


Optimalisering voorbehandeling voor anodiseren van aluminium
Voor er tot het feitelijke anodiseren kan worden overgegaan, dienen er een aantal voorbereidende stappen plaats te vinden, die van grote invloed kunnen zijn op het uiteindelijke resultaat. Hier volgt een bespreking van enkele van die voorbereidende stappen.
Door: A.J. Schornagel
Opslag
Het oppervlak van aluminiumlegeringen is gevoelig voor zowel chemische als mechanische aantasting en hier dient rekening mee te worden gehouden bij het opslaan van het metaal voordat het wordt geanodiseerd. Opslag moet zo droog mogelijk zijn en valt aan te bevelen om gebruik te maken van watervast plaatmateriaal en droogmiddelen of vochtwerende stoffen. Bij het verspanen van het metaal verhindert een beschermende plastic folie toevallige schade.
Inwerking van basisch ontvettingsbad
Oliën en vetten die op het aluminium oppervlak aanwezig zijn worden verwijderd met behulp van een basisch ontvettingsbad. De waterige oplossing van vrije base verzeept deze verontreinigingen en maakt ze oplosbaar in water. Toevoeging van oppervlakte actieve stoffen aan het bad verlaagt de oppervlaktespanning en bevordert de ontvetting, emulsievorming en dispersie. Als een sterke base zoals bijtende soda (natriumhydroxide) wordt gebruikt, zal het aluminium in aanzienlijke mate oplossen. Tabel 1 toont het gewichtsverlies die daarvan het gevolg is, in verscheidene oplossingen bij een temperatuur van 80°C gedurende ongeveer vijf minuten. Uit de tabel blijkt dat voor ontvettingsdoeleinden een zwakke base moet worden gebruikt. De natriumzouten van fosforzuur en siliciumzuur neigen tot hydrolyse als ze worden opgelost en ze fungeren als een niet-etsende pH buffer die de alkaliteit binnen een geschikt pH gebied houdt. In het geval van siliciumzuur, kan de reactie als volgt worden weergegeven:
Na2SiO3 + 2H2O ---> 2NaOH + H2SiO3
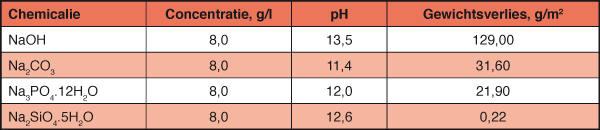
Tabel 1. Gewichtsverlies van Al in basische oplossingen bij 80°C.
Tabel 2 toont de kenmerkende samenstelling van een ontvettingsbad.
Siliciumzuur kan echter moeilijkheden geven als gevolg van neerslaan uit de oplossing, terwijl afscheiding van fosfaathoudende afvalstoffen eveneens wordt tegengewerkt. Het gebruik van dit zuur blijft doorgaans beperkt tot de productie van sterk spiegelende oppervlakken of voor de fabricage van bepaalde elektronische onderdelen.
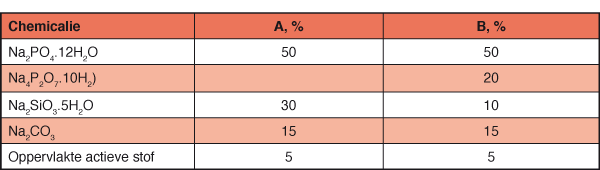
Tabel 2. Typische samenstelling van basische ontvetoplossingen.
Werking van zure ontvettingsbaden
Omdat aluminiumoxide en eventueel aanwezige conversielagen sterk hechten op aluminium metaal, worden ze niet volledig verwijderd in een zwak basisch ontvettingsbad. Een behandeling in een dergelijk basisch bad kan juist leiden tot de vorming van een dunne bestendige film, die de vorming van een getrapt oppervlak tot gevolg heeft. In zure oplossingen verloopt de reactie met zulke specimen sneller dan de oplossnelheid van het metaal en er wordt wederom een vorm van chemische conversielaag op het bestaande oppervlak gevormd. Deze lagen lossen gelijkmatig op in het opvolgende basische etsbad. In het algemeen wordt aangenomen dat ontvetten in een zuur krachtdadiger is, dan in zijn basische tegenhanger. Hoewel oliën en vetten in een zuur bad niet worden verzeept, zullen ze in aanwezigheid van oppervlakte actieve stoffen loslaten van het metaaloppervlak. Voor een economisch zuur ontvettingsbad kan gebruik worden gemaakt van uitgewerkt zwavelzuur, dat dienst heeft gedaan als anodiseerelektrolyt. Aan deze oplossingen worden gewoonlijk oppervlakte actieve stoffen toegevoegd om een soort verzepende werking te geven, hoewel er in feite geen sprake is van de vorming van een natriumzout van het vetzuur zoals het geval is voor ware chemische verzeping. Ontvetten in zuurbaden werd ook wel gedaan met salpeterzuur en/of fosforzuur maar wegens de bijkomende afvalwaterbehandeling die vandaag de dag wordt vereist, wordt alleen nog gebruik gemaakt van zwavelzuur.
