


Fysische eigenschappen van de laspoel
Het fysische gedrag van de laspoel is van grote invloed op de praktijk van het fusielassen en fysische effecten kunnen het bereik van de lasparameters waarbij een bepaald lasproces werkt, beperken. Zo kan bijvoorbeeld verhoging van de lasstroom een toename van de boogdruk te zien geven, waarbij ten slotte een punt wordt bereikt waarbij de resulterende turbulentie holten of andere defecten in de las veroorzaakt.
A.J. Schornagel
(artikel gepubliceerd in Roestvast Staal nummer 3, 1997- artikel 85)
Inleiding
De vorm van de laspoel hangt tot op zekere hoogte af van de gasstroom in de boogkolom en als zo'n stroom een poel veroorzaakt die diep is ten opzichte van zijn breedte, dan kan er warmscheuring optreden. Het is dan ook op dit terrein dat fysische verschijnselen een rechtstreekse invloed uitoefenen op de lastechnologie en waar een beter begrip van deze verschijnselen de kwaliteit van de verbindingen en de toepasbaarheid van smeltlassen verbetert.
Stroming in de laspoel
De eenvoudigste stromingspatronen worden aangetroffen bij GTA-lassen met lage stroomsterkte, waarbij het oppervlak in betrekkelijk geringe mate wordt verstoord door de boogdruk en waarbij de vorm van de laspoel vrijwel halfbolvormig is. Onder deze omstandigheden alsmede gezien het feit dat de lasstroom het oppervlak vrijwelloodrecht binnentreedt, mag worden aangenomen dat er in de poel rondgaande stroming optreedt onder invloed van de elektromagnetische kracht. De lasstroom treedt echter meestal het werkstuk niet onder een loodrechte hoek binnen, waardoor er elektromagnetische velden worden opgewekt die maken dat de laspoel gaat roteren. De bewegingsrichting in een bewegende laspoel met betrekking tot de positie van de retourleiding voor de lasstroom is schematisch weergegeven op afbeelding 1 [1]. Als de laselektrode onder een scherpe hoek staat, dan treedt er dubbele circulatie op, waarbij de beweging axiaal wegloopt van het anodegebied en via de rand van de laspoel weer terugkeert. De stromingsrichting bij de dubbele circulatie wordt beïnvloed door de plaats van de aardverbinding.
Als de aarding achter de laspoel ligt, ten opzichte van zijn bewegingsrichting, dan zal de stroming in voorwaartse richting plaatsvinden en vice versa, zelfs als de laselektrode verticaal staat. Onder praktische omstandigheden en met name bij automatisch lassen waarbij de laselektrode verticaal staat, kan de laspoel in zijn geheel roteren. Het effect van zo'n beweging is convectie van warmte onder rechte hoeken met de symmetrie-as van de las en het gevolg daarvan kan onvoldoende penetratie zijn. Deze moeilijkheid kan worden overwonnen door het in de lengterichting aanleggen van een wisselend magnetisch veld. Een zwak veld is al genoeg om de rotatie te beheersen en een symmetrische warmtestroming op te leveren. [2]. Bij toepassing van automatisch GMA-en GTA-lasprocessen met hoge lassnelheden en hoge lasstroom, ontstaat er een langgerekte laspoeL In een dergelijke laspoel blijkt de teruggaande stroming aan het oppervlak van de laspoel betrekkelijk zwak te zijn en de dominerende stroming was die van de teruggaande stroming langs de bodem van de poel (zie afbeelding 2). 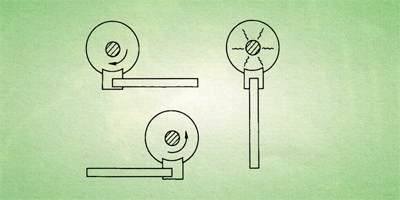
Afbeelding 1. Verband tussen de plaats waar de stroom wordt afgevoerd en de beweging in een kwikpoel.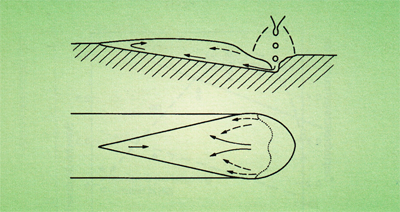
Afbeelding 2. Metaalstroming in de laspoel. Getrokken pijlen: lastoevoegmetaal,gemengd met basismetaal uit lager deel van de krater; gestreepte pijlen: voornamelijk basismetaal; gestippelde lijn: grenstussen smeltend en stollend metaal. (Volgens Bradstreet).
