


Elektrolytisch kleuren met zwak-zuur nikkelzout en wisselstroom
In een voorgaand artikel (Principes en achtergrond van elektrolytisch kleuren van geanodiseerd aluminium)
is ingegaan op het kleuren van aluminium. In dit artikel zal dit onderwerp verder worden behandeld en zal iets over elektrolytisch kleuren met zwak-zuur nikkelzout worden besproken.
Samenstelling kleurbad en elektrolyse condities
De samenstellingen van elektrolysebaden voor kleuren met zwak zuur nikkelzout zijn vermeld in tabel 1a. De werkingscondities zijn vermeld in tabel 1b. Met deze badsamenstellingen kan goede kleuruniformiteit en opbrengst worden verkregen.
Ruim genomen verloopt de neerslag van het metaal in deze nikkelzoutbaden via de volgende reactiestappen:
Ni2+ + H2O --> NiOH+ + H+
NiOH+ + e --> NiOHads
NiOHads + H+ + e --> Ni + H2O
Het geadsorbeerde nikkelhydroxide slaat neer uit een intermediair nikkelhydroxide in een bad, dat op pH 4,2 tot 4,7 wordt gehouden, kenmerkend voor een zwak zuur, als gevolg van de aanwezigheid van boorzuur. Algemeen wordt aangenomen dat het neerslaand vermogen en de gelijkmatigheid van de metaaldikte bij elektrodepositie beter worden naarmate de elektrische geleidbaarheid van het bad hoger wordt.
Wat dit betreft helpt het gebruik van een zwak zuur dus niet mee.
Voor het neerslaan van nikkel uit een conventioneel nikkelbad, maar nu op een geanodiseerd oppervlak in plaats van op blank metaal, is een hogere celspanning nodig om de ohmse weerstand van de anodische oxidelaag te overwinnen. Dit kan een ongewone stroomverdeling opleveren en een ongelijkmatige nikkeldepositie, die op zijn beurt leidt tot kleurverschillen. Dit effect is met name waarneembaar bij grote oppervlakken en bij aluminiumextrusies met complexe vormen. De eenvoudigste remedie om dit effect tot een minimum te beperken is verhoging van de geleidbaarheid van de oplossing. Gelijkmatigheid van stroomverdeling en dus van de kleur worden dan verbeterd.
Samenvattend kan worden gezegd dat de gelijkmatigheid van de kleur bij gebruik van nikkelzoutbaden wordt geoptimaliseerd door nauwkeurige pH controle en maximalisering van de geleidbaarheid van de elektrolyt.
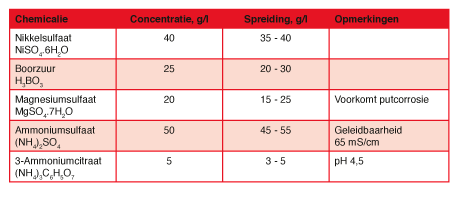
Tabel 1a. Badsamenstellingen.
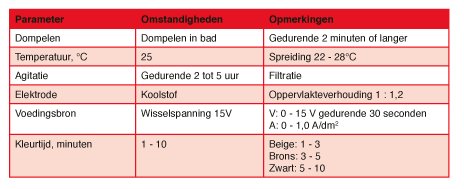
Tabel 1b. Gebruiksomstandigheden.
pH controle
De belangrijkste middelen om de pH van het nikkelzoutbad op ongeveer 4,5 te houden, is toevoeging van 3 tot 5 g/l triammoniumcitraat als buffer.
Verdere instelling op hogere of lagere waarden dan 4,5 kan worden verkregen door toevoeging van waterige ammoniak of citroenzuur.
