


Laserbundel Lassen
Technisch bezien is een laser een apparaat dat energie kan omzetten vanuit een primaire bron, zoals bijvoorbeeld elektriciteit, in een bundel elektromagnetische straling van een bepaalde frequentie. Alnaargelang de soort laser kan deze bundel een dermate energiedichtheid bereiken dat er metaal mee kan worden gesmolten en wel op een heel klein oppervlak. Om kort te gaan: een laserbundel is een geschikt medium om lasverbindingen mee te leggen.
A. Wellington
(artikel gepubliceerd in Roestvast Staal nummer 9, 1995- artikel 105)
Apparatuur
Hoogvermogen lasers (6 kW en hoger) die werken met elektrische ontladingen in een gas maken gebruik van drie basisbestanddelen: de optische holte, de gasstroomlus en het elektrisch-ontladingsysteem dat de voeding en elektroden bevat. De optische holte wordt gewoonlijk gevormd door nauwkeurige plaatsing van watergekoelde me talen spiegels met een specifieke krommingstraal en afstand die de bundelvorm bepalen. De spiegels zijn gemonteerd op een ligger of een overeenkomstige constructie die is ontworpen op minimale vervorming als gevolg van temperatuurvariaties. Het volume dat de optische holte omvat, wordt doorgaans op onderdruk gehouden. Een typisch systeem kan werken bij 0,1 atm. De gasstroomlus bevat het lasergas, dat uit ongeveer 95% helium en stikstof bestaat en de rest kooldioxyde. Het wordt door een gesloten lus gedreven door een grote axiale ventilator. Het gas wordt elektrisch aangeslagen in de laserholte waar het optisch vermogen wordt opgewekt. Onbenut vermogen in de vorm van warmte wordt afgevoerd door een gaswaterwarmtewisselaar die pal achter de laserholte is opgesteld en het gas wordt gerecirculeerd om wederom elektrisch te worden aangeslagen. Het elektrisch ontladingsysteem bevat een hoogspannings-gelijkstroom, wisselstroom of radiofrequentievoedingsbron die is verbonden met een elektrodenopstelling en zorgt voor het aanslaan van het gas in de laserholte. Soms worden er ballastweerstanden in serie geschakeld met de elektroden om te zorgen voor een gladder verloop van de elektrische ontlading.
Naast het voornoemde maken industriële hoog-vermogenlasers gebruik van talrijke hulpsystemen, die gewoonlijk worden bestuurd door een computer, zodat de laser snel en gemakkelijk kan werken. Sturingsystemen starten de laser automatisch en ze zorgen ervoor dat de bediening met een minimum aan functies kan plaatsvinden zodat de lasser al zijn aandacht op het lassen kan concentreren. Enkele van zulke hulpsystemen zijn een gasvoorzieningsysteem waarmee hetzij voorgemengd gas of aparte bulkgassen naar de laser worden geleid, een vacuümsysteem om de laserdruk te handhaven op het werkingsniveau of om de laserholte te evacueren als er een vers gasmengsel nodig is, een watertoevoersysteem voor de warmtewisselaar en voor het koelen van spiegels, een venster om de hogeenergiebundel van de laserholte waar onderdr uk heerst door te laten naar de werkomgeving waar de omgevingsdruk heerst, energie-indicatoren die de bundelenergie ga deslaan en een sluitersysteem voor de bundel die zorgt voor de levering van de bundel aan het werkstation. Industriële kooldioxydela sers zijn leverbaar met een focusseerbaar vermogen tot 25 kW die tot 32 mm diep kunnen doordringen in laag-koolstofstaal.