Dit type laspoel kan bij hoge lasstroom en lof lassnelheid onstabiel worden en er kunnen onder zulke condities drie metaalstromen worden waargenomen: een die afkomstig is van lastoevoegmetaal dat evenwijdig aan de hartlijn van de laspoel stroomt en de beide andere die afkomstig zijn van het basismetaal en aanvankelijk langs de randen van de laspoel stromen. Onder bepaalde lascondities vloeien deze drie metaalstromen niet samen en dan bevat de uiteindelijke las longitudinale insluitseis of holtes. Naast elektromagnetische en andere krachten, kan stroming in een laspoel worden opgewekt door een verloop in de oppervlaktespanning. Bij het automatisch GTA-lassen van austenitisch chroom-nikkelstaal doet zich soms variatie voor in de penetratiediepte, terwijl de lasparameters toch constant worden gehouden. Deze variatie schijnt zich voor te doen tussen platen, afkomstig van verschillende staalcharges. Er is heel wat onderzoek verricht naar de samenhang tussen de samenstelling van het staal en de breedte/diepteverhouding van de in dat staal gelegde lassen. Daarbij is in een hoog-mangaanhoudend austenitisch roestvast-staaltype gevonden, dat de breedte/diepteverhouding steeg met toenemend aluminiumgehalte. Boven een bepaald aluminiumgehalte was de breedte/diepteverhouding onafhankelijk van het aluminiumgehalte (zie afbeelding 3).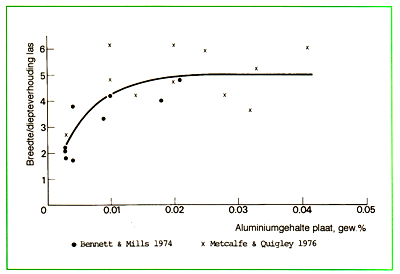
Afbeelding 3. Breedte/diepteverhouding voor GTA-lassen in austenitisch roestvast staal als functie van het aluminiumgehalte.
Verder is aangetoond dat toevoeging van zwavel aan staal de penetratiediepte doet toenemen. Hetzelfde effect werd gevonden bij toevoeging van zuurstof, waarbij de penetratiediepte rechtevenredig toenam met het zwavel-of zuurstofgehalte. Dit effect werd wel bij GTA-lassen aangetroffen, maar niet bij het GMA-, onder poederdek-of elektroslaklassen. Heiple en Roper [3] opperden dat sporenelementen de vorm van de laspoel veranderen als gevolg van de verandering van het verloop in de oppervlaktespanning en de grootte en/of richting van de vloeistofstroming in de laspoel die zulke elementen teweegbrengen. Essentieel hierbij was het onderkennen, dat de aanwezigheid van oppervlakteactieve stoffen kon uitmonden in een positief verloop van de oppervlaktespanning met de temperatuur. Rondgaande stroming in de laspoel zou dan naar het midden zijn gericht langs het oppervlak van de laspoel en dan nabij het midden axiaal omlaag zijn gericht. Dit resulteert in een vrij diepe laspoel, terwijl in geval van een negatief verloop van de oppervlaktespanningen een stroming zou ontstaan die van het midden uit naar de rand van de laspoel is gericht en een ondiepe laspoel oplevert (zie afbeelding 4) . Dit model werd geverifieerd aan de hand van austenitisch roestvast-lasmetaal, waaraan zwavel, selenium, tellurium en zuurstof was toegevoegd.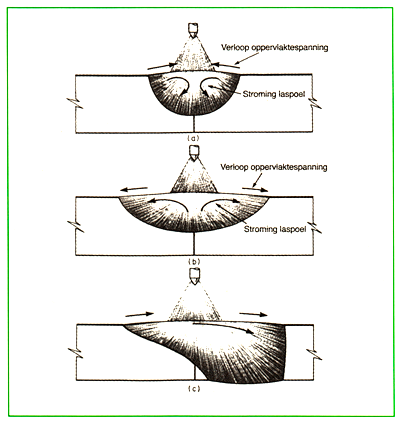
Afbeelding 4. Marangoni-convectiemodel voor effect van oppervlakteactieve elementen op TIG-lassen.
a) Oppervlakteactieve elementen aanwezig.
b) Oppervlakteactieve elementen afwezig.
c) Verschillende basismetalen. (Volgens Tinkier en medewerkers).