Maximalisering van de geleidbaarheid van de elektrolyt
Ter verhoging van de geleidbaarheid tot 65 mS/cm of hoger is mogelijk door toevoeging van zouten, zonder ongewenst verloop van de pH. Voor dit doel kan gebruik worden gemaakt van zwavelzuur, zoutzuur of sulfamiczuur. Chloride-ionen kunnen echter putcorrosie in de anodische oxiden veroorzaken en waar ze worden gebruikt is er ook een anti-putcorrosie middel nodig. Van natriumionen wordt vermoed dat ze splijting veroorzaken, waarbij ze net zo werken als H+ ionen. Hun gebruik wordt gewoonlijk vermeden. Afbeelding 1 toont het verband tussen de concentratie van verscheidene zouten en de elektrisch geleidbaarheid van hun oplossingen.
Bereiding van het kleurbad
Boorzuur (H3BO3)
Boorzuur wordt gewoonlijk geleverd in de vorm van een wit poeder, dat bij omgevingstemperatuur langzaam oplost in water. Het oplossen verloopt het best door geleidelijk poeder aan de oplossing toe te voegen. Er dient gedeïoniseerd water te worden gebruikt, dat is verwarmd tot 80°C en dat wordt geroerd totdat er een oplossing is verkregen van zo’n 25 g/l. Deze oplossing dient dan aan het kleurbad te worden toegevoegd tot er een verhouding van 30% boorzuur op 70% kleurbad is bereikt.
Nikkelsulfaat (NiSO4.6H2O)
Dit is een groene kristallijne stof. Het is commercieel leverbaar in een aantal zuiverheden. Er moet gebruik worden gemaakt van “Plating Grade” of beter, waarbij de nadruk ligt op een laag Na+ onzuiverheidsniveau. het zout lost maar langzaam op en dient geleidelijk te worden opgelost totdat er een concentratie van 40 g/l is bereikt. De vaste stof mag nooit rechtstreeks aan een kleurbad worden toegevoegd. Er moet eerst een vloeibaar concentraat worden bereid, dat vervolgens aan het bad wordt toegevoegd.
Magnesiumsulfaat (MgSO4.7H2O)
Dit zout wordt gewoonlijk geleverd als kleurloze korrelvormige kristallen. Het dient te worden opgelost tot een concentratie van 20 g/l. Hoewel het primaire doel van dit zout bestaat uit het bestrijden van witte putjes in het neergeslagen nikkel, dient het ook ter verhoging van de geleidbaarheid van het bad.
Ammoniumsulfaat ((NH4)2.SO4)
Wordt geleverd als kleurloze korrelvormige kristallen en moet worden opgelost in gedeïoniseerd water om een geconcentreerde oplossing te maken die vervolgens aan het bad wordt toegevoegd tot een concentratie van 50 g/l.
Triammoniumcitraat ((NH4)3C6H5O7)
Dit is eveneens een kleurloze kristallijne stof, die vlot in water oplost. Er dient een oplossing te worden gemaakt met een concentratie van 5 g/l. Het is niet alleen een pH buffermiddel, maar het vormt ook een complex met nikkelionen en het remt sedimentvorming af.
Geleidbaarheidszout (commercieel leverbaar)
Witte poeders, vlot oplosbaar in water, leverbaar als geëigende producten waarvan de samenstelling vaak niet wordt opgegeven. Ze kunnen tot in hoge mate worden gebruikt ter vervanging van ammoniumsulfaat. Het zijn ook buffermengsels.
Temperatuur, pH, agitatie, oplossingsniveau
De badtemperatuur moet doorgaans op 35°C worden gehouden. De werking van elektrolyse draagt bij tot een geringe mate van verwarming van het bad en het is daarom standaard praktijk om gebruik te maken van een thermostatisch regelbare elektrische tankverwarmer en indien nodig een koeler.
De pH van de oplossing dient te worden ingesteld op 4,5, door toevoeging van citroenzuur of ammoniak. Het niveau van de oplossing in de kleurtank moet 30 mm lager zijn dan die bij het anodiseren. Dit om te voorkomen dat ongeanodiseerd metaal in aanraking komt met het kleurbad. Zou zoiets optreden, dan zou de stroom hoofdzakelijk naar het ongeanodiseerde aluminium vloeien, omdat de afwezigheid van het anodische oxide dat een hogere ohmse weerstand bezit, dit tot het preferente stroompad maakt.

