierin kunnen roestvast stalen werkstukken opkolen als roet, die losjes aan de ovenwanden vast zit, op de werkstukken valt. 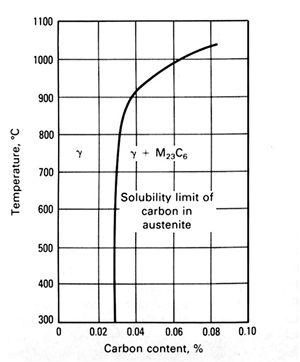
Afbeelding 2. Oplosbaarheid van koolstof in austenitisch roestvast staal.
Vocht afkomstig van de sinteratmosfeer of vocht dat ontstaat door reductie van oxiden kan reageren met roet onder vorming van koolmonoxide dat het roestvast staal opkoolt.
Voor het vacuüm sinteren van roestvast staal, kan het gunstig zijn om poeders te gebruiken met koolstofgehaltes van meer dan 0,03%. Met een correcte verwerking zal de overmaat aan koolstof worden opgebruikt voor de reductie van sommige oxiden van de met water vernevelde roestvast-staalpoeders (typisch 0,2 tot 0,3% zuurstof) waardoor de mechanische sterkte, de taaiheid en de corrosieweerstand van het gesinterde werkstuk worden verbeterd. Corrosie van de korrelgrenzen als gevolg van koolstof sensitisering vormt een beperkende factor voor het bereiken van de gewenste corrosieweerstand van gesinterd roestvast staal.
Remedies zoals een warmtebehandeling om chroom terug te laten diffunderen naar de verarmde zones en het gebruik van carbidestabilisatoren worden niet gebruikt in de poedermetallurgie. Zulke remedies zijn onnodig als de koolstofopname tijdens sinteren wordt vermeden, omdat de diverse poeders leverbaar zijn als laag-koolstoftypen.
Effect van stikstof
Net als bij koolstof gaat het hier om de oplosbaarheid van stikstof in de roestvast-staalmatrix. Onder bepaalde omstandigheden zal opgeloste stikstof uitscheiden als chroomnitride (Cr2N) met begeleidende chroomverarming en afname van de corrosieweerstand. Onder industriële sinteromstandigheden in gedissocieerde ammoniak, in synthetische atmosferen op basis van stikstof (typisch 5 tot % H2, rest N2) of in vacuüm met sporen stikstof, absorbeert het roestvast staal stikstof overeenkomstig bekende faze-evenwichten (afbeelding 3). De hoeveelheid tijdens sinteren geabsorbeerde stikstof neemt af met toenemende sintertemperatuur en met dalende chroomconcentratie van het roestvast staal. De absorptie volgt hier de wet van Sievert, dat wil zeggen dat de absorptie evenredig is met de wortel uit de partiële druk van de stikstof in de sinteratmosfeer. Deze stikstofabsorptie geeft een aanzienlijke verhoging van de sterkte. Bij voltooien van het sinteren als het werkstuk de afkoelzone van de oven binnengaat, daalt de oplosbaarheid van de stikstof scherp met de temperatuur (afbeelding 3). Dit heeft tot gevolg dat er Cr2N begint uit te scheiden bij de temperatuur waarbij het stikstofgehalte de oplosbaarheidsgrens kruist. Belangrijker is dat beneden ongeveer 1150°C er additionele stikstof wordt geabsorbeerd uit de sinteratmosfeer, hetgeen leidt tot nog meer uitscheiding van CrN2 en daarmee nog meer chroomverarming langs de korrelgrenzen. Het netto resultaat is inferieure corrosieweerstand als gevolg van interkristallijne corrosie.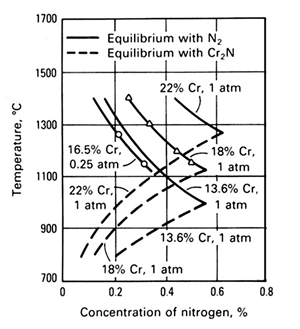
Afbeelding 3. Oplosbaarheid van stikstof in austenitisch roestvast staal in evenwicht met gasvormig stikstof of Cr2N.
De snelheid van deze schadelijke stikstofabsorptie neemt toe met dalende werkstukdichtheid en met dalend dauwpunt. Een hoog dauwpunt leidt echter tot het probleem van excessieve oxidatie. De grondslag van dit verschijnsel is te zien op afbeelding 4. De gegevens van afbeelding 4, die zijn ontleend aan het blankgloeien van roestvast staal in een atmosfeer, bestaande uit gedissocieerde ammoniak, tonen de mate van stikstof- en zuurstofabsorptie als functie van het dauwpunt. Bij hoge dauwpunten (hoger dan ongeveer -37°C, afhankelijk van de grootte van het werkstuk) is de oxidatiesnelheid hoog genoeg om een dof oppervlak te produceren. Bij dauwpunten van ongeveer -45°C of lager, neemt de stikstofabsorptie dermate toe dat de corrosieweerstand achteruit gaat als gevolg van excessieve Cr2N vorming.