In alle gevallen leverde een stijging van de hoeveelheid oppervlakteactieve stoffen een afgenomen breedte/diepteverhouding op, terwijl toevoeging van cerium het tegenovergestelde effect had (zie afbeeldingen 5 en 6). Cerium reageert met zowel zwavel als zuurstof en veroorzaakt daardoor een ongunstige richting van de Marangonistroming. Aluminium bindt wel zuurstof maar geen zwavel en zal daardoor alleen een hoge breedte/diepteverhouding te zien geven in staal met een laag zwavelgehalte. Voor een consistente lasbaarheid is daarom geopperd om het zwavelgehalte van austenitisch roestvast staal te beperken tot een gehalte tussen 0,01% en 0,02% [5]. Rechtstreeks bewijs voor het verband tussen het oppervlaktespannings-en het temperatuurverloop en de lasbaarheid is verkregen door Keene en medewerkers [6] en is te zien op afbeelding 7. Tabel 1 toont de gehalten aan zwavel, aluminium en zuurstof. Deze resultaten ondersteunen de voornoemde specificatiegrenzen van 0,01% en 0,02% zwavel. 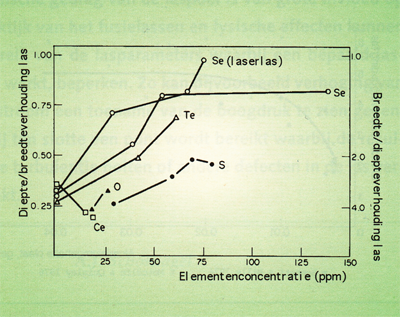
Afbeelding 5. Invloed van oppervlakteactieve elementen en cerium op de vorm van de samengesmolten zone in GTA-lassen in roestvaststaal. (Volgens Heiple en medewerkers).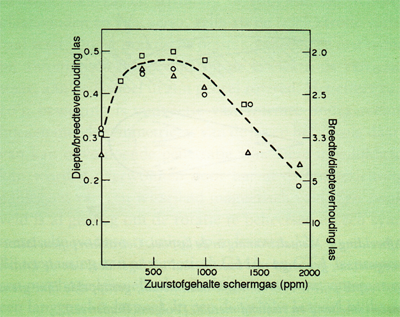
Afbeelding 6. Invloed van zuurstoftoevoeging aan argon schermgas op de vorm van de samengesmolten zone in GTA-lassen in roestvast staal. (Volgens Heiple en medewerkers).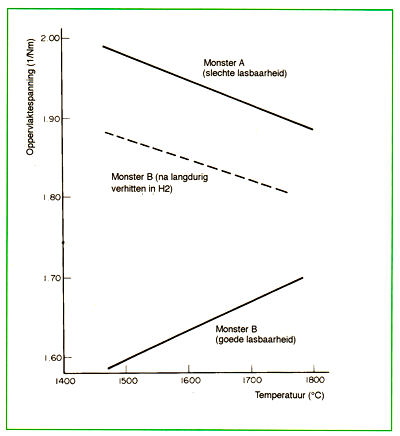
Afbeelding 7. Variatie van de oppervlaktespanning met de temperatuur voor twee monsters roestvast staal 316 met slechte en goede lasbaarbeid en voor een monster met goede lasbaarheid, waarvan het vloeibare metaal is voorverwarmd in een atmosfeer van waterstof om het zwavelgehalte te verlagen. (Volgens Keeneen medewerkers).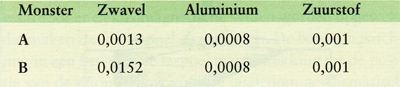
Tabel 1. Samenstelling in gew.% van twee monsters AISI 316.
Fusie
Beschouw eens twee grote volumes van hetzelfde metaal, elk met een plat oppervlak en met temperaturen van respectievelijkTo en nul. Als deze twee volumes plotseling met elkaar in contact worden gebracht en wel zodanig dat er sprake is van goed thermisch contact aan het grensvlak, dan kan worden afgeleid dat de temperatuurverdeling ten opzichte van x=O aan het grensvlak kan worden geschreven als
Veronderstel dat de twee volumes bestaan uit vloeibaar staal met temperatuur To en vast staal met temperatuur nul. Als de smelttemperatuur Tgr van het grensvlak 1500°C is, dan moet T 3000°C bedragen om het grensvlak te laten smelten. Als echter de temperatuur van het vloeibare staal gelijk is aan de gemiddelde temperatuur
van de laspoel, zeg maximaal1800°C, dan zal Tgr 900°C bedragen, ruim onder het smeltpunt en er zal geen sprake zijn van fusie. Voorgaande berekeningen gaan uit van de aanname dat de warmtegeleidbaarheid van het vloeibare en vaste metaal hetzelfde zijn. Als ze echter verschillen en als de temperatuur van het vloeibare metaal veel hoger is dan die van het vaste metaal dan geldt
en er zal fusie plaatsvinden. Deze conditie kan zich voordoen als er convectie in de vloeistof optreedt, zodat de effectieve warmtegeleiding wordt verhoogd, in het bijzonder als er turbulente stroming optreedt. Bij kortsluit-booglassen wordt de boog periodiek gedoofd. Als tijdens de kortsluitperiode er lasmetaal tegen de ongesmolten laskant vloeit en daar stolt, zal er weinig of geen fusie optreden. Om dit verschijnsel te voorkomen, is juiste controle vereist. Deze wordt grotendeels bereikt door de dikte van het staal dat volgens dit proces wordt gelast onder een voorgeschreven grenswaarde te houden, zeg 15 mm.