Diepdoordringende laserlassen kunnen diepte/breedteverhoudingen bereiken in het tien-op-een-bereik, net als die welke zijn gelegd met elektronenbundels. Voor laserlassen zijn ech ter geen vacuümkamers nodig of bescherming tegen röntgenstraling (zie afbeelding 1). Het lassen vindt gewoonlijk plaats in een besloten ruimte die de lasser beschermt tegen verstrooide (gereflecteerde laserbundel) straling. Industriële hogeenergielasers nemen nogal wat vloeroppervlak in beslag, beschikken over een betrek kelijk hoge 'beschikbaarheid stijd' en zijn niet buitensporig duur in gebruik. Ze maken gewoonlijk gebruik van totaal-reflecterende, watergekoelde optische elementen, die een minimum aan periodiek onderhoud vergen en ze zijn stevig van bouw zodat ze zijn opgewassen tegen de ruwe omstandigheden van een fabricage-omgeving. Afbeelding 2 toont een schematische weergave van een typische 25 kW-laser. De kwaliteit van de bundel van industriële hoge-energielasers is geschikt voor sleutelgatlassen. Ze beschikken echter niet over het pulserend vermogen dat wenselijk is voor sommige toepassingen. Bij sommige van deze lasertypen kan periodiek onderhoud nodig zijn van de kathode. Als er vaste vensters worden gebruikt om de bundel door te laten naar de omringende ruimte, dan moet de beperkte levensduur en prijs van dit onderdeel eveneens in ogenschouw
worden genomen.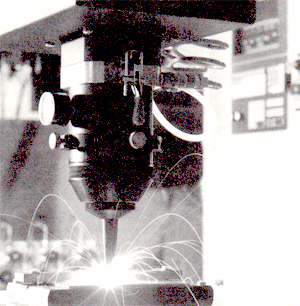
Afbeelding 1. Het leggen van een laserlas in AISI 304 met een dikte van 3,2 mm.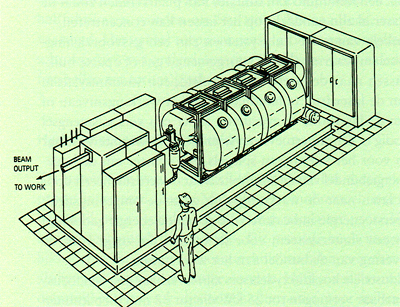
Afbeelding 2. Schematische voorstelling van een 25 kW CO2-laser.
Procesvoordelen
Grote voordelen van laserbundellassen zijn de volgende:
- Warmte-inbreng ligt dicht bij het minimum dat nodig is voor fusie van het lasmetaal, dus metallurgische effecten in de warmtebeïnvloede zone worden gereduceerd en vervorming van het werkstuk door laswarmte wordt tot een minimum teruggebracht.
- Er zijn enkelvoudige lassen gelegd in materiaal met een dikte tot 32 mm, zodat de tijd die nodig is om dikwandig materiaal te lassen is gereduceerd en de noodzaak van lasdraad (en bewerkelijke laskantvoorbereiding) komt daarmee te vervallen.
- Er zijn geen laselektroden nodig, zodat het lassen niet langer gepaard gaat met verontreiniging van elektroden en beschadiging als gevolg van lasstroom. Omdat er sprake is van een contactloos lasproces, wordt vervorming tot een minimum beperkt en wordt gereedschapslijtage nagenoeg geëlimineerd.
- Laserbundels zijn makkelijk te focusseren, evenwijdig te maken en te richten met optische elementen. De laser kan dus op een plezierige afstand van het werkstuk staan opgesteld en zijn bundel kan om allerlei belemmeringen in de vorm van inklemming van het werkstuk of enige andere hindernis worden omgeleid. Hiermee kan worden gelast op plaatsen die met andere lasmethoden niet zo makkelijk zijn te bereiken.
- Het werkstuk kan in een omgeving worden geplaatst en daar worden gelast onder hermetisch gesloten omstandigheden, zodat vacuüm of een bepaalde gecontroleerde atmosfeer kunnen worden ingesteld.
- De laserbundel kan op een klein gebiedje worden gefocusseerd, zodat kleine, dicht bij elkaar staande onderdelen kunnen worden verbonden met kleine Jasjes.
- Er kan een groot aantal uiteenlopende materialen worden gelast, waaronder verscheidene combinaties van verschillende materialen.
- De laser kan heel gemakkelijk worden ingericht voor geautomatiseerd, hoge-snelheidslaswerk.
- Lassen in dun materiaal en in draad met geringe diameters zijn minder gevoelig voor verbranding aan de achterzijde dan het geval is met booglassen.
- Laserlassen worden niet beïnvloed door de aanwezigheid van magnetische velden, zoals wel het geval is met elektronenbundellassen. Ook als de bundel en de lasverbinding niet perfect zijn uitgelijnd, vindt toch doorbranding plaats tot op de bodem.
- Metalen met verschill ende fysische eigenschappen, zoals elektrische weerstand kunnen worden gelast.
- Er is geen vacuüm noch afscherming tegen röntgenstraling nodig.
- Er zijn diepte/breedteverhoudingen realiseerbaar in de orde van 10:1 als de las wordt gemaakt door het vormen van een holte in het metaal, zoals bij sleutelgatlassen.