Chroomnitride sensitisering kan in sommige gevallen worden begrensd tot een zeer geringe oppervlaktediepte. Met zeer langzame afkoeling strekken absorptie en uitscheiding zich uit tot grotere diepte. Stijgend stikstofgehalte gaat gepaard met toenemende hoeveelheden uitscheiding en sterkere lokale corrosie.
Aan de hand van potentiodynamische corrosiemetingen voor gesinterd 316L in 10% HNO3 kon worden vastgesteld dat de corrosiestroomdichtheid in het passieve gebied toeneemt en de corrosiepotentiaal daalt onder condities die uitscheiding van Cr2N bevorderen, dat wil zeggen lagere sintertemperatuur, lagere afkoelsnelheid en hogere stikstofconcentratie van de sinteratmosfeer. Dezelfde metingen, maar nu aan inwendige in plaats van uitwendige dwarsdoorsneden, laten zien dat er significant lagere corrosiestromen aan het inwendige oppervlak optreden, zodat mag worden geconcludeerd dat Cr2N uitscheiding het sterkst is aan het oppervlak van het gesinterde werkstuk.
Toevoeging van tin (ongeveer 1,0% Sn) aan typen 304L en 316L blijkt de gevoeligheid voor nitride uitscheiding te verlagen en daarmee de corrosieweerstand te verhogen. De aanwezigheid van tin aan het oppervlak onderdrukt de absorptie van stikstof.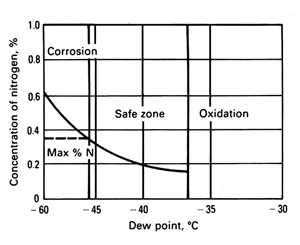
Afbeelding 4. Veilige bedrijfsparameters met betrekking tot dauwpunt kunnen worden ontwikkeld voor een specifiek stel bedrijfscondities en kwaliteitseisen. De veilige zone is hier: sinteren in een atmosfeer bestaande uit 30% H2 - 70% N2 bij 1035°C.
Effect van zuurstof
Het effect van zuurstof op de corrosieweerstand van gesinterd roestvast staal is zeer complex en wordt nog onvoldoende begrepen. De commerciële, met water vernevelde roestvast-staalpoeders bevatten doorgaans ongeveer 2000 ppm zuurstof of meer. Hoewel veel van deze zuurstof zich aan het oppervlak van de afzonderlijke poederdeeltjes bevindt in de vorm van geoxideerd silicium, hangt de exacte aard en verdeling van de oxiden af van de vernevelingscondities. Met de kenmerkende industriële sinterpraktijk blijft de reductie van deze oxiden onvolledig en hangt af van vele procesparameters. Als een gesinterd werkstuk de afkoelzone van de oven binnengaat zullen bepaalde elementen oxideren (afbeelding 5). Een gesinterd werkstuk representeert dus de historie vanaf het maken van het poeder, het samenpersen en het sinteren. Uit metingen van de samenstelling van een 316L werkstuk dat is gesinterd in waterstof bij 1260°C kwam naar voren dat veel van het geoxideerde silicium, dat aanwezig is in de groene vorm, wordt gereduceerd en dat sterk ontchroomde zones weer zijn aangevuld.
Een empirisch verband tussen de corrosieweerstand in zout water van gesinterd 316L en het zuurstofgehalte van de gesinterde werkstukken suggereert dat sintercondities die resulteren in lagere zuurstofgehaltes betere corrosieweerstand verschaffen. Met excessieve dauwpunten (>-34°C) kan het zuurstofgehalte van gesinterde werkstukken aanzienlijk toenemen.
Voor optimale corrosieweerstand schijnen de volgende voorzorgen gunstig te werken:
- gebruik van een poeder met laag zuurstofgehalte;
- werken met sintercondities die een hoge mate van oxideverwijdering verzekeren;
- het hoge-temperatuursgebied na sinteren snel passeren.
Koelen in een waterstofatmosfeer dient te worden gedaan met waterdampgehaltes van minder dan 50 ppm. Koelen in een stikstofhoudende atmosfeer dient te worden gedaan bij een dauwpunt tussen ongeveer -37 en -45°C.
Effect van sinterdichtheid
Corrosiestudies aan gesinterd austenitisch roestvast staal hebben aangetoond dat de corrosieweerstand in zure milieus, zoals verdund zwavelzuur, zoutzuur en salpeterzuur, aanzienlijk verbetert met toenemende dichtheid. Afbeelding 6 illustreert dit gedrag voor drie austenitische roestvast-staaltypen, die gedurende 1 uur onder vacuüm zijn gesinterd bij 1150 en 1250°C en getest in kokend 40% salpeterzuur (HNO3).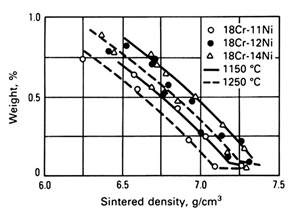
Afbeelding 6. Betrekking tussen gesinterde dichtheid en gewichtsafname van drie austenitische roestvast staaltypen in een 40% HNO3 oplossing.
In zoutoplossingen zijn de resultaten niet eensluidend. Sommige studies geven een verbetering van de corrosieweerstand te zien bij toenemende dichtheid, terwijl andere studies juist een nadelig effect te zien geven.