Lasspetters
Volgens de argumenten in de voorgaande paragraaf zou er geen hechting mogen optreden van lasspetters. Toch hechten deze spetters over het algemeen heel goed aan het basismetaaL Lasspetters kunnen optreden bij GMA-lassen en bij het lassen met beklede elektrodes, maar het komt met name voor bij kortsluit-booglassen en dan nog weer eens in extra sterke mate als er gebruik wordt gemaakt van CO2-schermgas. Een deel van de lasspetters is afkomstig uit de laspoel en ondanks dit feit hecht een gedeelte ervan zich vast op het basismetaaL Dit houdt in dat er convectie moet optreden in het druppeltje, hoewel de oorzaak hiervan (nog) niet is vastgesteld. Lasspetters worden tot een minimum beperkt door beheersing van de lasstroomcyclus en de hoeveelheid die zich vasthecht kan worden beperkt door een anti-spetterdeklaag op het staal aan te brengen.
GVZ: gedeeltelijk vermengde zone
Traditioneel wordt een las opgevat als zijnde opgebouwd uit lasmetaal, een warmtebeïnvloede zone (WBZ) en het onbeïnvloede basismetaaL Het lasmetaal, dat besta at uit volledig gesmolten basismetaal dat vermengd is met het eveneens gesmolten lastoevoegmetaal, wordt gewoonlijk beschouwd als volledig homogeen tot aan de fusielijn die de afscheiding vormt tusse n lasmetaal en WBZ. De schematische weergave op afbeelding 8, afkomstig van Savage en medewerkers [7], geeft een ander model van een las, indien er gebruik is gemaakt van lastoevoegmetaal met een samenstelling die afwijkt van die van het basismetaal. Dit modellaat zien dat een las in feite bestaat uit vijf gebieden: een composietzone, een onvermengde zone (OVZ), een gedeeltelijk vermengde zone (GVZ), de 'ware' warmtebeïnvloede zone en onbeïnvloed basismetaal. Vermenging van het gesmolten toevoegmetaal en gesmolten basismetaal levert een mengsel op met een tamelijk homogene chemische samenstelling in de composietzone dat door een diffusiegra diënt wordt gescheiden van de OVZ waar het basismetaal is gesmolten en weer gestold zonder dat er menging is opgetreden met het neergesmolten lastoevoegmetaaL De buitenrand van de OVZ begrenst een bijzonder gesmolten gebied aan het lasgrensvlak (afbeelding 8). 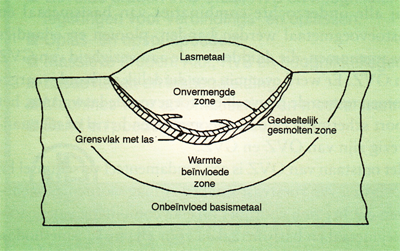
Afbeelding 8 Te onderscheiden zones in een las. (Volgens Savage en medewerkers).
Metaalcombinaties
Het verschijnsel OVZ is waargenomen bij verscheidene combinaties van basis-en toevoegmetaal, die uiteenlopen van lassen in laaggelegeerd staal, aluminiumlegeringen tot roestvast staal en het schijnt onafhankelijk te zijn van de lasmethode. Deze zone kan bij bepaalde toepassingen problemen veroorzaken en kan van cruciale betekenis zijn voor bijvoorbeeld de corrosieweerstand van lassen in roestvast staal. Het is daarom van belang om het fenomeen te doorgronden. Karlsson en Arcini [8] hebben onderzoek verricht naar dit verschijnsel door lassen te leggen op vlakke roestvaststaalplaat van een drietallegeringstypen: AISI 304L, 254 SMO en SAF 2205 (dus een standaard austenitisch roestvast-staaltype, een hooggelegeerd austenitisch roestvaststaaltype en een duplex roestvast-staaltype. Ze pasten zes verschillende beklede laselektroden toe alsmede een gevulde-draadelektrode. Ze vonden drie soorten grensvormen: banden langs het grensvlak met de las, verscheidene plooien die zich uitstrekten tot in de composietzone en geïsoleerde eilandjes in de composietzone. Bij alle was sprake van een kenmerkende gietstructuur, hetgeen erop wijst dat ze volledig zijn gesmolten tijdens het lassen. Er werden ook gebieden in alle lassen aangetroffen die geen grensgebieden vertoonden. De grenzen tussen deze zones en de composietzone was meestal vrij scherp, maar soms verliep de overgang wat geleidelijker.