Gelijkmatige basische etsbehandeling
Doel van basische etsbehandeling: gelijk met ontvetten in en basisch bad treedt er etswerking op. De inwerking van het chemisch oplossen is het creëren van een mat oppervlak maar tegelijkertijd vindt er een nivellerende werking plaats waardoor beschadigde metaallagen, oneffenheden en matrijsmarkeringen in meer of mindere mate worden verwijderd. Omdat daarbij metallisch aluminium weer over gaat in een aluminiumzout is er sprake van verspilling. Op praktisch niveau echter is het proces simpel en recht toe recht aan en wordt het daarom veel gebruikt. Natriumhydroxide alleen mag nooit in zulke baden worden gebruikt, omdat zou leiden tot buitensporige oppervlakte ruwheid, waardoor het lastig is om een gelijkmatig oppervlak te produceren.
Ontwikkeling van een gelijkmatige basische etsmethode
Omdat het zo belangrijk is om een uniforme afwerking te krijgen met het etsproces, dienen de werkingscondities te worden geoptimaliseerd. Goede resultaten waren het gevolg als er natriumgluconaat aan de natriumhydroxide oplossing werd toegevoegd, dat als geleermiddel fungeerde. Zulke oplossingen veroorzaken minimale verslechtering van het spiegelend vermogen van het behandelde metaal, zelfs als de etsbad samenstelling, temperatuur en behandelduur enigszins afweken van het optimum. Er werd ook vastgesteld dat dit type etsbad tolerant is voor variaties in de structuur van de aluminiumlegering, die het gevolg zijn van veranderingen in de warmtebehandelingscondities, of kleine schommelingen in de samenstelling van de legering. Dank zij de werking van het geleermiddel blijven aluminiumzouten die zijn gevormd tijdens het etsproces in oplossing. Het is dus mogelijk om opzameling van vaste neerslag op de wanden van de tank of het ermee in verbinding staande leidingwerk te vermijden en daarmee problemen zoals verstoppingen die anders het gevolg zouden zijn. In Europa is de "Long Life Etching Method" (ook wel bekend als de "Never Dump" methode) populair. De methode berust op het gebruik van een organisch geleermiddel tezamen met geconcentreerd natriumhydroxide. Het resulterende zeer gelijkmatige oppervlak slaagt erin om oppervlaktefouten in het metaal te verdoezelen, hetgeen een van de redenen is waaraan het zijn populariteit dankt. Hoewel het proces, net als andere basische baden, resulteert in vorming van aluminiumzout, is het bad zeer tolerant met betrekking tot toename van de zoutconcentratie en het kan gedurende langere periodes worden gebruikt zonder verversing.
Hergebruik van gecoat materiaal
Voor kleurgeanodiseerde panelen die deel uitmaken van een geheel, is uniformiteit van tint essentieel. Bij sommige toepassingen wordt het geanodiseerde paneel in gebogen vorm bevestigd, waardoor mogelijke oppervlaktefouten nog sterker in het oog springen. Dergelijke panelen met oppervlaktefouten moeten als afgekeurd worden bestempeld en de kosten van het herstellen kunnen moordend zijn. Defectieve deklagen kunnen tot op het blanke aluminium worden verwijderd met behulp van etsbaden van het soort zoals hierboven beschreven en het materiaal kan weer opnieuw worden behandeld, indien nodig keer op keer, totdat het juiste resultaat is verkregen.
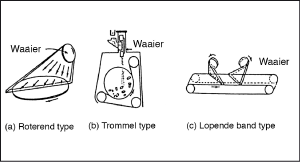
Afbeelding 1. Schematische voorstelling van een aantal waaier-straalmachines.
De-smut behandeling
Conventionele de-smut baden zijn gebaseerd op 5 tot 10% salpeterzuur oplossingen. Er worden echter steeds striktere restricties gesteld aan het lozen van afvalvloeistoffen die uitgewerkt salpeterzuur bevatten of producten die zijn gevormd als gevolg van uiteenvallen van dat zuur. Dit heeft geleid tot baden op basis van zwavelzuur waaraan een oxidatiemiddel is toegevoegd.
Mechanische voorbehandeling als alternatief voor etsen
Er zijn pogingen gedaan om chemische processen te vervangen door mechanische. Zo is er ook een alternatief gevonden voor basisch etsen van aluminium in de vorm van een automatische straal-polijstmachine. Hierbij wordt er een waaier gebruikt om fijne abrasieve deeltjes op het metaal te blazen waardoor oppervlaktefouten op geëxtrudeerde werkstukken worden verwijderd. Afbeelding1 geeft een aantal machinevormen. Er kan uit een breed scala aan oppervlakte afwerkingen worden gekozen. Bij dit mechanisch polijsten dient als laatste stadium het verwijderen van achtergebleven deeltjes via een lichte etsbehandeling. Deze etsbehandeling kan echter ook worden vervangen door een ultrasone reiniging. Van deze mechanische voorbehandeling wordt beweerd dat die goedkoper is en milieuvriendelijker dan zijn chemische tegenhanger, omdat verbruik van chemicaliën en bijkomende afvalvloeistof behandeling vrijwel nihil zijn.