Afbeelding 1. Verband tussen concentratie en geleidbaarheid van neutraal zout.
Procescontrole van kleurbad
Gedrag van ammoniumsulfaat
Ammoniumsulfaat in aanwezigheid van nikkelsulfaat, zal het complexe nikkelammoniumsulfaat [(NH3)2Ni(SO4)3] vormen. Dit zout is beperkt oplosbaar, bij benadering 70 g/l en zal dus neerslaan uit de oplossing. De vaste kristallen die aldus worden gevormd zijn zeer fijn verdeeld en hebben dus de neiging om in de oplossing te blijven zweven. Daarom is deze stof moeilijk te verwijderen door middel van filtratie. Gebruik van hoogmoleculaire polymere flocculanten zijn effectief in het verwijderen van materiaal dat in een oplossing zweeft.
Nikkelsulfaat of ammoniumsulfaat mogen nooit in vaste toestand worden toegevoegd om een kleurbad samen te stellen. Ze moeten worden opgelost tot vloeibare concentraten die vervolgens worden gebruikt voor toevoeging aan het kleurbad. Ammoniumchloride heeft een hogere geleidbaarheid dan het sulfaat, zodat geringe toevoegingen hiervan aan het bad de geleidbaarheid verhogen. Ammoniumchloride mag alleen als supplement worden gebruikt en niet als hoofdbestanddeel van het bad. Onderzoek heeft aangetoond dat matige hoeveelheden ammoniumchloride in het kleurbad geen invloed hebben op de coating eigenschappen. Toevoeging van magnesiumzout kan werken als middel tegen putvorming.
Gebruik van magnesiumsulfaat
Om voldoende elektrische geleidbaarheid te verkrijgen is er niet minder dan 150 g/l van dit zout nodig (berekend op basis van het watervrije zout). Een economische benadering is het gebruik van het witte verpoederde oxide en dit oplossen in zwavelzuur.
Invloed van pH op kleur
Als de pH van het bad een waarde van 5,0 of hoger benaderd, ontstaan er weliswaar intense kleuren, maar de kleuruniformiteit kan hieronder lijden. Bij pH 4 is de kleuruniformiteit beter, maar verloopt de kleuring trager. In het kleurbad stijgen met het verstrijken van de tijd de zuurgraad en de concentratie opgeloste aluminiumzout, naarmate het zuur dat was opgenomen in de oxideporiën vrij komt en er metaal oplost. Bij Al3+ concentraties van meer dan 5 g/l zal er ongelijkmatige kleuring optreden. Zulke hoge niveaus zullen echter zelden worden bereikt, als gevolg van sleep-in en sleep-uit effecten. Deze observaties onderstrepen echter het belang van voorspoelen, dat net zo belangrijk is als controle van de pH van het kleurbad.
Regeneratie van het kleurbad
Als adequate elektrische geleidbaarheid en bad pH worden gehandhaafd door regelmatige toevoegingen van de geëigende chemicaliën aan het bad en gesteld dat de concentratie van zwevende deeltjes laag wordt gehouden door continue filtratie, dan kan een kleurbad jarenlang worden gebruikt.
Zwevend stoffen die in de oplossing ontstaan bestaan hoofdzakelijk uit slecht oplosbare complexe nikkelzouten. Aluminiumhydroxide is een andere bron van zwevende stof, maar de fijne witte deeltjes kunnen makkelijk worden gecoaguleerd door toevoeging van kleine hoeveelheden hoog-moleculair polymeer flocculatie middel. Ophoping van concentraties van organisch materiaal wordt zelden aangetroffen. Niettemin is een maandelijkse behandeling met actieve-koolstofpoeder (ongeveer 100 gram per m3 oplossing) gunstig voor het verbeteren van de kleurkwaliteit. Het koolstofpoeder moet in oplossing worden geroerd, gedurende een uur in suspensie worden gehouden en daarna worden afgefiltreerd.