SEM-EDS-analyse toonde aan dat zones met een geleidelijke overgang gedeeltelijk vermengde zones (GVZ) waren, met een samenstelling die lag tussen die van het basismetaal en die van de vermengde composietzone, en gebieden die een scherpe overgang vertonen OVZ zijn met dezelfde samenstelling als het basismetaaL Banden langs het lasgrensvlak waren in het algemeen ware OVZ, terwijl plooien en eilandjes vaker GVZ waren. Bij alle onderzochte combinaties van basismetaal en lastoevoegmetaal werden banden, plooien en eilandjes waargenomen, die duidden op de aanwezigheid van GVZ en OVZ. Er werd evenmin een duidelijk verband waargenomen tussen de hoeveelheid toegevoerde laswarmte, het soort schermgas en de lasgeometrie en het al of niet aanwezig zijn van OVZ en GVZ. Het ontstaan van OVZ is een fundamenteel verschijnsel bij het lassen van roestvast staal en er mag worden aangenomen dat het zich voordoet bij elke combinatie van lastoevoegmetaal en basismetaal en voor alle fusielasmethodes. Hoewel het niet waarschijnlijk lijkt om de vorming van OVZ volledig te vermijden, kan de mate waarin het zich voordoet tot op zekere hoogte worden verminderd door een lasprocedure te kiezen die een hete laspoel geeft, bij voorkeur in combinatie met snelle afkoeling.
Mogelijke problemen
Hoewel de vorming van OVZ een algemener verschijnsel lijkt te zijn dan doorgaans wordt aangenomen, wordt het zelden bestempeld als zwakke plek. Er kunnen echter verscheidene potentiële probleemgebieden worden geïdentificeerd zoals harde zones in lassen tussen verschillende metalen, warmscheuring in de OVZ bij scheurgevoelig basismetaal en ook preferente corrosie van de OVZ. De corrosieweerstand van de OVZ in hooggelegeerd austenitisch roestvast staal is lager dan die van de toegepaste overgelegeerde laselektrodes. Het potentiële risico van OVZ mag dan ook niet worden genegeerd en het verschijnsel kan ook dienen bij het verkrijgen van een beter inzicht in de eigenschappen van de fusielijn van een las.
Literatuur
1. R.A. Woods, D.R. MiJner. Weid.J., Vol. 50 (1971) blz. 163s-173s.
2. R.A. Willgoss. Regulation of Fluid Motion in the Weid Pool. IIW Document 212-428-78.
3. C.R. Heiple, J.R. Roper. Effect of Minor Elements on GTAW Fusion Zone Shape. Trends in Welding Research in the US. Ed. S.A. David. ASM 1982, Metals Park, Ohio, U.S.A.
4. C.R. Heiple, P. Burgardt, J.R. Roper, J.L. Long. The Effect ofTrace Elements on TIG Welding Penetration. Trans. Conf. on the Effect of Residual, Trace and Micr-Alloying Elements on Weldability and Weid Penetration. Paper 36. The Welding lnstitute (1983), Cambridge, U.K.
5. M.J. Tinkler, I. Grant, G. Mizuno, C. Gluck. Welding 304L Stainless Steel Tubing having Variabie Penetration Characteristics. Trans. Conf. on the Effect of Residual, Trace and Micr-Alloying Elements on Weldability and Weid Penetration. Paper 29. The Welding Institute (1983), Cambridge, U.K.
6. B.J. Keene, K.C. Mills, R.F. Brooks. Materials Science and Technology. Vol. 1(1985)blz. 568-571.
7. W.F. Savage, E.F. Nippes, E.S. Szekeres. Weid.]. Vol. 55(1976)blz. 260s.
8. L. Karlsson, H. Arcini. Formation of Unmixed Zines in Stainless Steel Weids. Innovation Stainless Steel Vol. 3. AlM (1993), Florence, Italië.