- De bundel kan naar meer dan een werkstation worden geleid, met behulp van optische bundelschakelaars.
Beperkingen
Laserbundellassen heeft vergeleken met andere lasprocessen bepaalde beperkingen, waaronder de volgende:
- Verbindingen moeten nauwkeurig in lengterichting worden uitgelijnd onder de bundel en op een bestuurbare positie ten opzichte van het brandpunt van de bundel.
- Als lasoppervlakken mechanisch tegen elkaar moeten worden geklemd, moet het inklemmechanisme ervoor zorgen dat de uiteindelijke positie van de verbinding nauwkeurig is uitgelijnd met het trefpunt van de bundel.
- De maximale verbindingsdikte die met de laserbundel kan worden gelast is enigszins beperkt. Laspenetraties veel groter dan 19 mm worden dus beschouwd als zijnde geen praktische produktietoepassing.
- De hoge reflectiviteit en hoge thermische geleidbaarheid van sommige materialen, zoals aluminium en koperlegeringen, kunnen hun la sbaarbeid met lasers nadelig beïnvloeden.
- Bij het uitvoeren van laswerk met middelmatig tot hoog energetische lasers moet gebruik worden gemaakt van een geschikt plasmacontroleapparaat ter verzekering van reproduceerbaarbeid van de las.
- Lasers hebben een betrekkelijk laag energieomzettingsrendement: in het algemeen minder dan 10%.
- Als gevolg van de snelle stollingskarakteristiek van laserbundellassen kan er wat lasporositeit en brosheid worden verwacht.
Laskenmerken
Sleutelgatlassen
Als het bundelvermogen in de orde van 1,6 x 103 W/mm2 of hoger ligt, dan kan er worden gelast met diepe penetratie. Op dit energieniveau is de energie-inbreng van de inslaande bundel zo intens, dat deze niet kan worden afgevoerd via de normale geleiding-, convectie-of stralingsprocessen. Daardoor zal het oppervlak waar de bundel op is gericht, smelten en verdampen. Energiedichtheden die samengaan met de overgang van geleiding naar diepe penetratie zijn te zien op afbeelding 3. Dit zogenaamde sleutelgatverschijnsel is gemeengoed bij zowellaserbundelals elektronenbundellassen, hetgeen aangeeft dat het in eerste instantie een functie is van de vermogensdichtheid en niet afhangt van de golflengte. Als het materiaal ter plaatse van de bundelinslag smelt en verdampt, creëert de terugslagdruk van de damp een diepe holte of 'sleutelgat', zoals is te zien op afbeelding 4. Dit sleutelgat is een dampkolom die wordt omgeven door een dunne cilinder van gesmolten metaal. Als het werkstuk ten opzichte van de bundel beweegt, onderhoudt de dampdruk van het metaal het sleutelgat en het gesmolten metaal dat het sleutelgat omringt, stroomt tegengesteld aan de lasrichting alwaar het snel stolt, onder vorming van een smalle fusiezone of las. Bij het sleutelgatlassen kunnen diepte/breedteverhoudingen worden gerealiseerd in de orde van tien op een. De smalle fusiezone met hoge diepte/breedteverhouding die ontstaat tijdens het laserlassen onder atmosferische druk komt overeen met die van elektronenbundellassen die onder vacuüm zijn gelegd.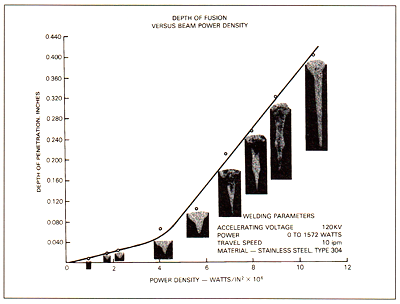
Afbeelding 3. Penetratiediepte als functie van de energiedichtheid van de laserbundel.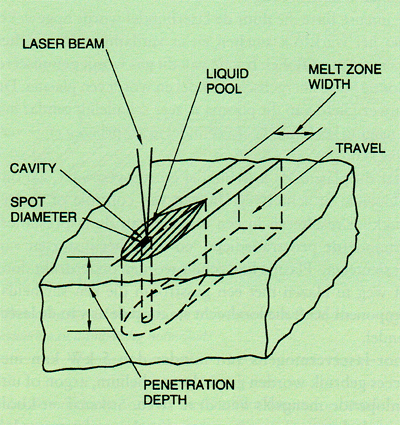
Afbeelding 4. Schematische weergave van sleutelgatlassen.
Plasmaonderdrukking
De intense hitte die door de laserb undel wordt opgewekt, doet het werkstuk smelten en er verdampt wat van het vloeibare metaal. Een fractie van dit gas wordt geïoniseerd door de hoog-energetische bundel en wordt een plasma. De aanwezigheid van dit plasma is zeer schadelijk omdat het de neiging heeft om de laserbundel te absorberen en te verzwakken. Daar dit plasma de laserbundel ernstig verzwakt, zal onvoldoende of achterwege blijven van controle of onderdrukking resulteren in een afname van de lasprestaties, verminderde penetratiediepte en soms het instorten van het sleutelgat. Plasma kan echter worden onderdrukt door het weg te blazen met een gasstroom die een snelheidscomponent heeft die loodrecht staat op de as van de laserbundel. Voor laservermogens van minder dan 5 kW kan met succes gebruik worden gemaakt van helium, argon of uiteen lopende mengsels van deze twee. Stikstof en kooldioxyde kunnen eveneens op effectieve wijze worden gebruikt op voorwaarde dat ze compatibel zijn met het gesmolten metaal en damp. Voor hogere vermogens verdient helium de voorkeur omdat het minder snel zal worden afgebroken onder invloed van de hoge energiedichtheid van de laserbundel. Stromingssnelheden moeten zodanig worden afgesteld, dat het plasma wordt onderdrukt, maar ze mogen ook weer niet zo hoog zijn dat de laspoel verstoord wordt. Een van de simpelste technieken bestaat uit het laten stromen van het gas over het inslagpunt van de laserbundel, zoals is te zien op afbeelding 5. Voor produktielassen kan de grootte van de plasmaonderdrukkingstraal worden geminimaliseerd en precies in lijn worden ge bracht teneinde volumestroming te reduceren. Voor experimenteel en ontwikkelingswerk, kan een grotere plasmaonderdrukkingstraal. bruikbaar zijn, omdat kleine veranderingen in procesparameters zoals werkstukafstand kunnen worden geëvalueerd onafhankelijk van de precieze locatie van de plasmaonderdrukkingstraal.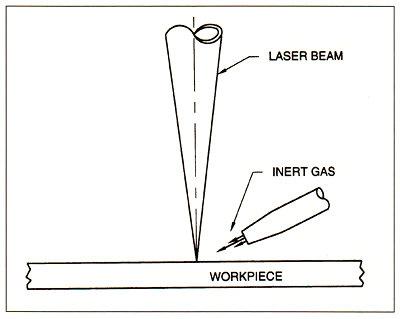
Afbeelding 5. Plasmaonderdrukking met behulp van een straal inert gas.
Hulp schermgas
Als het lasmetaal moet worden afgeschermd totdat het is afgekoeld tot onder de oxydatietemperatuur, kan er schermgas worden gebruikt dat wordt aangevoerd met apparatuur die geschikt is voor het laserlasproces. Net als met de conventionelere lasprocessen is het hoofddoel het verschaffen van een inert milieu over de lengte van het werkstuk dat een temperatuur heeft die boven de oxydatietemperatuur ligt zonder de laspoel te verstoren. In sommige gevallen is het eveneens noodzakelijk om de achterzijde va n de las af te schermen. Inerte afscherming kan ook worden verkregen door het werkstuk in een droge kamer te plaatsen die kan worden leeggezogen en weer kan worden gevuld met inert gas.
Energieabsorptie
Effectief laserlassen is afhankelijk van absorptie van bundelenergie door het werkstuk. Glanzende metaaloppervlakken hebben echter bij kamertemperatuur hoge reflectiviteit voor laserlicht, vooral bij een golflengte van 10,6 mm. Zo is bijvoorbeeld absorptie van laag-energetisch 10,6 mm CO2 laserbundellicht voor roestvast staal 40% en voor gepolijst aluminium of koper 1 % . Absorptieniveaus zijn hoger voor Nd:YAG en robijn laserbundek Gelukkig neemt de absorptie bij de meeste metalen toe als de temperatuur stijgt en de oppervlaktetemperatuur stijgt snel op de plaats waar de bundel het oppervlak raakt. Bij energiedichtheden van 1,6 x 103 W/mm2, vertonen de meeste staaltypen en superlegeringen een drempelwaarde voor de absorptie die ligt bij ongeveer 90%. Bij aluminium en koper treedt deze drempel op bij intensiteiten van ongeveer 1,6 x 104 W/mm2 en bij wolfraam is deze waarde 1,6 x 105 W/mm2.
Het lassen van dunwandige werkstukken
Bij sommige toepassingen kan de lassnelheid worden verlaagd om te komen tot een bredere las als gevolg van warmtegeleidingseffecten. Deze methode wordt dikwijls toegepast voor het leggen van stompe lassen in plaatmetaal waar de opspanning van het plaatmateriaal de laser dwingt tot lagere lassnelheden om te komen tot voldoende betrouwbare lassen en reproduceerbaarbeid van het proces. Laserlassen is een lasproces bij uitnemendheid voor het lassen van dunwandig materiaal. Roestvast staal met een dikte van niet meer dan 0,0025 mm is met succes gelast met pulslasers. Puls Nd:YAG-en puls CO2-laserlasmachines zijn zeer geschikt voor de meeste laswerkzaamheden aan dunwandig materiaal. Net als bij andere processen is volledige doorlassing te prefereren boven gedeeltelijke doorlassing.
Duidelijke voordelen van pulslassen zijn:
- Kleine fusie-en warmtebeïnvloede zones;
- Lage warmte-inbreng.
Nadelen van het pulslassen zijn:
- Extreem hoge afkoelsnelheden;
- Gevoeligheid voor de chemische samenstelling van het materiaal;
- Problemen bij het lassen aan sterk reflecterende materialen.
De eerste twee voordelen van laserlassen spreken voor zichzelf. Het vermogen om op nauwkeurige wijze hechtlassen aan te brengen, wordt geholpen door het pulserend laserlassen. Een enkele puls kan al genoeg zijn om een hechtlas te leggen voordat de uiteindelijke las wordt gelegd. De warmteoverdrachtseigenschappen tijdens laserlassen verschillen zeer sterk van lasprocessen die afhangen van elektrische geleiding om te komen tot een lasverbinding. Deze eigenschappen staan het laserlassen toe van talrijke materialen die niet elektrisch geleidend zijn. Materiaal dat licht van een bepaalde golflengte doorlaat, kan juist worden gebruikt voor het vlakhouden van het werkstuk tijdens laserlassen (zie afbeelding 6).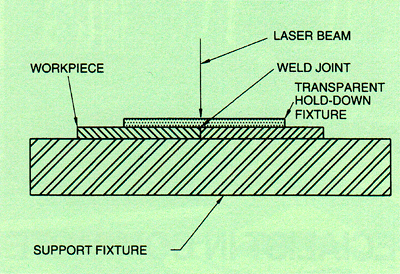
Afbeelding 6. Gebruik van een transparante neerhouder voor vlak laswerk aan dunwandig materiaal.
Inklemming
Inklemming is van buitengewoon belang bij het laserlassen van dunwandig materiaal. Er moeten nauwe toleranties worden aangehouden bij het opspannen en er mogen geen spleten of misaanpassingen voorkomen. Verbindingen met opstaande kanten zijn voor het lassen van dunwandig materiaal te verkiezen, omdat de feitelijke dwarsdoorsnede van de lasverbinding erdoor wordt vergroot. Stompe lassen zijn moeilijk te ontwerpen voor lassen en vervorming tijdens lassen kan spleten of misaanpassingen veroorzaken. De nadelen van het laserlassen van dunwandig materiaal hangen in het algemeen samen met scheuren van het materiaal of laserkoppelingsproblemen. Scheuring wordt typisch veroorzaakt door de hoge afkoelsnelheden, die kunnen leiden tot ongewenste brosse fasen in sommige materialen, of door chemische problemen, die kunnen leiden tot warmscheuring. Deze problemen kunnen in de meeste gevallen worden verholpen door hetzij voorverwarmen, hetzij gebruik te maken van een andere lasergolflengte om de hoge afkoelsnelheden te verminderen, of door naar een geschikter materiaal te grijpen in geval van warmscheuring. Koppelingsproblemen doen zich voor als materialen (zoals koper, aluminium en zilver) zeer reflectief zijn voor het laserlicht. Dit probleem wordt in het algemeen opgelost op een van de drie volgende manieren: overschakelen op een laser met licht van een andere golflengte, het metaaloppervlak etsen of verven om de reflectiviteit te reduceren, of door in de sleutelgatmodus te lassen waarbij de energie hoog genoeg is om reflectiviteit te overwinnen.